Printing Siraya Tech PPA-CF on a Core One
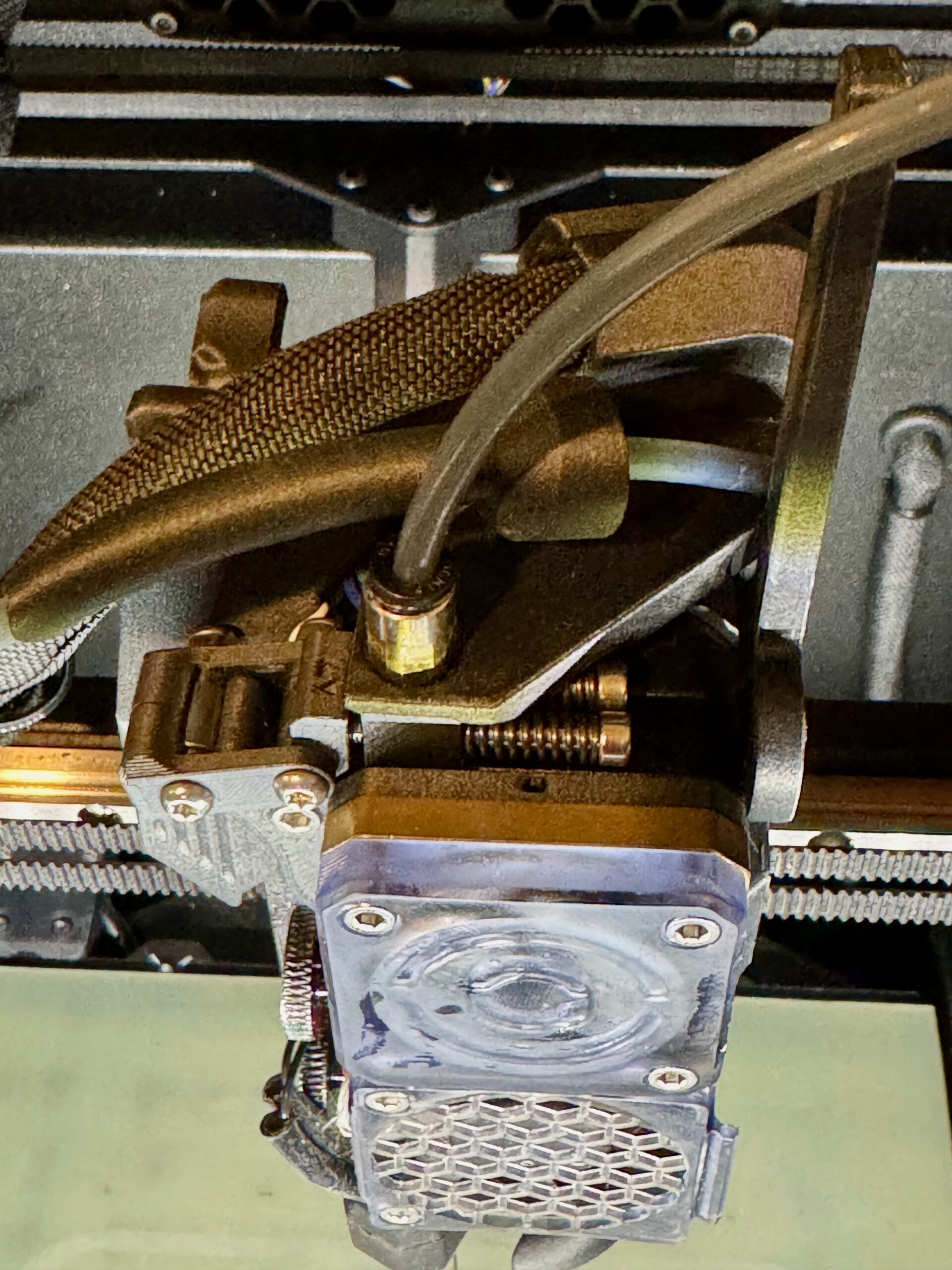
Of all the filaments I own, this one seems to be the most challenging... not to print, but to load. It's extremely stiff and brittle and I ended it snapping it several times trying to get it past the Bowden bend and into the Nextruder. Once I got it past the filament sensor I could not get it past the extruder gear into the nozzle. This is because I'm using a bogie mod that is optimized for flex materials. So I finally managed to get it to feed in by snaking a separate Bowden tube from my dry box going underneath the top (see pic below). There is a one pulley Bogie mod on Printables made for specifically for this and ASA/ABS-CF but turns out I didn't need it.
Starting from the filament specs from SirayaTech:
- Nozzle temperature: 280–300 °C (290 °C recommended starting point)
- Bed temperature: 90–110 °C (100–105 °C recommended starting point)
- Chamber temperature (if available): 50–70 °C preferred
- Cooling fan: Off or very low; minimal cooling only if needed for overhangs
- Print speed: 30–60 mm/s
- Retraction (direct drive): approximately 0.5–1.0 mm
- Drying: 90 °C for 4–6 hours recommended before printing
- Storage: Keep filament dry; re-dry if print quality degrades
- Build surface: PEI, Garolite (G10), or other engineering plates
- Adhesive: Use adhesive to improve bed adhesion if needed
I ran the calibrations and came up with the following for my Core One. For this I used a Diamondback 0.6mm nozzle.
- Nozzle temperature: 290 °C
- Bed temperature: 105 °C first layer, 95 °C after
- Chamber temperature: 55 °C nominal
- Cooling fan: Off (max 40% allowed, typically unused)
- Print speed: 30 mm/s perimeters, 25 mm/s external perimeters, 35 mm/s infill
- Max volumetric speed: 6.5 mm³/s
- Retraction: 0.7 mm length, 45 mm/s speed, 0.2 mm lift
- Extrusion multiplier: 0.917
- Pressure advance: 0.035 (M572 S0.035 in filament start G-code)
- XY shrink compensation: 0.18%
- Z shrink compensation: 0.18%
- Build surface: G10 on rigid steel with Vision Miner Nano Polymer adhesive
RE: Printing Siraya Tech PPA-CF on a Core One
Forgot to mention, I dried the filament for 12hrs at 85C. I printed from from a drybox at < 10% RH but then after 8 hrs I had to pop it back into the dryer.
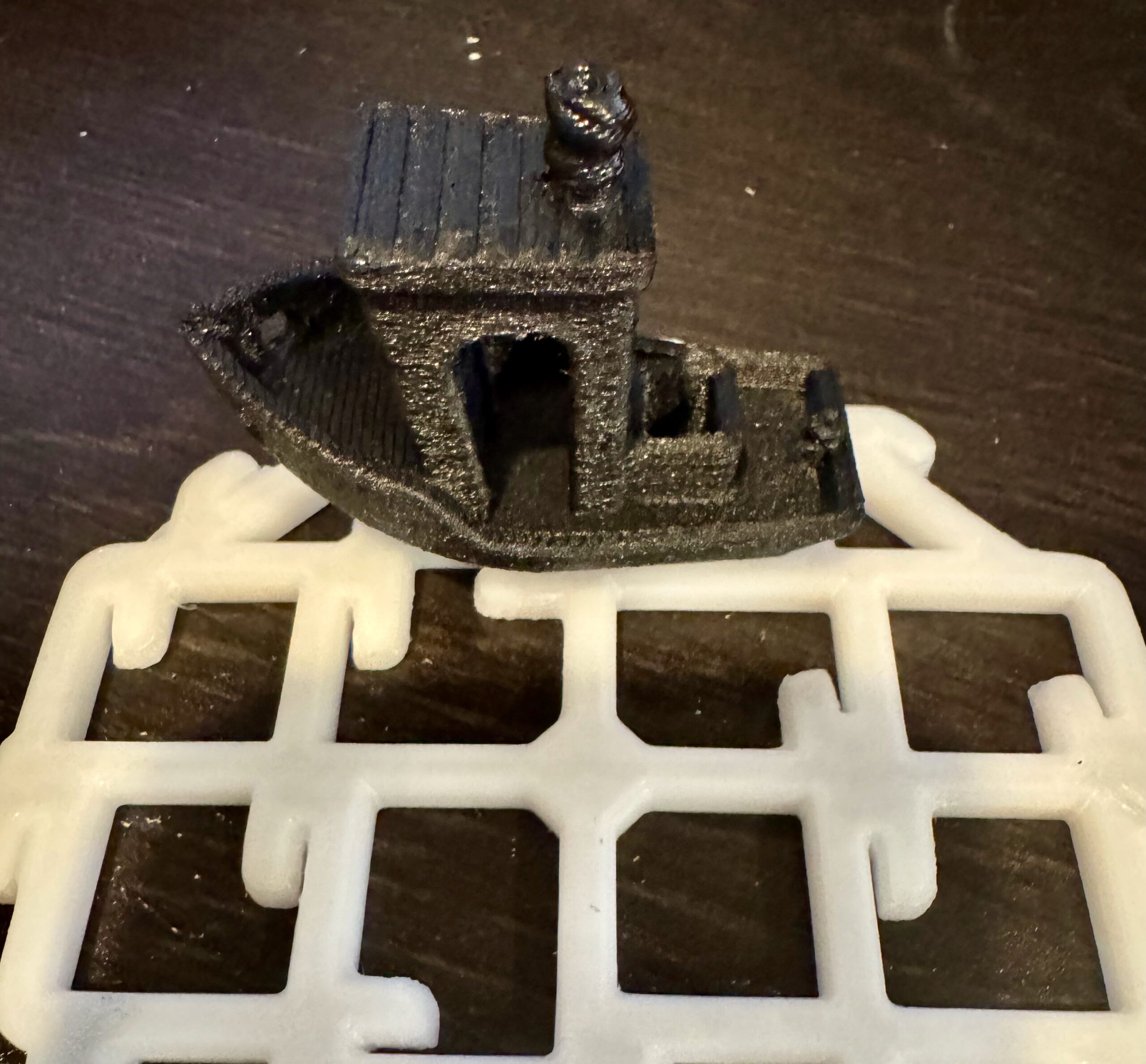
I printed an obligatory Benchy. It's not the best benchy in that it was after 8 hrs of testing and the filament had to go back in the dryer before I printed it. Also 290° is probably too low for this filament but that's as high as the C1 can reach.
For fun, it's sitting on top of a Califlower printing in POM (acetal Delrin) which is by far the most difficult filament I've ever printed. I'll do a separate write-up on that one.
RE: Printing Siraya Tech PPA-CF on a Core One
I'd like to weigh in on this.
I haven't printed PPA-CF on the C1 yet, but I have on the XL and the Bambu Lab X1C.
I tested PPA-CF from Bambulab and Creality.
Do you also have the problem that the filament breaks as soon as there is only 1/3 left on the roll?
With Creality PPA-CF rolls, this always happens to me with every roll. In the Nextruder, the filament breaks when the bending radius (determined by the roll diameter) becomes so small that “straightening” causes the break.
I would like to try one more thing. Rewind a new PPA-CF roll from Creality onto a modified filament roll with a larger inner diameter and slightly heat the filament so that it becomes “bendable.”
Mods for Core One: Core One HT 450 degrees, Comfortable display , Very fast print start and Reducing noises
Mods for Prusa XL: Very fast print start
RE:
This filament is sitting in my Amazon cart, awating the HT hotend release. Based on the testing I saw, you need 300. Look forward to more sharing on this once the HT hotend is released.
RE: Printing Siraya Tech PPA-CF on a Core One
This filament is sitting in my Amazon cart, awating the HT nozzle release. Based on the testing I saw, you need 300. Look forward to more sharing on this once the HT is released.
Yep, 290 is just barely usable. I had to reduce the flow rate to get anything decent out of the nozzle.
RE:
Have the same issue, the filament breakes at the extruder gears and cannot be printed because its so brittle and stiff - actually i cannot use it. Does anyone like to have it? or is there a way to make it softer so that it can pass the extruder gears without breaking? Does it makes sense to wait for BondTech Indx to print this filament?
RE: Printing Siraya Tech PPA-CF on a Core One
Have the same issue, the filament breakes at the extruder gears and cannot be printed because its so brittle and stiff - actually i cannot use it. Does anyone like to have it? or is there a way to make it softer so that it can pass the extruder gears without breaking? Does it makes sense to wait for BondTech Indx to print this filament?
The way I use it is remove the lid and next remove the Bowden bend and tube from the Nextruder. Then take the end coming out of a dry box and feed it through 1m length of PTFE tubing. Position the tube over the top and under the lid. expose around 3-4cm from the end of the tube and push the filament into the Nextruder. When the Nextruder grabs it, push the tube in-place.
RE: Printing Siraya Tech PPA-CF on a Core One
most probably this could do the job: https://www.printables.com/model/1236396-single-wheel-nextruder-idler-lever-for-brittle-fil/comments - in my case it breaks between the two wheels and the large extruder gear. But thanks for the tipp.
RE: Printing Siraya Tech PPA-CF on a Core One
most probably this could do the job: https://www.printables.com/model/1236396-single-wheel-nextruder-idler-lever-for-brittle-fil/comments - in my case it breaks between the two wheels and the large extruder gear. But thanks for the tipp.
I'm actually using the 2 wheel mod for TPU. Works fine as long as you initially feed it in straight.
RE: Printing Siraya Tech PPA-CF on a Core One
I ended up solving it exactly as Hyiger described. You won’t be able to do it using the original filament feed.
To do that, the metal arm and the cable harness would have to be moved to the opposite side.
I still don’t know how Prusa will officially address this once their own HT hotend is on the market.
Additionally, the more filament is drawn from the spool, the smaller the filament’s bending radius becomes. This means the risk of the filament breaking increases as the spool empties.
If you allow the filament to follow its natural curve, it can move along the extruder without the risk of breaking.
It’s no coincidence that the Chinese recognized and implemented this on the Bambu Lab printer. Unfortunately, Prusa hasn’t had this on their agenda.
Mods for Core One: Core One HT 450 degrees, Comfortable display , Very fast print start and Reducing noises
Mods for Prusa XL: Very fast print start
RE: Printing Siraya Tech PPA-CF on a Core One
Today I actually wanted to design proper insulation for the heating block, but somehow I got sidetracked by the filament feed.
Long story short, I did it and rerouted everything to the LEFT.
This way, the filament can follow its natural curve without breaking at the idler.
A successful Saturday!
Enjoy.
I'll upload the files to Printables.
Mods for Core One: Core One HT 450 degrees, Comfortable display , Very fast print start and Reducing noises
Mods for Prusa XL: Very fast print start
RE: Printing Siraya Tech PPA-CF on a Core One
Good news to disprove the masses.
--------------------
Chuck H
3D Printer Review Blog
RE: Printing Siraya Tech PPA-CF on a Core One
Good news to disprove the masses.
We'll see.
If the Prusa HT nozzle becomes available, we'll see for ourselves how it works.
It's exciting—and will continue to be.
Mods for Core One: Core One HT 450 degrees, Comfortable display , Very fast print start and Reducing noises
Mods for Prusa XL: Very fast print start
RE: Printing Siraya Tech PPA-CF on a Core One
How come you had to do the reroute aswell, to make it work on the original idler arm? Ive yet to have issues with the single wheel and standard route(only changed to slighter larger entry radius into the nextruder), though i havent run through a complete spool of PPACF yet with the smaller bend. Though i could print with original arm if i moved the bowden, as you say its quite a difference when the bowden bend follow the bend of the filament when it comes out of the spool. Im also interested in prusas take on it, printing PPA and PPS will need changes, either reroute or idler arm, im not sure how they will tackle this, doing nothing will render that HT hot end very useless.
RE:
ScreenshotIm also interested in prusas take on it, printing PPA and PPS will need changes, either reroute or idler arm, im not sure how they will tackle this, doing nothing will render that HT hot end very useless.
Hello Cédric 🙂
On Reddit (r/prusa3d), Prusa has already messaged me (comment in the post) saying they’ll take this into consideration and look into it.
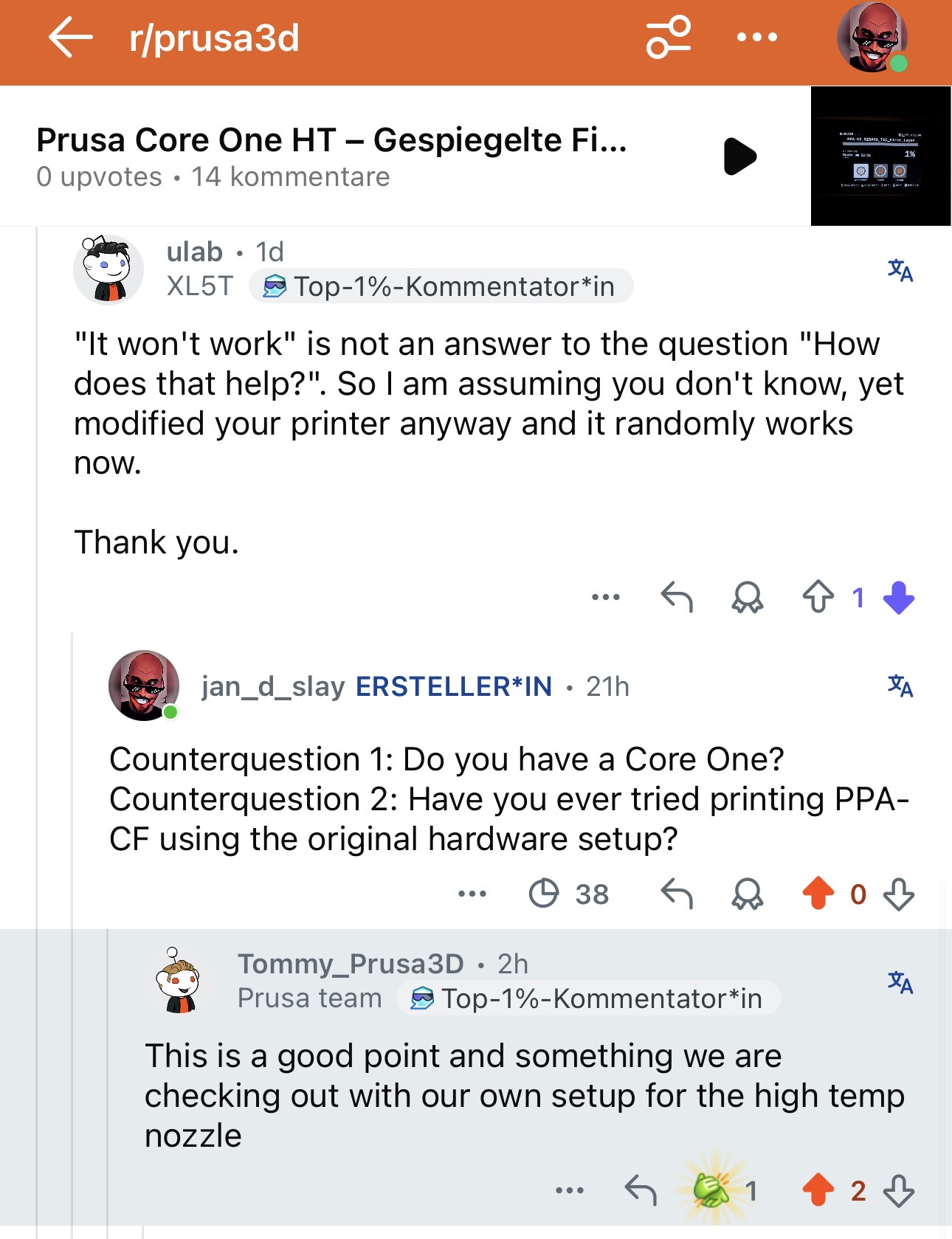 Screenshot
Screenshot
I’d say it doesn’t get any more official than that 😉
How come you had to do the reroute aswell, to make it work on the original idler arm? Ive yet to have issues with the single wheel and standard route(only changed to slighter larger entry radius into the nextruder), though i havent run through a complete spool of PPACF yet with the smaller bend. Though i could print with original arm if i moved the bowden, as you say its quite a difference when the bowden bend follow the bend of the filament when it comes out of the spool.
After I installed the firmware, I had major issues with the idler, remember?
A modified version from Printables helped somewhat. But only if I didn't feed the filament through the original filament guide.
I have to say that the Bambu Lab PPA-CF and the Creality PPA-CF (which I used) were even stiffer than the Siraya Tec PPA-CF, and there wasn’t even half as much on those two spools. I tried printing with the original feed method several times—no chance! In the end, I did it the way Hyiger advised me in his post.
Let's be honest, the Chinese got it right from the start with the Bambu Lab X1C (for example). The feed mechanism is so well-designed that you can print everything from PLA all the way up to PPA-CF without any problems—and why? Because it was engineered so that the “curvature” of the filament can follow the “curve” of the extruder wheel.
I hope Prusa recognizes this and makes the most of it.
Mods for Core One: Core One HT 450 degrees, Comfortable display , Very fast print start and Reducing noises
Mods for Prusa XL: Very fast print start
RE: Printing Siraya Tech PPA-CF on a Core One
As far as I'm aware BL lists PPA-CF as incompatible with their AMS system due to the same reasons already stated. And then there is the fact that PPA-CF is such a niche material in that I can't think of a use case for it outside of automotive. It could possibly be used (as a much more expensive) alternative to aluminum extrusion. But then there is the issues with layer adhesion due to the chopped fibers. Siraya Tech has a solution to this (maybe) with PPA-CF Core but then once shipping is included it's around $100/kg. I tried printing a model rocket with PPA-CF but the results were catastrophic (think opposite of the Titan sub).
RE: Printing Siraya Tech PPA-CF on a Core One
My tech fun, tested both versions, there was no real improvement with the core version for their PPA-CF. So not worth the significant price increase.
As far as I'm aware BL lists PPA-CF as incompatible with their AMS system due to the same reasons already stated. And then there is the fact that PPA-CF is such a niche material in that I can't think of a use case for it outside of automotive. It could possibly be used (as a much more expensive) alternative to aluminum extrusion. But then there is the issues with layer adhesion due to the chopped fibers. Siraya Tech has a solution to this (maybe) with PPA-CF Core but then once shipping is included it's around $100/kg. I tried printing a model rocket with PPA-CF but the results were catastrophic (think opposite of the Titan sub).
RE: Printing Siraya Tech PPA-CF on a Core One
As far as I'm aware BL lists PPA-CF as incompatible with their AMS system due to the same reasons already stated. And then there is the fact that PPA-CF is such a niche material in that I can't think of a use case for it outside of automotive.
That's correct! The Bambu Lab PPA-CF is also very expensive, but it prints very easily. It wasn't introduced in the AMS. The filament was fed through the external port on the Bambu Lab X1C.I’d like to emphasize again that I don’t run a business that requires technical filaments for customer orders. Everything I do is for personal use—it’s a hobby. I let my ideas guide me and enjoy experimenting with new things to expand my learning curve.That’s why I think Prusa can’t cover a broad market with its HT nozzle and filaments. Just my personal opinion.
Mods for Core One: Core One HT 450 degrees, Comfortable display , Very fast print start and Reducing noises
Mods for Prusa XL: Very fast print start
RE:
Must have missed that you got some problems even with the swapped idler? Interesting that you got answers from prusa, also interesting that they didnt have this thought out from the start, not much focus on the higher end filaments from the start, lets hope that is sorted out officially soon 🙂
Regarding PPA and PPS etc, Im in the car parts world, and high temp filaments are super important for under bonnet parts, so PPA and others are quite common to see. Theres of course others that could use the strenght and stiffness of the materials, lets also not forget creep and moisture sensitivity as quite important properties.
Didnt know the others were even more brittle than Siraya, must snap of by just breathing on it 🙂 Hyiger what profiles did you use to find siraya PPA diffucult? I found it very easy to print so far at least.
RE: Printing Siraya Tech PPA-CF on a Core One
Didnt know the others were even more brittle than Siraya, must snap of by just breathing on it 🙂 Hyiger what profiles did you use to find siraya PPA diffucult? I found it very easy to print so far at least.
Siraya Tech PPA (non CF) is very easy to print and doesn't require any special handling other that it has to always be dried before printing and in most cases printed from the dryer while it is drying. PPA-CF will not feed into the Nextruder without bypassing the PTFE attached to the swing arm. That is unless the single pulley variant is installed. With stock I can print only if I first manually push it in from the top of the Nextruder. After that I don't have problems printing it.
That said, Nylon (PA) based filaments are really tedious to work with since they have to be moisture conditioned and annealed in order to make functional parts work.
For the profiles I created my own starting with the ones provided by ST for the Bambu printers and then running the calibration tests to tweak them for the C1. I'll share them later after work.