Set Support Interface XY Separation to Zero - How To?
Hi!
I am struggling to get a near perfect bottom surface for a PETG print with PLA supports. So I did some tinkering and made it kinda work. But there is one thing I cannot change anywhere, neither in PrusaSlicer nor in OrcaSlicer. Here you can see the bottom part of a Sphere printed in mid-air with snug supports, contact distance is 0.
With a rectalinear support it is more visible what I mean. Here is another image, also from the next layer, without the bottom fill which would obstruct the view:

This is with bottom fill, just for completion. You can see that doing it this way, not every perimeter of the next layer is fully supported as its being printed right on that gap.

So the big question: Which setting is responsible to adjust that gap? I call it XY Support Interface Separation. I did not find any setting related to that.
Thanks for helping me out!
Best Answer by Neophyl:
Its funny as that's almost the exact name of the setting. There is a setting called "XY separation between an object and its support". Try the search. Its an amber coloured one so you should be able to see it if you can see the z contact distance setting, its in the same section. If you want support touching the model in XY that needs to be set to 0 as well as the Z contact distance also being set to 0.
RE: Set Support Interface XY Separation to Zero - How To?
I've had a few cases of similar odd gapping in support generation despite interface density at 100% and separation set to 0%, have tried many other adjustments too (support type, angle, etc.)
I figured I'm probably overlooking a setting somewhere, but my solution until I can better tinker with the slicer settings is to create my own support object and assigning a custom support material filament profile to it. Gets the job done most of the time.
This can be done with simpler shapes within the slicer (using Add Shape for the primitive, then adding a negative volume using "Load..." with the same stl) but I've typically done it in my modelling software so I can control and align it more easily.
RE: Set Support Interface XY Separation to Zero - How To?
Its funny as that's almost the exact name of the setting. There is a setting called "XY separation between an object and its support". Try the search. Its an amber coloured one so you should be able to see it if you can see the z contact distance setting, its in the same section. If you want support touching the model in XY that needs to be set to 0 as well as the Z contact distance also being set to 0.
RE:
Its funny as that's almost the exact name of the setting. There is a setting called "XY separation between an object and its support". Try the search. Its an amber coloured one so you should be able to see it if you can see the z contact distance setting, its in the same section. If you want support touching the model in XY that needs to be set to 0 as well as the Z contact distance also being set to 0.
That does not work, that setting only refers to the support structure, not to the support interface unfortunatly :/ Tried that too, does not change shown gap.
RE:
I've had a few cases of similar odd gapping in support generation despite interface density at 100% and separation set to 0%, have tried many other adjustments too (support type, angle, etc.)
I figured I'm probably overlooking a setting somewhere, but my solution until I can better tinker with the slicer settings is to create my own support object and assigning a custom support material filament profile to it. Gets the job done most of the time.
This can be done with simpler shapes within the slicer (using Add Shape for the primitive, then adding a negative volume using "Load..." with the same stl) but I've typically done it in my modelling software so I can control and align it more easily.
That kinda works, but makes things very complicated: In my case I still want tree supports to generate with the manual support I set how you described. That does not work as object nesting (or merging) is only allowed for a depth of 1. So I cannot have, say a cylinder for support merged with the actual stl as negative volume and then add that same object as a part - the negative volume is dominant and the part does not generate. Then, I can have the object as a seperate part, unmerged, but then the tree supports generate right through the manual support. If you only use manual support that works. In my case I need to use an external 3D modeling program to make my supports fit with a subtraction of the object. But if I do that:

I get this. Now if I just move the object (orange) away from the support object I get this:
So. That does not work either and I have no clue why. The objects don't overlap and even if the would, that should not happen.

RE: Set Support Interface XY Separation to Zero - How To?
Does for me.
For example here is part of the bottom of a sphere

as you can see the support interface is directly touching the objects perimeters.
Why dont you save one of your Prusa Slicer projects that you are having trouble with (remember to zip up the .3mf) and attach it here so we can take a look at it.
RE: Set Support Interface XY Separation to Zero - How To?
Does for me.
For example here is part of the bottom of a sphere
as you can see the support interface is directly touching the objects perimeters.
Why dont you save one of your Prusa Slicer projects that you are having trouble with (remember to zip up the .3mf) and attach it here so we can take a look at it.
You are completly right I must admit. I could have sworn I tried that multiple times and it failed. Well, I redid everything and it works as intended... :

Now that I have you here, I would prefer to have that functionality with organic supports too. But just changing to Organic completly removes any interface:

The interface reappears as soon as the Z contact distance is not Zero. Here I put in 0.01mm:

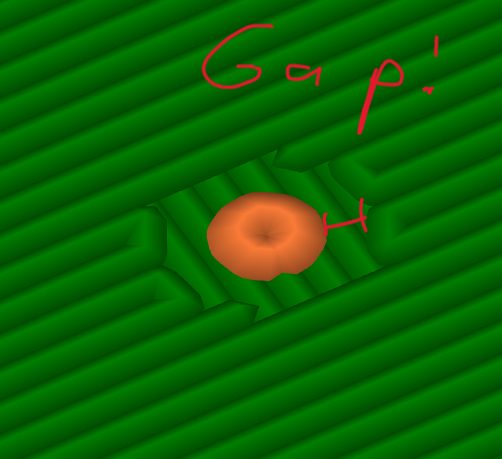
But: There is a Gap again.... far larger
RE: Set Support Interface XY Separation to Zero - How To?
Yes of course there's a gap with a z contact distance. It moves the support away in both xy and z. It is 3d printing after all 🙂
Still no project to examine, you haven't got thick bridges also turned on by any chance do you ? as that will make it worse as the layer height of any bridges is then assumed to be your nozzle width so those perimeters that are bridging will be ALOT thicker and so the support interface will be even further away. Setting Z contact distance to 0 also turns off ALL bridge detection from the slice so makes thin/thick bridges not matter.
As for organic, well I hardly ever use it as I find it almost pointless, except for figurines and sculptural type models. As I print mostly hard surface models Snug usually gives me a better result. The branch nature of the tips of organic support are not very good at providing support for the interface on any appreciable area. In which case might as well use snug anyway. YMMV.
RE:
I think there should be a differentiation between XY contact distance of the support and the support interface in the slicer.
I also think that the behaviour with the disappearing supportinterface is more a bug than a feature as it is unexpected to disappear in the first place or reappear for the set 5 layers as soon as you set it to non-zero (e. g. 0.01mm). The gap with organic is also non-editable with any setting. It also does not disappear with snug or grid.
Additionally, I'd like to have a speed setting for areas in contact with support. As of now, I can use the dynamic overhang speed for that though. Still, you might want to have another speed for that especially when doing multi-material prints.
Organic supports are preferred by me as I mostly print sculptural models, but also for technical parts I sometimes use them: They have the unique advantage to be able to go around the part - snug or grid only knows one direction, vertical. That makes a snug support start on the part when it wants to support a higher area over it, whereas organic comes from the side. It also generally needs less support and is more stable supporting small and high support spots.