RE: Poor Prints XL multi tool.
If you print the same gcode on each of the two tools are the prints comparable or does one exhibit issues and the other okay?
RE: Poor Prints XL multi tool.
Well I tested that theory out as well . I did a typical benchy . extruder A then B then both as a color option . Both had huge layer pronounced ( benchy normally rough on this line but was super rough and pronounced )


on this ) and also layer extrusion blister gaps on all 3 . scattered along and on top .
RE: Poor Prints XL multi tool.
Wow. Sorry you’re having to deal with all that. Clearly something is wrong. I would think it has to be something mechanical or electrical on your specific printer. If it was firmware or slicer then others would have similar issues. Assume it’s all standard PS profile?
RE: Poor Prints XL multi tool.
I do firmly believe so as well it’s got to be something localized to this machine, some thing with one of the boards, or one of the motors, or some thing. Still waiting to get an email back from them. They said it was going to be about 2 to 3 days and I talk to them Sunday night hopefully anticipating a resolution.
RE: Poor Prints XL multi tool.
Sent my machine back and the replacement machine should be here tomorrow , I’m really hoping it will be a completely different experience . Have a lot of plans for this machine !
RE: Poor Prints XL multi tool.
Happy to say defective unit when back and replacement unit arrived today . Much respect to Prusa for this on getting this back to me promptly. First thing I noticed immediately upon opening it the large tub of gummy‘s that they were shipping with the machine is not shipped inside the machine and sitting on the plate anymore. It’s actually a bag in the back of the machine in the box and packaging so that’s a huge plus they are listening to the people.
RE:
I am not sure why the container of gummies would cause a problem. Many printers arrived in good condition without a problem with a container of big gummies on the plate. I am sure they could pad it or something if it was the actual problem.
Happy to say defective unit when back and replacement unit arrived today . Much respect to Prusa for this on getting this back to me promptly. First thing I noticed immediately upon opening it the large tub of gummy‘s that they were shipping with the machine is not shipped inside the machine and sitting on the plate anymore. It’s actually a bag in the back of the machine in the box and packaging so that’s a huge plus they are listening to the people.
--------------------
Chuck H
3D Printer Review Blog
RE: Poor Prints XL multi tool.
All inexpensive lead screws are imperfect and we all learned many years ago that the tops must not be fully captured (I.e. let it move around) and the platform’s threaded bushings have to float in X/Y. You say you tighten some screws? If these are on the threaded bushings that ride the lead screw loosen them and leave them loose! Forcing the lead screw to not move with its deformation transfers the deformation into the threads which in turn inhibit the threaded bushing.
Another completely different possibility…. I ran into a serious ui bug in ps that initially tripped me up big time. After you load the XL printer profile, the selection in the “Print Quality” pull down retains the previous printers settings. Be sure to pick a different setting in this pulldown menu.
RE: Poor Prints XL multi tool.
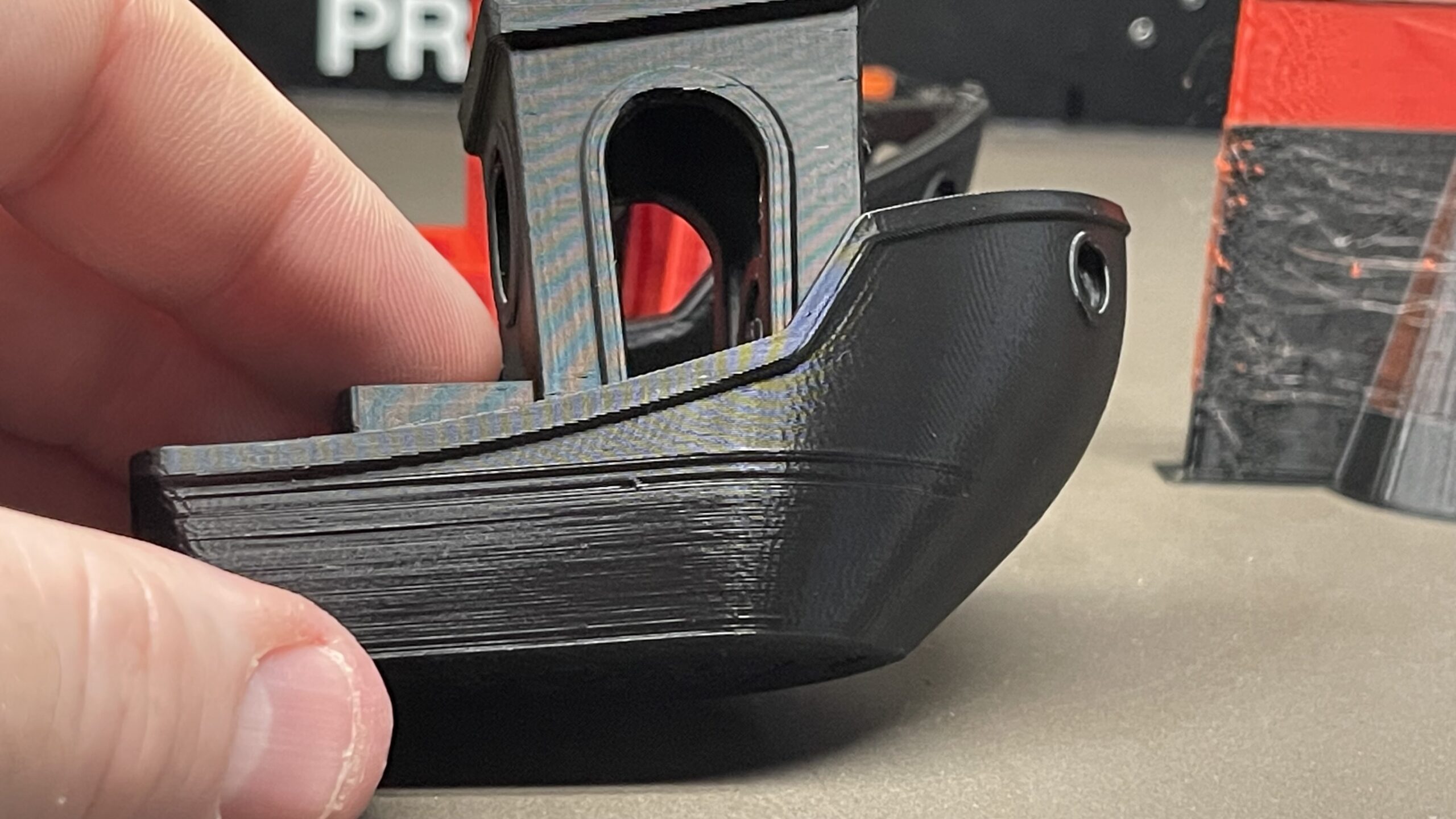
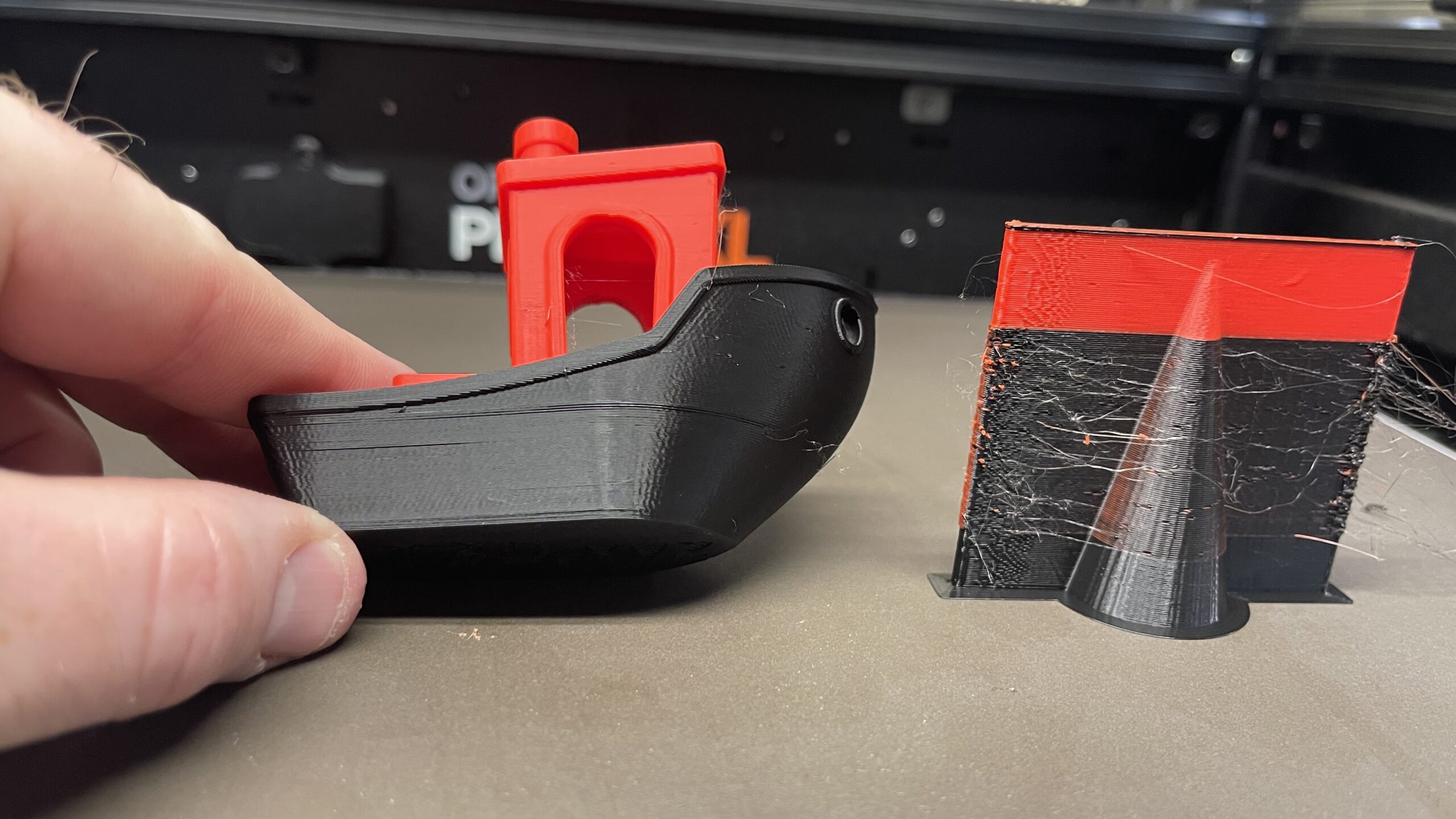
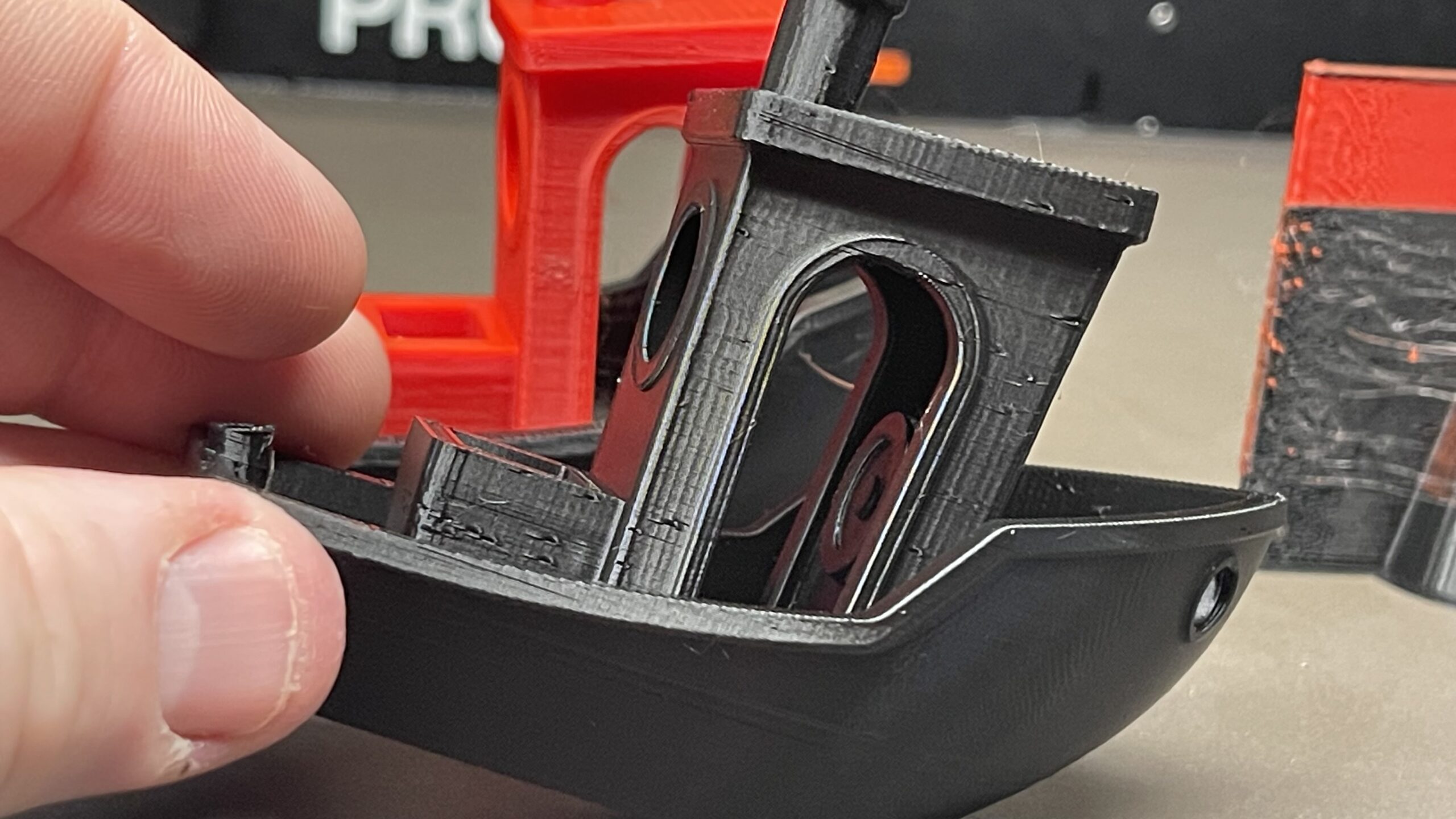
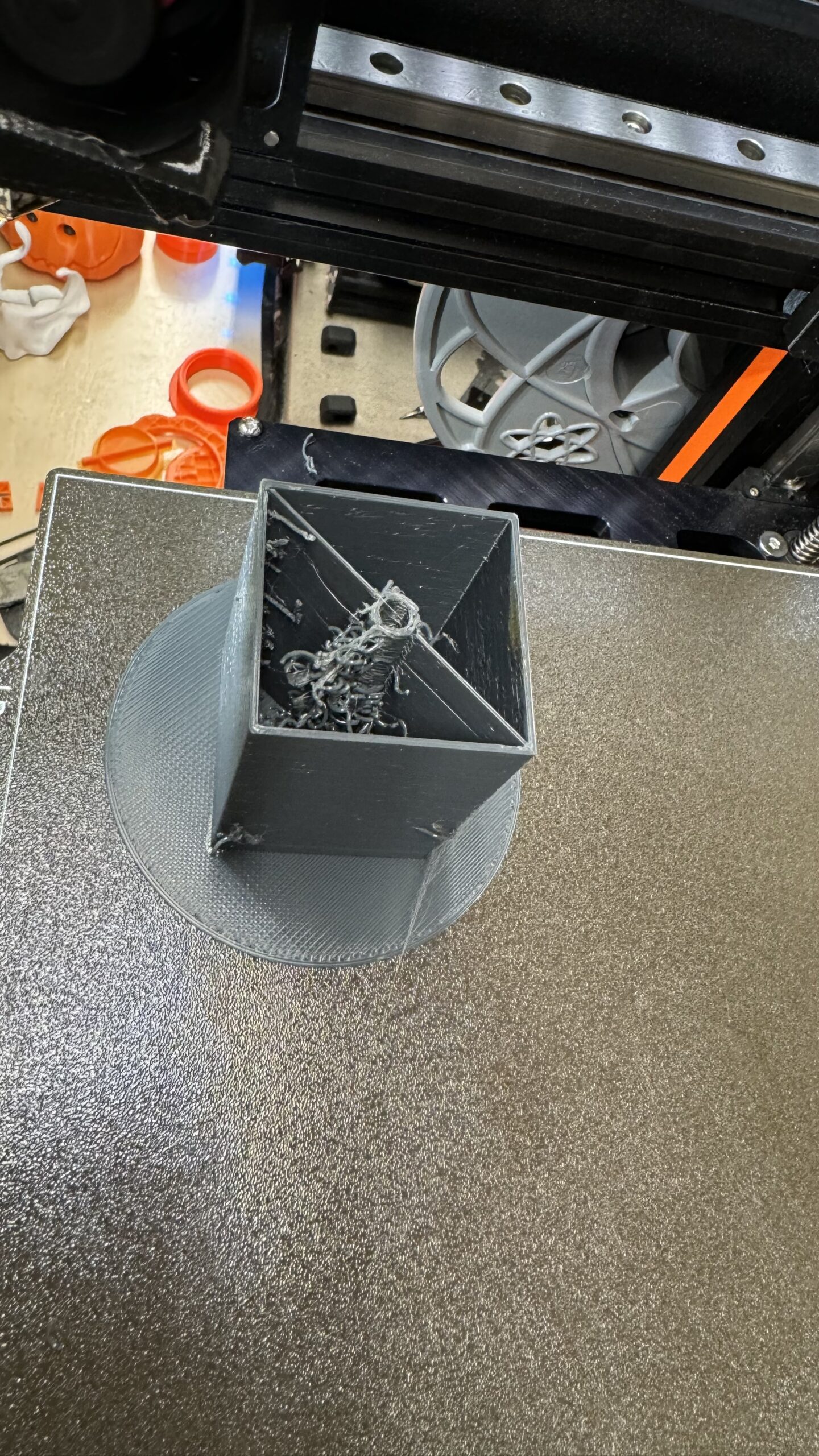
Well I used a method from a YouTube video that is out there to add a G code to the filament settings, which retracts the filament and moves the head to the back of the build plate for a second before docking.This pretty much alleviates the stringing ( also dropped my temperatures to 190 ) but did nothing in the way of fixing or helping the sheer garbage, poor layer, lines, and inconsistencies. The photo on the left is of the piece I did with the updated G code settings and the 190 temperature. The object on the right was the one done straight off the USB Gcode code provided by Prusa. This machine has hard evidence of extrusion issues, probably related to pressure, advance or linear advance with configurations of the new design extruder. if I do a single tool head print, print quality seems great with the G code and temperature settings soon as I try a multitool absolute garbage extrusion layers. The lower section that prints with just the one extruder and doesnt bounce between tool heads printed flawless .
RE: Poor Prints XL multi tool.
I don't know the cause of that issue but agree those inconsistent layers aren't good. I would think it's a mechanical problem.
RE: Poor Prints XL multi tool.
The bad part is trying to nail down why it does that , make the print with 1 tool head single color prints great , change it to multi color use 2 tool heads you get garbage
RE: Poor Prints XL multi tool.
I would guess at alignment issues between the heads. Other than that, possibly the temp control of the hot end.
RE: Poor Prints XL multi tool.
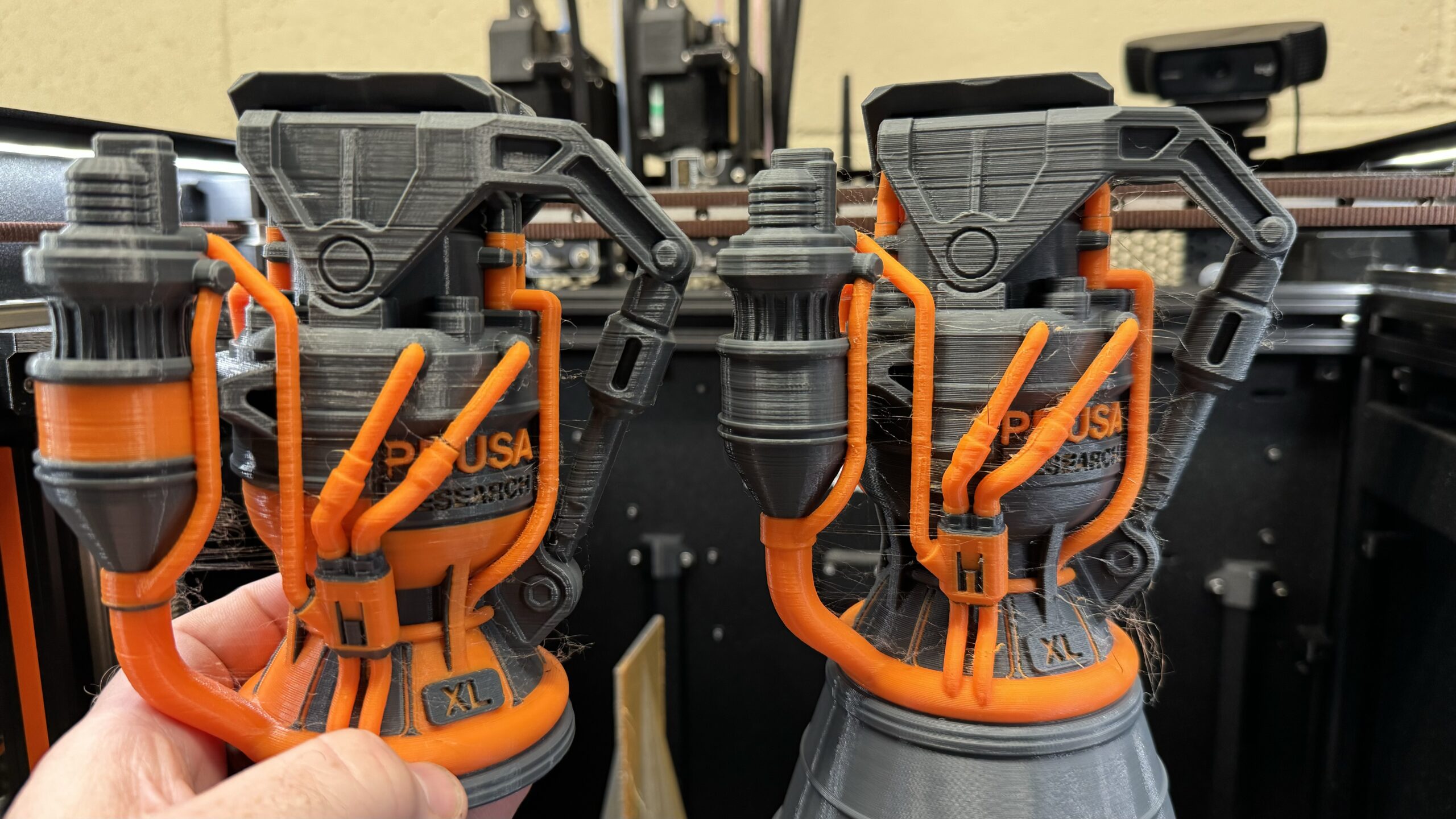
We’ll update installed the newest Alpha firmware and the majority of print quality issues are vastly improved . Still major issue with tool alignment while switching colors . Any idea on how to adjust that ? I can’t find anything in settings calibrations or dev notes on it all . it seems like the primary tool head shifts to the right during multi tool usage


RE: Poor Prints XL multi tool.
That looks TERRIBLE....
RE: Poor Prints XL multi tool.
It absolutely is but I’m working this guide tonight to try and calibrate the tool heads together.
https://help.prusa3d.com/article/multi-tool-manual-calibration-xl_470560
RE: Poor Prints XL multi tool.
UPDATE **
Sadly i am here to report , that manual calibration did nothing to help . The factory offset for X was set from the machine at 0.062759 i had followed the guide and started making adjustments in increments of 0.05 and had gone all the up to 0.342759 and it had not any significant correction to the misalignment of the 2 tool heads . It is constantly layer shifting on multi color lines .
I know there was alot of suggestions to me to check the belts . I had hesitation because the machines prints good with either tool 1 or 2 separately with single color so i cant see it being belts but i went down that rabbit hole anyway . So i followed https://help.prusa3d.com/article/adjusting-belt-tension-xl_401793 and first the Prusa belt tuner couldnt even pick up teh strumming of the belts on not just the XL but i couldnt get it to pick up the sounds of any of the other Prusa machines in the farm , so that went out the window . I proceeded to follow the guide and move the rail forward there was no play at all it was all nice and tight. So i then tried their supplied GCODE to print a belt tension tower.................yea here s how that went

I tried the Firmware update to the new ALPHA release and although overall printed aesthetics seem more clean the layering shifts have not changed , even the ALPHA benchy showed the layering shifts with color swapping
Right now on hold waiting on chat for the last 40 minutes to update my case with them for some kind of resolution .
RE: Poor Prints XL multi tool.
If it prints fine with a single tool but shifts when changing tools then it really suggests some issue with the picking up of the new tool to me. I’m sure you’ve checked all that though. I can only imagine your frustration with this problem.
RE: Poor Prints XL multi tool.
The frustration is at a boiling point , because that’s the only issue we can’t seem to resolve . I was on chat for 3 hours yesterday late into the evening . We went through just about everything on this machine with regards to calibrations of just about everything . Following back up today to continue the battle …..
RE: Poor Prints XL multi tool.
Really hope you figure it out.
RE: Poor Prints XL multi tool.
@DarkTeck. I can imagine your frustration.
As @GuyH noted, picking up may be one potential culprit. Another post mentioned a loose dock fixing bolt (see. dock-fixing-bolt-becoming-loose). Or loose grub screws at a pulley. The shifts in your pumpkins kind of toggle their positions, that is: they sort of recover back and forth. To me, this does not look like a crash induced by an extrusion problem. /speculation on/ I can imagine that the belt system/extruder gets an impulse during docking/undocking. /speculation off/ Are the locking sliders in the extruders bump into end stops? During single head printing this does not occur, right? Have you checked whether the mechanics all around the belts are properly fixed, starting with the grub screws? Can you describe the shift directions (x, y, diagonal, random)? Pinning this down at printers like the MK3S with linear independent axes, is a piece of cake unlike at a core-xy like the XL or a Voron (see forum.vorondesign.com). Typical trade-off: no bed pushing largish parts around anymore but harder to grasp system.
The extruder is obviously also involved in positioning the nozzle. Everything nice and tight there? Not shifting at slight kicks? Not only at room temperature but also at printing temperature?
At the end of the day, the filament has to land at the right spot on the pumpkin. If the uper half from chassis to nozzle is ruled out, the position of the pumpkin relative to the chassis/nozzle must not shift as well. Less likely but who knows?
Please, can you be a bit more specific and recall what you did check together with the prusa people? Did you ideally make notes, despite aproaching boiling temperature? I am just curious but also try to help if I can.
Fingers crossed, that you manage to sort out this major pain point with your not so cheap tool. At least you already have your XL. I still have to wait until next year.