RE: VFA Artifacts on X+Y Straight Edges
EMI = Electromagnetic Interference? I'm curious - how does that cause diagonal artefacts? Can you give any more details? Perhaps it's in a thread that I've missed.
RE: VFA Artifacts on X+Y Straight Edges
Yes, this EMI. It's not in a thread, I've been fighting support over this for a while now and noting all my findings and sharing them with a few people online. Trying to make sense of it. I will write a proper forum post after that replacement arrives. I want to see if it's just a bad batch of some component or if it's a design flaw affecting more/all Core Ones. I'm not the only one affected. I still don't know if these uneven diagonal artefacts are caused by EMI in particular, but they are electrical in nature, not mechanical at all.
It's not the topic of this thread tho, so I'd rather not start this discussion here, I don't want to derail from the mechanical artefacts we experience here. I'll link a separate thread after I create it.
RE: VFA Artifacts on X+Y Straight Edges
If replacing belts from 2GT to 1,5GT didn’t modify the precision/scale of prints I would really consider it.
But it seems that you can’t hard code the values right?
RE: VFA Artifacts on X+Y Straight Edges
So I set a minimum layer time of 0s, to disable that setting, and sure enough the print is clean all the way up.
Thanks for the tests! I'm gonna swap to 1.5 belts too in the near future.
Just picking up on this part: If you can be bothered, Orca Slicer has a feature "don't slow down for outside walls".
This makes everything else print slower, until the minimum layer time is achieved, but then does the external perimeters at normal speed.
It also has an additional printing order from what I've read, but I didn't compare them yet.
I've downloaded the latest Nightly Build though, which contains Core One profiles, adjusted a few things like the Custom Start G-Code to disable the heater during homing, nozzle cleaning, MBL probing and updating the FW number, configured Prusa Link and hit print.
Part came out fine, but a few things need some tuning, since there are some settings that work a bit differently and there are also quite a lot more settings available to tinker around with.
RE: VFA Artifacts on X+Y Straight Edges
Is that a big deal though? Considering there are loads of commands in the start g-code already, whats one more? Or is there a caveat I'm missing?
If replacing belts from 2GT to 1,5GT didn’t modify the precision/scale of prints I would really consider it.
But it seems that you can’t hard code the values right?
RE:
So I set a minimum layer time of 0s, to disable that setting, and sure enough the print is clean all the way up.
Thanks for the tests! I'm gonna swap to 1.5 belts too in the near future.
Just picking up on this part: If you can be bothered, Orca Slicer has a feature "don't slow down for outside walls".
This makes everything else print slower, until the minimum layer time is achieved, but then does the external perimeters at normal speed.It also has an additional printing order from what I've read, but I didn't compare them yet.
I've downloaded the latest Nightly Build though, which contains Core One profiles, adjusted a few things like the Custom Start G-Code to disable the heater during homing, nozzle cleaning, MBL probing and updating the FW number, configured Prusa Link and hit print.
Part came out fine, but a few things need some tuning, since there are some settings that work a bit differently and there are also quite a lot more settings available to tinker around with.
I keep hearing about this, and I really hope that feature comes to Prusaslicer soon…Im too old and lazy to start with other slicers 😂
Saying that I like what I’ve seen on Orca regarding filament calibration and tuning…Prusa really needs to port some of these features.
RE: VFA Artifacts on X+Y Straight Edges
Is that a big deal though? Considering there are loads of commands in the start g-code already, whats one more? Or is there a caveat I'm missing?
If replacing belts from 2GT to 1,5GT didn’t modify the precision/scale of prints I would really consider it.
But it seems that you can’t hard code the values right?
The issue with custom G-Code is that you can't just click on "print" on Printables or use any G-code you didn't slice or edited.
Not really needed for me personally, but printing G-code with manual edits (color, speed, tempeture changes, pauses etc) and not having to edit it first, can be nice.
My biggest issue was when not using a 0.4 mm nozzle, but wanting to use a ready made G-code for calibration prints.
The scaling is quickly done via Notepad++ or similar editing tools though. Changing the extrusions widths etc. is impossible without a script.
RE: VFA Artifacts on X+Y Straight Edges
It's not the topic of this thread tho, so I'd rather not start this discussion here, I don't want to derail from the mechanical artefacts we experience here. I'll link a separate thread after I create it.
Understood, and appreciated. I'll be watching with interest, since I'm hoping to move my MMU3 from my MK4S to my CORE One in the coming week.
RE: VFA Artifacts on X+Y Straight Edges
Just picking up on this part: If you can be bothered, Orca Slicer has a feature "don't slow down for outside walls".
This makes everything else print slower, until the minimum layer time is achieved, but then does the external perimeters at normal speed.
I've been thinking of looking into Orcaslicer anyway, because I have a Ston Wolf on order for which Orcaslicer is the supported slicer. That sounds like an interesting feature to help avoid the speeds that suffer from VFAs.
RE: VFA Artifacts on X+Y Straight Edges
The issue with custom G-Code is that you can't just click on "print" on Printables or use any G-code you didn't slice or edited.
You can, provided you've already printed something with the custom G-code since the last power cycle, or you send that M92 command first (e.g. with a one-liner M92 g-code file). I haven't needed to do that yet, but it wouldn't take much for muscle memory to learn that whenever I power up the printer I also need to 'print' that one-liner.
I'm starting to look into creating a custom printer - I'm hoping that it might be possible to somehow configure that M92 command without having to edit the start g-code manually, although I suspect the best that's possible is to automatically include it in the start g-code, meaning that it would still be necessary to send that command first for g-codes that were sliced without it.
RE:
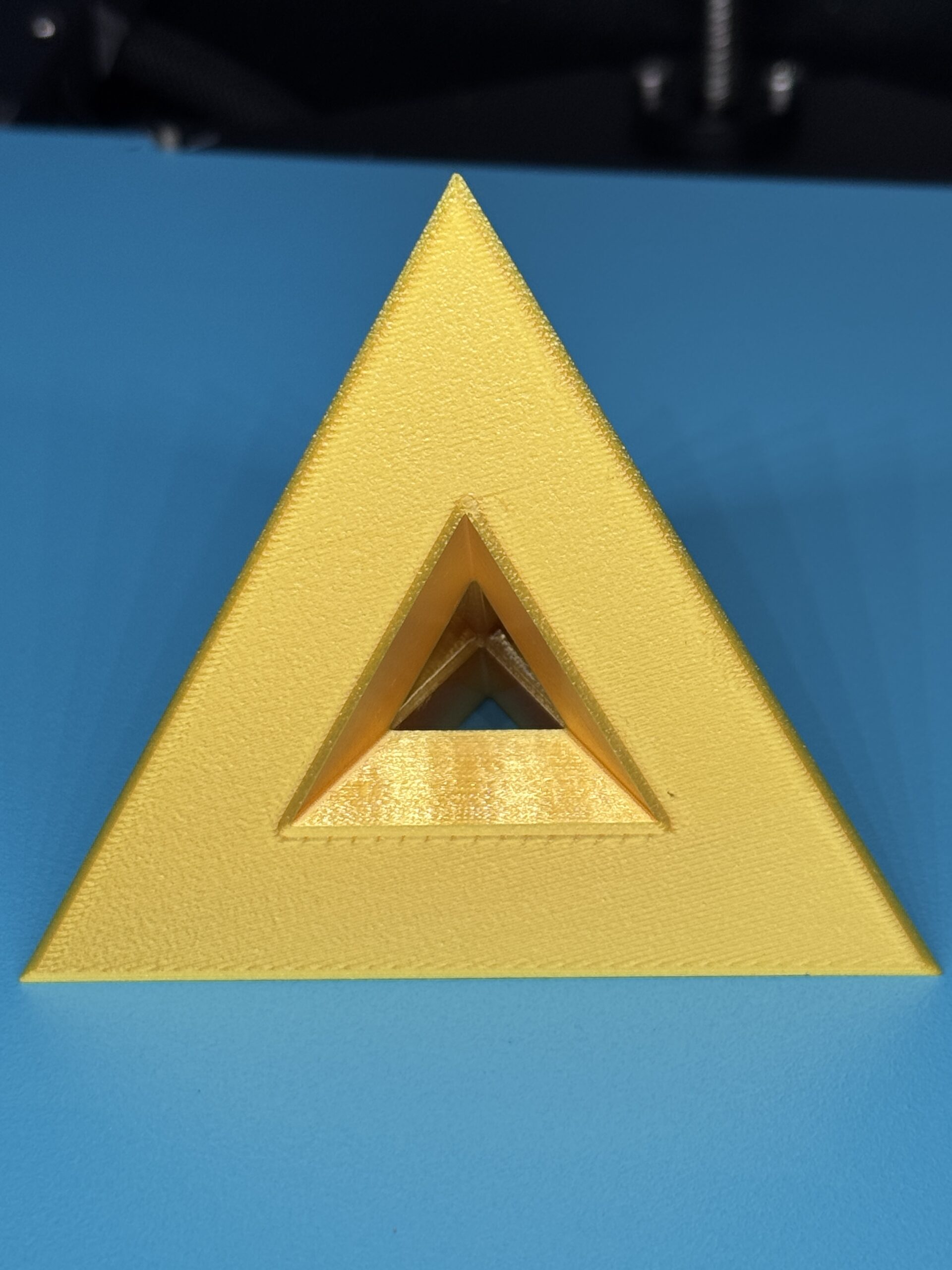
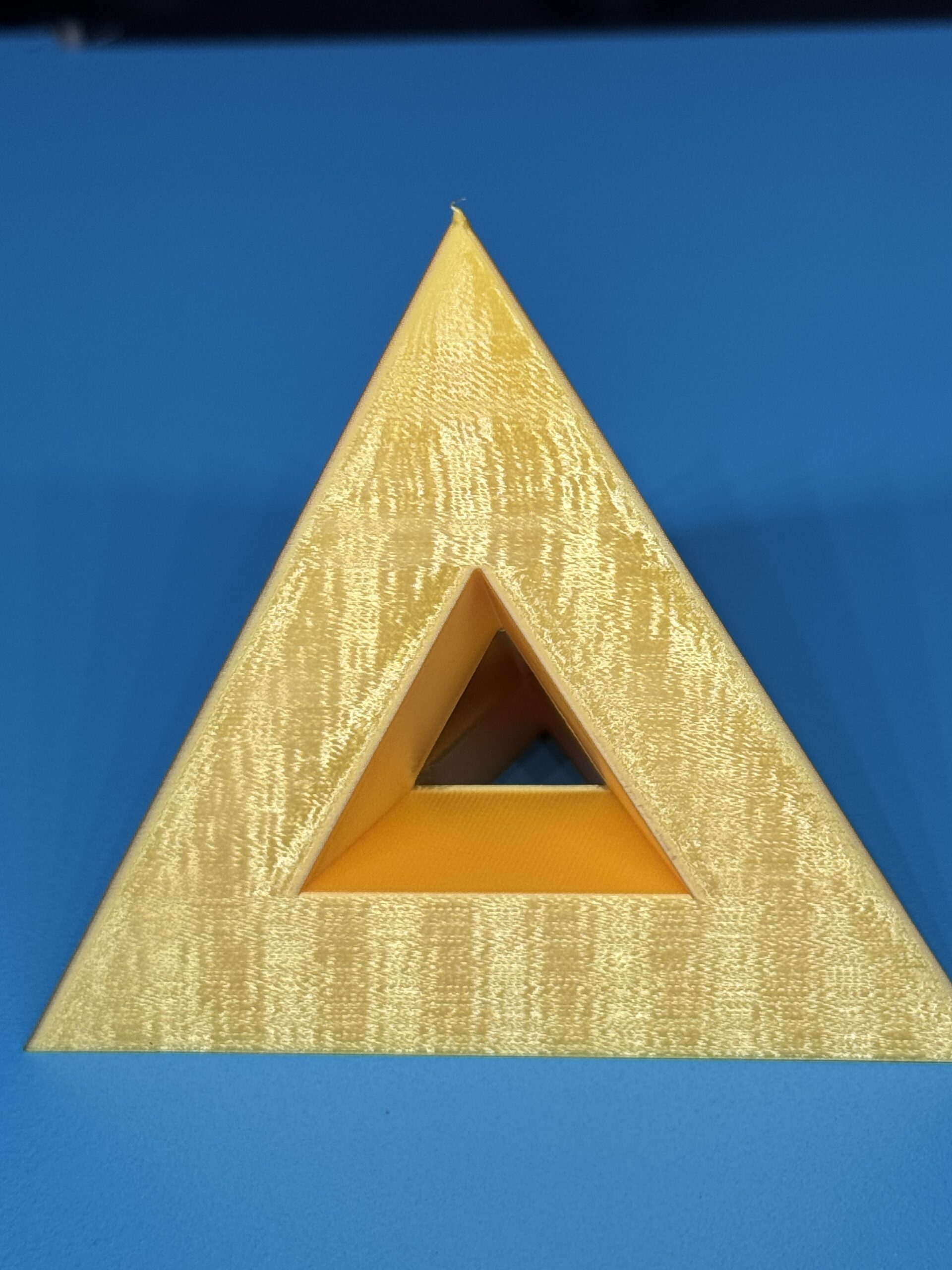
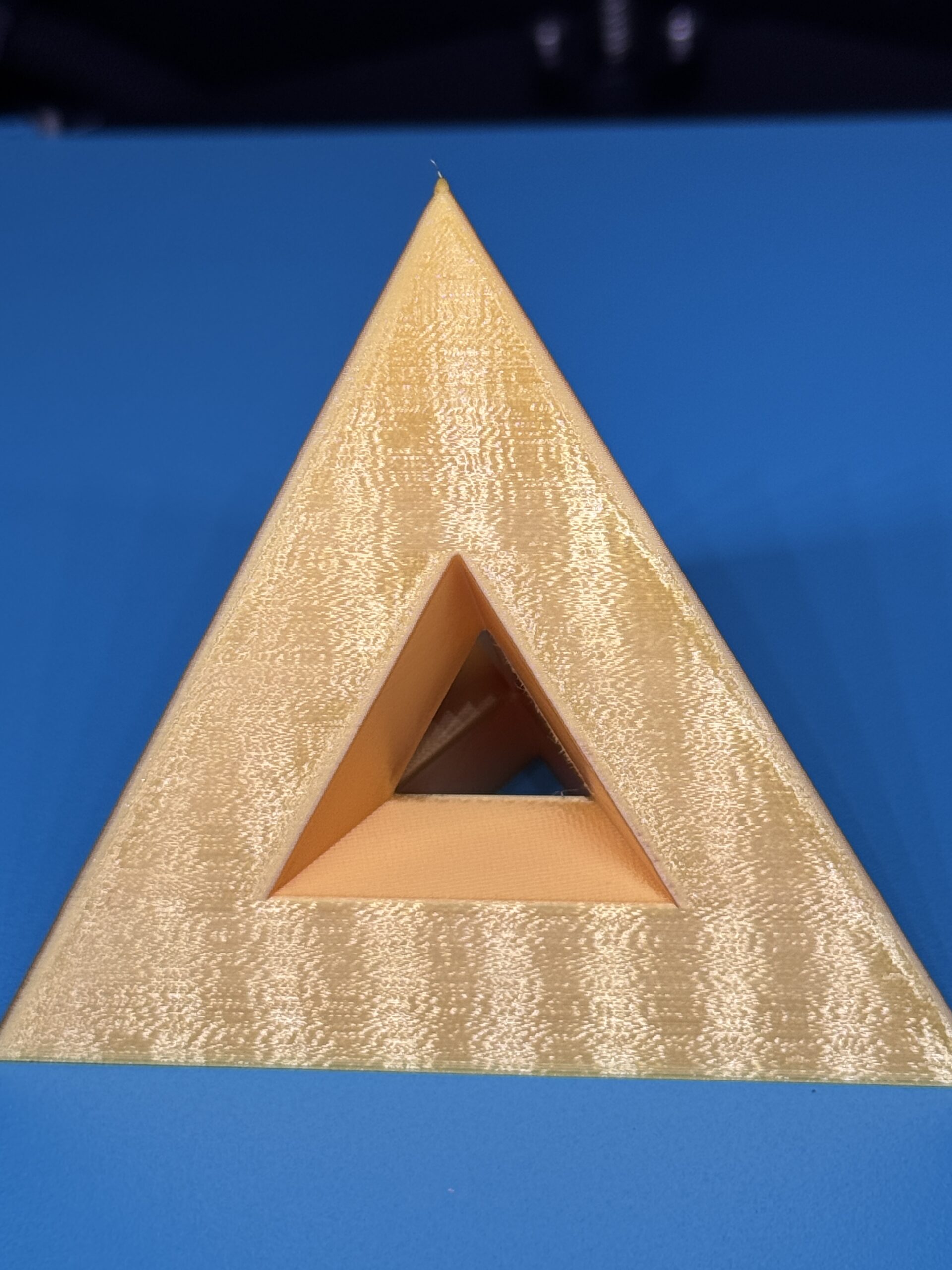
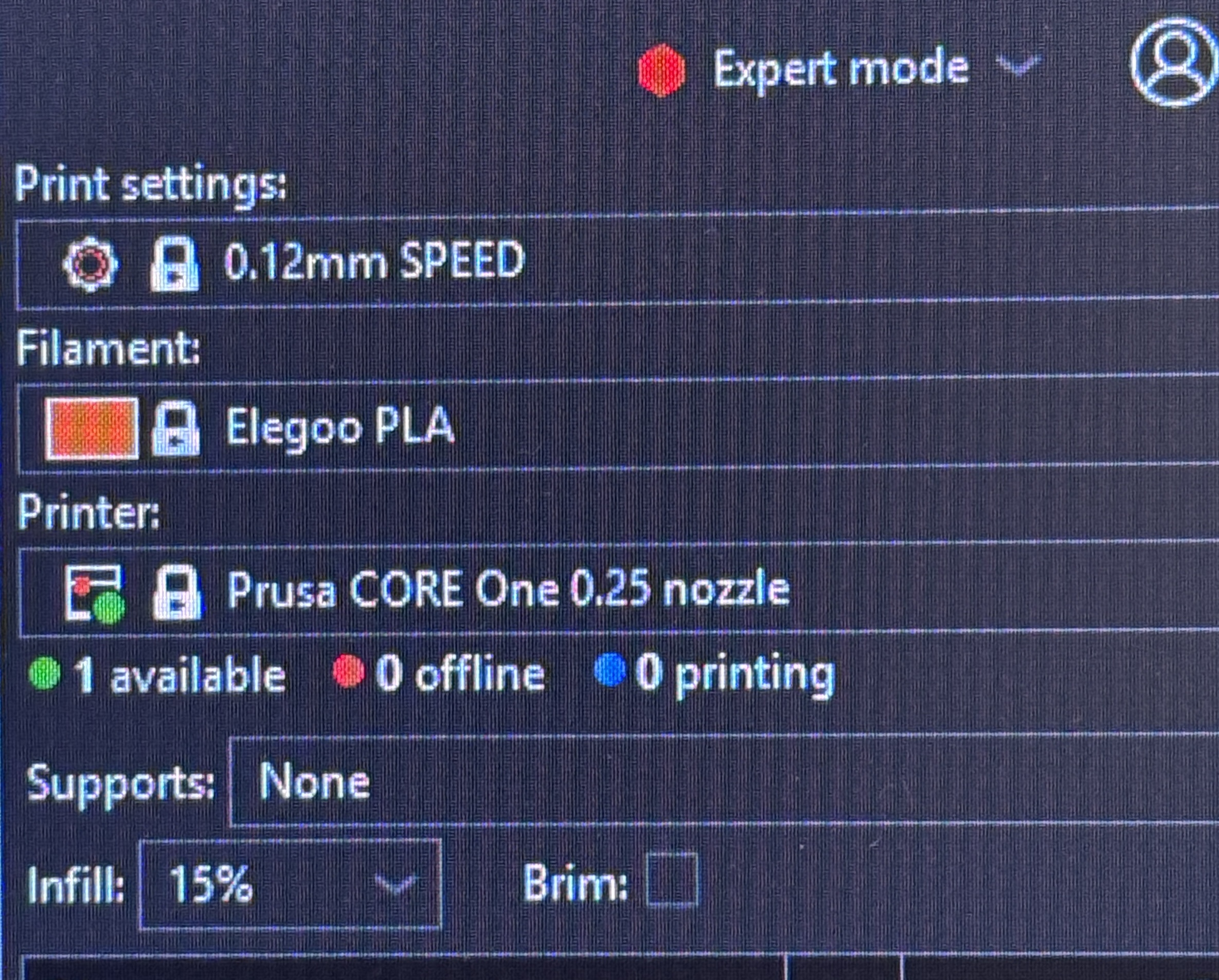
Prusa built core one. 0.12 MM speed setting, elegoo silk PLA, 0.25mm nozzle:

RE: VFA Artifacts on X+Y Straight Edges
Phase stepping wizard??? How and where is this located?
RE: VFA Artifacts on X+Y Straight Edges
Phasenschritt-Assistent??? Wie und wo befindet sich dieser?
It is not yet final, but only activated via a Gcode.
I would advise against it at the moment.
Afterwards, I had some diagonal patterns in the print.
I was only able to get rid of them by restoring the factory settings.
RE: VFA Artifacts on X+Y Straight Edges
Yes, like Chris and Ratlet mentioned adding that code in the slicer is all you need.
Working on the video but first i need to do more testing at different speeds...
You know, some sanity checking for the inevitable comments...
It's just dawned on me who you are - I've watched a few of your videos on your channel, so I'm looking forward to this video!
I didn't see your posts immediately - because of the quarantine delay they eventually appeared out of order. It's good to have you here, and hopefully you can post in a more timely manner now.
RE: VFA Artifacts on X+Y Straight Edges
Great work Chris! Glad you printed my G-code box examples to see the comparison vs mine in the OP. Good improvement.
It sounds like belt pulley engagement is the root cause - 2mm seems worse than 1.5mm. Belt idlers seems to be a red herring that everyone keeps trying and failing to get results with.
As mentioned previously in the thread, there is a case of someone using strings instead of belts and getting VFA on their Voron CoreXY, but these must be motor induced artifacts rather than the string.
RE: VFA Artifacts on X+Y Straight Edges
I have been following along with this thread but I have come up with a theory that might explain at least one cause of this issue, please let me know if it's been proposed and rejected:
I think rotational inertia of the motors is acting with the belt to create an oscillator system, when a particular motor pulley is interacting with the belt at a frequency that is some harmonic of this oscillator frequency then it will start transferring energy to the motor-belt oscillator.
I think this because of the following:
- the phase of the oscillation can change a bit on prints but they still seem to all be close to a 2mm wavelength but aren't at fixed xy positions
- there seems to be ring up effect of straight edges, meaning that energy is being added to the oscillator as the tool movement happens on a straight movement
- quick decomposition in velocity vectors has the angular velocity as as the same for a particular motor/pulley when oscillations are in different directions at different speeds
I had a similar experience when I swapped a voron to all metal parts, it disappeared when I swapped back, I'm now thinking it's because all the plastic parts would have damped these oscillations.
RE: VFA Artifacts on X+Y Straight Edges
I think rotational inertia of the motors is acting with the belt to create an oscillator system, when a particular motor pulley is interacting with the belt at a frequency that is some harmonic of this oscillator frequency then it will start transferring energy to the motor-belt oscillator.
Sounds like a per motor thing, if I understood you correctly. One thing then - I can swap the pulleys between motors and the artefacts always follow the pulley. So it's not exactly depending on the specific motor. I had this behaviour on my MK4S too.
RE: VFA Artifacts on X+Y Straight Edges
I should be fairly unrelated to the motor itself, only a function of the mass and geometry of the motors which I wouldn't think changes much. If the pulley has some slight deviation from the correct geometry, not an exact match to the belt profile, then this will start creating changes in tension along the belt path leading to growing energy being stored in the oscillations. Effectively my hypothesis is that poor pulley geometry is being amplified by the belt resonating with the motors.
I don't think they should really change with belt tension either since the spring constant of it won't change that much with belt tension, for most materials in the elastic deformation zone change in length is linear with change in force. If this is the case it's a physics based argument that Prusa is completely barking up the wrong tree with changes in tension.
RE: VFA Artifacts on X+Y Straight Edges
I think rotational inertia of the motors is acting with the belt to create an oscillator system, when a particular motor pulley is interacting with the belt at a frequency that is some harmonic of this oscillator frequency then it will start transferring energy to the motor-belt oscillator.
I think this because of the following:[...]
I have been thinking along similar lines: Some oscillation gets excited, which lets the pulley "probe" its fit to the belt teeth. If the fit is not perfect, there can be some back-and-forth movement which is superimposed on the desired linear, constant-speed motion.
The thing that I am missing in your hypothesis is, which factor actually excites the oscillation? Yes, a system of a mass with rotational inertia plus an elastic belt can oscillate. But it would be a damped oscillation unless something constantly excites it. I am wondering whether irregular microsteps in the motor could be a contributor here. (In which case smoothing out the microsteps via "calibrated phase stepping" might stand a chance to improve this type of VFAs after all. Wouldn't that be nice?)
RE: VFA Artifacts on X+Y Straight Edges
The excitation comes from the way the belt teeth are moving over the pulley, it could be a number of things. If the diameter of the pulley is slightly off then as the teeth go into and out of the groves there will be a slight pinch-release. If the pulley teeth are too low or high then it will slightly increase and decrease tension on the belt as each tooth moves over the pulley.