Printing large curved fascia in ASA-CF
Hi,
my client needs a large fascia printed in ASA-CF. Can anyone help with a prusa profile for this material? We prefer using Bambu labs but open to other companies provided the finish is the same as the bambu labs one. I have attached my whole config bundle. Can someone please have a look and let me know what I would need to tweak. So far i have a tiny layer separation issues, one minor (but noticeable ) layer shift and one major layer shift (8-10mm jump). This major shift also causes the extruder head to crash into the parked extruder . TIA
RE:
Hi Vahid.
I only have experience with ASA on the Bambu Lab X1C and not yet with the Prusa XL, but maybe this will help you.
First of all, thank you for your configuration file.
- I don't know how large and detailed the printed part will be, but I recommend printing with a 0.6 mm nozzle. The larger the component you want to print, the longer your printer will take and the smaller the nozzle will be.
- You set the first layer to 0.2 mm. This is not good for ASA. I had the first layer pressed onto the print bed at 0.1 mm plus print bed adhesive.
- I would also halve the solid layers at the bottom.
- Using only a perimeter in the first layer also improved adhesion for me.
- In my opinion, the speeds for infill and perimeter are much too high.
- Since I don't know what your workpiece looks like, I can't judge whether you have many bridges and overhangs. If not, I would completely forego cooling.
- Did you get your specifications in the profile from the Bambu Lab Studio from the ASA-CF profile?
- Do you have a Prusa XL with a closed chamber? If not, this could be another reason why the component is warping.
For small printed parts, printing without a housing is not a problem. The print bed emits enough heat to prevent the material from cooling down too much.
But the further the extruder is from the print bed, the faster your molten filament cools down. This causes the material to warp.
Print speed, lack of enclosure and cooling fans naturally contribute to your print not turning out well.
Mods for Core One: Core One HT 450 degrees, Comfortable display , Very fast print start and Reducing noises
Mods for Prusa XL: Very fast print start
RE: Printing large curved fascia in ASA-CF
thanks for the response.
I got the initial config from the Pursament ASA and tweaked it to match the bambulab settings. I do have an enclosure and cooling is set to off. I have been able to print some other larger parts fairly well now but they all have a large base. I have since moved to the Fiberon ASA-CF and with some tweaking the prints have come out really well.
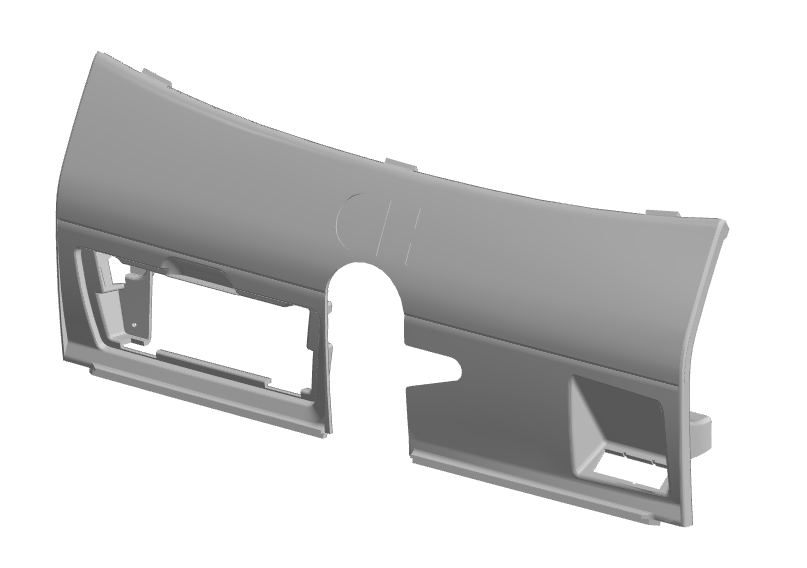
For this part I have to place it diagonally on the bed for it to fit. I have used raft and brim but i guess its not enough and I suspect I am having this issue with this part because of the part wobble, so I may model in some support gussets to keep it stable.
The part image is below,
The sizes are 425 long by 240 high. Wall thickness is 3mm

RE: Printing large curved fascia in ASA-CF
Good morning.
So you've already successfully printed the part?
Mods for Core One: Core One HT 450 degrees, Comfortable display , Very fast print start and Reducing noises
Mods for Prusa XL: Very fast print start
RE: Printing large curved fascia in ASA-CF
I have printed other large flat parts but not the one that I have the uploaded the image of. I will do that once I have caught up with the orders of the other parts.