Waiting for Chamber Temp
I am printing with PETG. Firmware 6.3.3+10442. When I start a print, the hot end heats to 170c but then immediately cools to 130c and begins waiting for the chamber temp to go up to 35c. At that time, it goes back to 170c and the print progress as normal. Why is it waiting for the chamber temp? The manual states that:
"The chamber takes some time to reach the required temperature. However, you don't need to wait—the first layers are close enough to the heatbed to keep the correct ambient temperature. By the time the nozzle moves to higher layers, the chamber will already be properly heated."
Is there a setting to turn this behavior off?
Waiting for the chamber to come up to 35c takes almost 10 minutes. This is way too long to wait for the print to start.
RE:
You can turn it off in the slicer in Expert Mode by going to Printers->Custom GCode then putting a semicolon in front of where it says "G29 G ; absorb heat":

I have this saved as my own custom printer profile + with code to use a nozzle wiper mod. This way you don't have to make this change every time.
RE: Waiting for Chamber Temp
Thanks, that helped. The hot end still goes down to 130 but it goes right back to 170 for the leveling. Before when it went down to 130 it stayed there until the chamber came up to temperature then went back to 170. This saves about 8 minutes. I am going to see if I can edit the start gcode to eliminate the hotend cycling down to 130. I will update my progress.
RE: Waiting for Chamber Temp
You can, via the M104 and M109 commands. Read the according pages on the Marlin G-Code website. There's setting, waiting while heating, waiting while cooling or waiting for both.
I'd recommend drawing a flow chart for the Start G-Code, before changing things. Too easy to make crucial mistakes. (not really for nozzle temperature changes, but in general)
I'm using draw io for such tasks, since it's "free" and can be used standalone or in a browser.
RE: Waiting for Chamber Temp
Thanks, I'll check that out.
RE: Waiting for Chamber Temp
I changed the relevant section
{if chamber_minimal_temperature[initial_tool]!=0}
...
so that the heating/waiting occurs only when the chamber is heated to above 36 °C - i.e. it heats for every material except PLA, PETG and FLEX:
{if chamber_minimal_temperature[initial_tool] > 36}
; CHAMBER HEATING AND WAIT FOR MATERIALS THAT NEED >36 °C CHAMBER
M104 S{idle_temperature[initial_tool]} ; set idle temp
G1 Z10 F720 ; set bed position
G1 X242 Y-9 F4800 ; set print head position
M191 S{chamber_minimal_temperature[initial_tool]} ; wait for minimal chamber temp
M141 S{chamber_temperature[initial_tool]} ; set nominal chamber temp
M107
M140 S[first_layer_bed_temperature] ; set bed temp
{else}
; SKIP CHAMBER HEATING FOR MATERIALS WITH MINIMAL CHAMBER TEMP ≤ 36 °C (E.G. PLA, PETG)
M141 S0 ; disable chamber heater
{endif}
Also I changed the section
G29 G ; absorb heat
so that when the chamber temp is below 36 °C, absorb heat is ignored:
{if chamber_minimal_temperature[initial_tool] > 36}
G29 G ; ABSORB HEAT FOR HIGH-TEMP MATERIALS
{else}
G4 S5 ; SHORT PAUSE INSTEAD OF SOAK FOR LOW-TEMP MATERIALS
{endif}
G4 S5 gives a minimal 5-second pause for low-temp materials to avoid skipping abruptly.
If you use this, make a backup of your default custom g-code, just in case 😉
RE: Waiting for Chamber Temp
Is there a setting to turn this behavior off?
Waiting for the chamber to come up to 35c takes almost 10 minutes. This is way too long to wait for the print to start.
It's commonly called 'soaking time' and it's a good thing, and with some printers people may wait 30 - 60 minutes. You want to do the z homing and mesh probing just after the temperature stabilize.
The Core ONE chamber heating is relatively fast compared to other printer, probably because of the small volume of the chamber. That's a good thing.
RE: Waiting for Chamber Temp
Thank you for sharing this gcode. I'll grab a copy of it in case I need to use it in the future. 👍
In many cases, the Core One is already so much better at retaining heat than the Mk4S that bed holding will be improved even when the heat soak phase is shortened. The firmware already gives us a chance to skip this if we're standing next to the printer, but I like the option to avoid that extra step when I don't want to babysit.
Just last week I was running some test prints in real polycarbonate (not a blend), and for that I already knew that this printer would be below recommended chamber temp while at it's absolute max. I was willing to patiently wait for everything to heat up (bed at 120, nozzle at 290, and chamber at 55), even if it took 30-45 minutes before the print started. It does get a bit easier to wait for this heat-up/heat soaking time when your material costs $96/kg. 😆
With regard to printing TPU/FLEX. I recommend picking up a sheet of garolite, wet sand the top surface, clip it on, and adjust your bed temps to zero in the filament settings. It is a pure joy to run prints with zero bed heat because they start right away, hold very well, and still release easy enough. *Don't forget to turn the heat off, because the hold gets too strong if you accidentally keep it on.*
-J
RE: Waiting for Chamber Temp
Thanks to everyone for your input. I have decided to leave it as is since it seems to be a good thing. It would have help if Prusa had provided more info on this feature.
RE:
Excellent, thank you Gork for sharing your custom gcode this. That is exactly what I was looking for. I am just putting together my own CoreOne profile with your change. I have no idea why Prusa did not do it like this in the first place. For smaller parts from PLA or PETG, where I really appreciate the speed of the CoreOne, this heat absorption had always spoiled the fun of a fast print. Happy printing!
RE: Waiting for Chamber Temp
👍 😎
RE: Waiting for Chamber Temp
I just got my Core One (today!) and when I sent the first print I - I stared at the display not understanding the 15 min wait for this. I only print PETG, and have been doing so for years on my MK4s (upgraded from my MK3s) which obviously don't have enclosures to heat, and never had a problem. Is there a way to disable it completely in Prusa slicer, maybe in a profile? I'm far, far from an expert, and I avoid coding like the plague. But hoping there's a simple way to bypass it. Thanks.
RE: Waiting for Chamber Temp
I just got my Core One (today!) and when I sent the first print I - I stared at the display not understanding the 15 min wait for this. I only print PETG, and have been doing so for years on my MK4s (upgraded from my MK3s) which obviously don't have enclosures to heat, and never had a problem. Is there a way to disable it completely in Prusa slicer, maybe in a profile? I'm far, far from an expert, and I avoid coding like the plague. But hoping there's a simple way to bypass it. Thanks.
Two ways to do this. During the heat absorption phase there will be a Skip button on the screen, select that to skip. If you are not in front of the printer then you can disable it in the Start g-code section. Switch to Expert mode and in the Printers tab go to Custom g-code. In the start g-code section, replace the G29 G ; absorb heat with
{if filament_type[initial_tool] !~ /.*(FLEX|PLA|PETG).*/}
G29 G ; absorb heat
{endif}
Then save the modified profile. At the moment there are no easier ways to do this.
RE: Waiting for Chamber Temp
I just got my Core One (today!) and when I sent the first print I - I stared at the display not understanding the 15 min wait for this. I only print PETG, and have been doing so for years on my MK4s (upgraded from my MK3s) which obviously don't have enclosures to heat, and never had a problem. Is there a way to disable it completely in Prusa slicer, maybe in a profile? I'm far, far from an expert, and I avoid coding like the plague. But hoping there's a simple way to bypass it. Thanks.
Two ways to do this. During the heat absorption phase there will be a Skip button on the screen, select that to skip. If you are not in front of the printer then you can disable it in the Start g-code section. Switch to Expert mode and in the Printers tab go to Custom g-code. In the start g-code section, replace the G29 G ; absorb heat with
{if filament_type[initial_tool] !~ /.*(FLEX|PLA|PETG).*/} G29 G ; absorb heat {endif}Then save the modified profile. At the moment there are no easier ways to do this.
Thanks for the reply. Skip is a viable option, but if I edit the printer profile, does it apply to all subsequent prints? If so, that’s a perfect solution. I’ve got to learn more than using emachineshop to design parts and slicing. There’s obviously a lot more I’m missing.
RE: Waiting for Chamber Temp
Thanks for the reply. Skip is a viable option, but if I edit the printer profile, does it apply to all subsequent prints? If so, that’s a perfect solution. I’ve got to learn more than using emachineshop to design parts and slicing. There’s obviously a lot more I’m missing.
Saving the profile will only apply to prints where that profile is selected. Which is kind of annoying because if you work with multiple nozzles like I do, it needs to be set for each nozzle type. There might be a way to do this globally but I haven't had a chance to take a look yet.
RE: Waiting for Chamber Temp
some impossible % number. Bed temp is not on so I wonder if that has domething to do with it
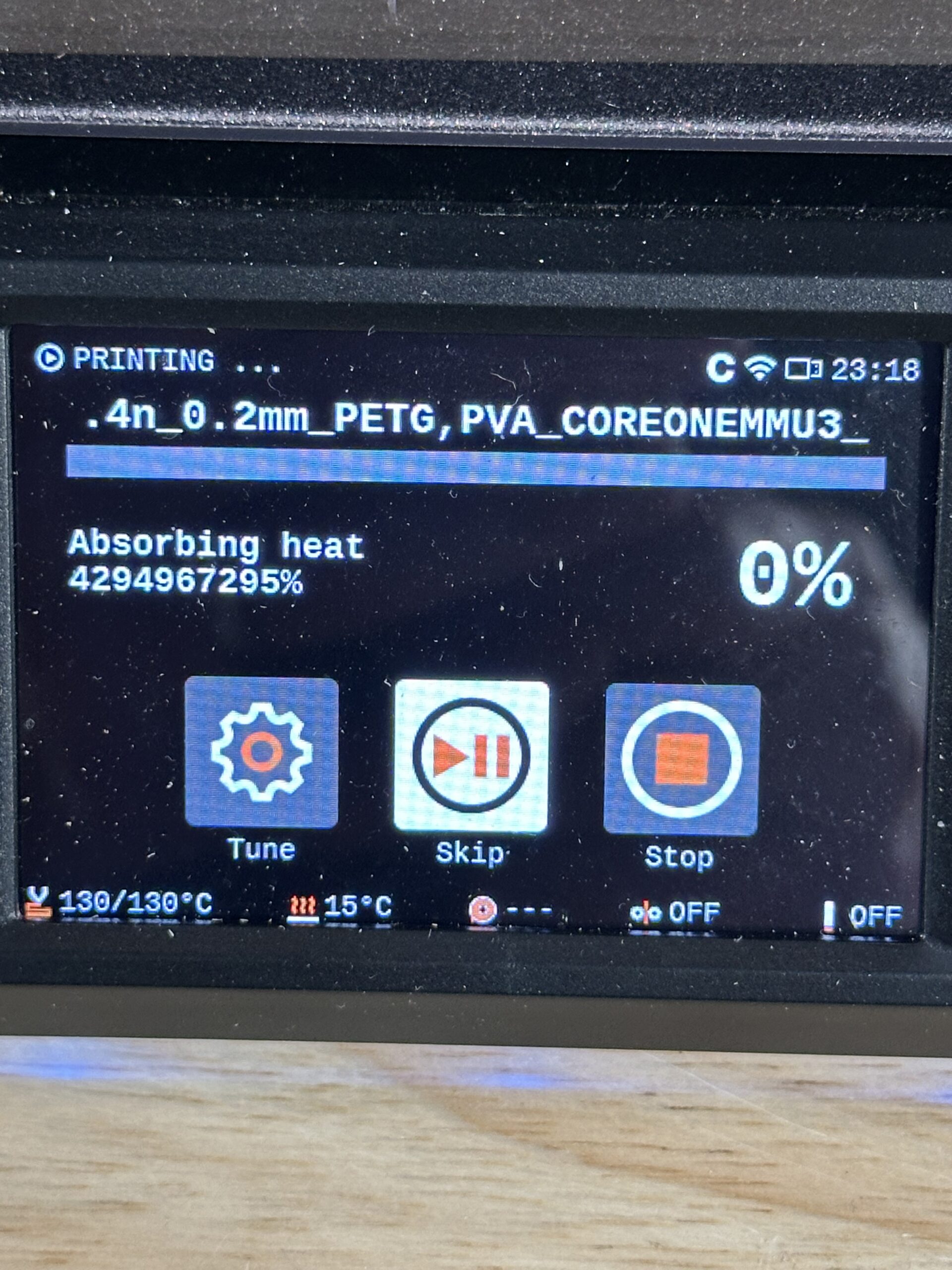
RE: Waiting for Chamber Temp
some impossible % number. Bed temp is not on so I wonder if that has domething to do with it
The was fixed in the 6.4.0 firmware.
RE: Waiting for Chamber Temp
I've also edited out the respective G codes from my print templates, taking care of it manually by running a room heater into the printer for a few minutes just before committing a job.
This may not work anymore for very warp-sensitive (high Z-axis?) prints. But for the "shallow" designs I'm printing in ABS/ASA it's robust enough, in combination with 3D LAC for adhesion.
RE: Waiting for Chamber Temp
thanks
one thing I noticed with the print I was trying to do. No bed temp - I was laying down PVA first for the next print as a soluable setting - which called for no bed temp. So I think the slicer should have hinted that the heat soak may not be needed if bed temp is 0.
Bottom line after 6.4.0 it sat at heat soak for a few hours - never started the print. I'll need to go back in today and disable heat soak.
RE:
thanks
one thing I noticed with the print I was trying to do. No bed temp - I was laying down PVA first for the next print as a soluable setting - which called for no bed temp. So I think the slicer should have hinted that the heat soak may not be needed if bed temp is 0.Bottom line after 6.4.0 it sat at heat soak for a few hours - never started the print. I'll need to go back in today and disable heat soak.
I reported a bug on that. If I set the bed temp to 0 it would oscillate between 0% and -1% until I stopped it. I tried adjusting the temp up 5° and then back down and the heat soak started going negative. That should have been fixed in the 6.4.0 firmware.
I also modified the g-code to do something like this. I'll probably go back and simplify it later.
{if filament_type[initial_tool] !~ /.*(FLEX|PLA|PETG).*/ and first_layer_bed_temperature[initial_tool] > 40}
G29 G ; absorb heat
{endif}