Problem with 0.8mm PETG Profile for XL
After completing several prints on the Prusa XL with a 0.8mm nozzle, I've encountered what appears to be a discrepancy in the Prusa Slicer profiles concerning the accurate amount of extrusion. This issue is particularly noticeable with the "0.4mm QUALITY" and "0.55mm DRAFT" profiles.
The issue lies in the infill extrusion, which seems excessive. When I adjust the flow rate on the printer down to 90%, the infill improves significantly. However, this adjustment causes the perimeter lines to become undesirably thin, indicating that a simple flow rate tweak isn't a viable solution.
Here's a photo illustrating the second layer of a print at 100% flowrate. For this print, I used a brand new spool of Prusament PETG Signal White, with the 0.8mm nozzle and the "0.4mm QUALITY" profile.
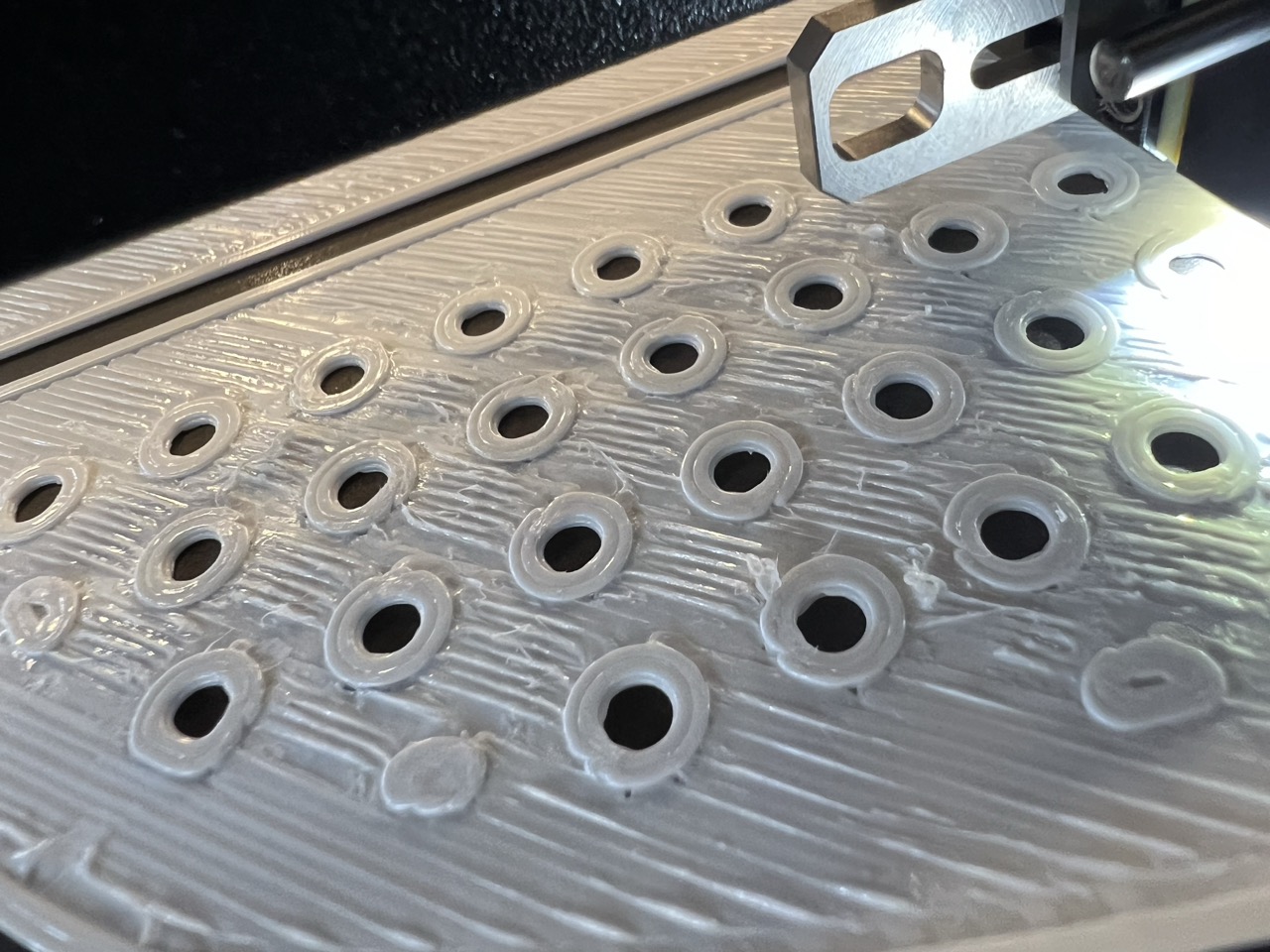
As a result of the excess material, it tends to accumulate on the nozzle.
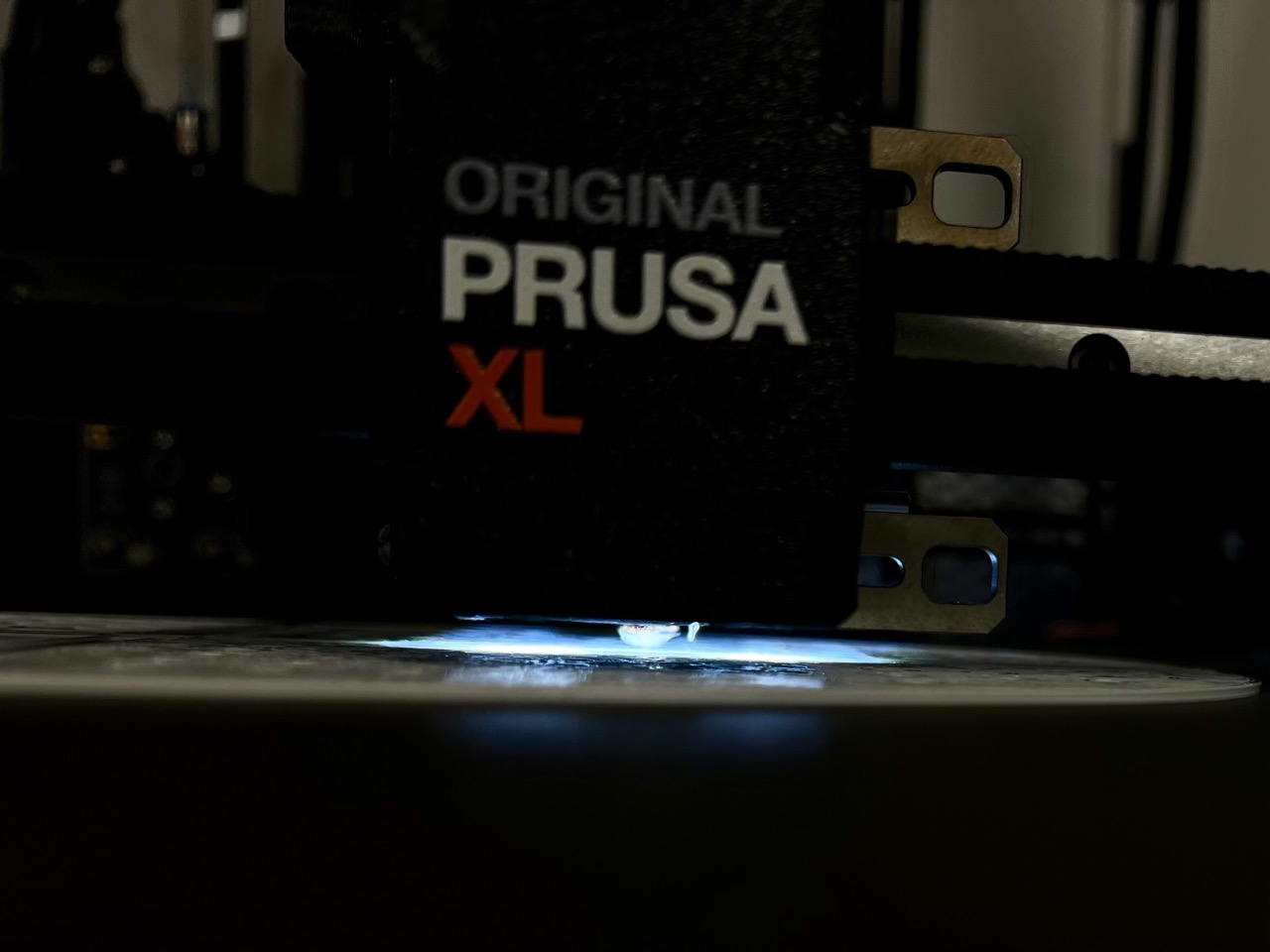
This accumulation leads to large blobs on the print surface. I've experienced print failures due to the print head colliding with these blobs, causing the object to detach from the print plate.
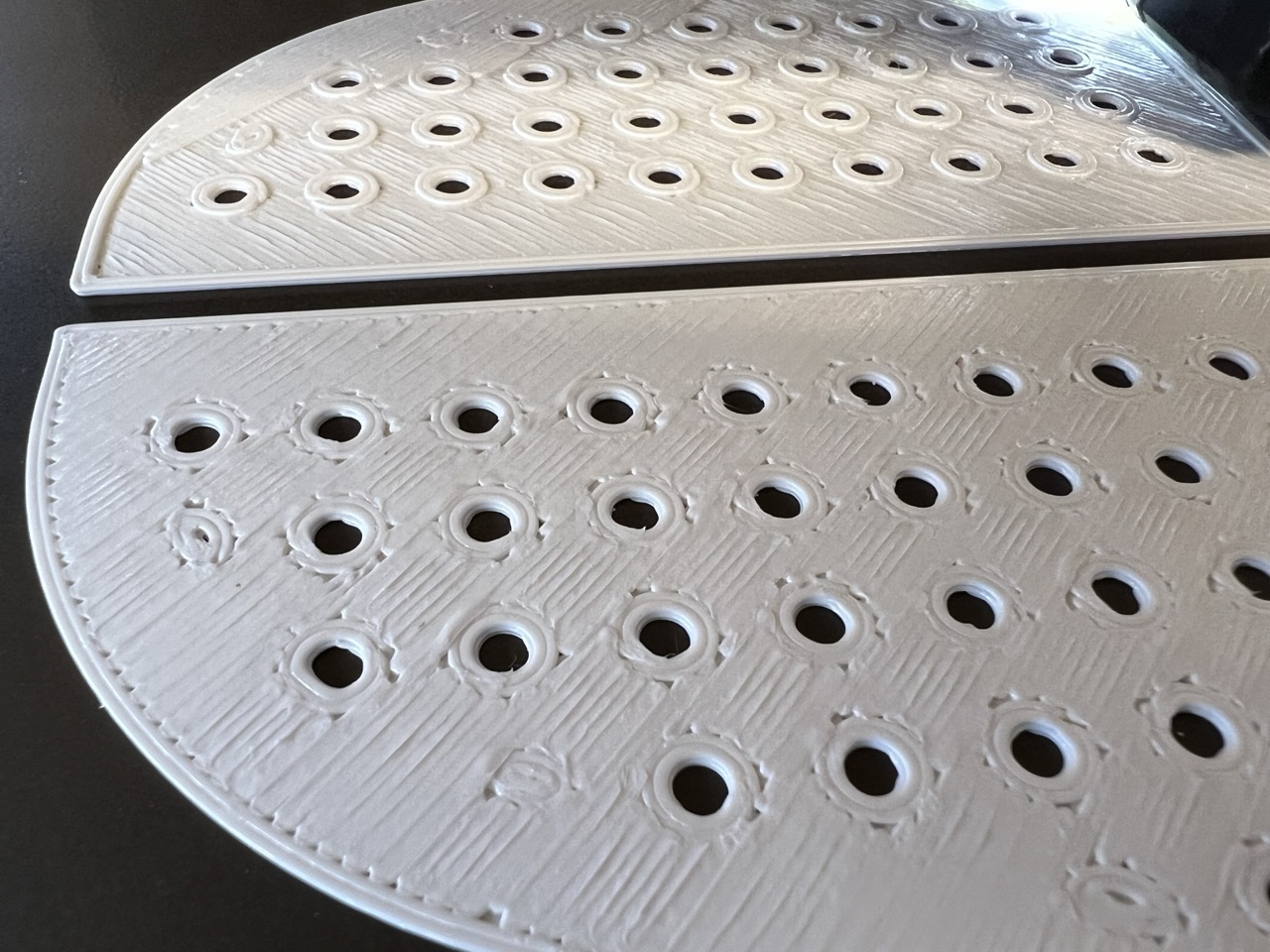
Reducing the flow rate to between 90%-95% results in better infill but introduces slightly larger gaps between the infill and perimeters, as shown in this photo:
Given that I use the printer as a tool, I typically rely on the default Prusa profiles. Upon examining the settings, the extrusion values seem to align with the ratios used for the 0.4mm and 0.6mm nozzles, which adds to my confusion.
+------------------------------------------------------+
| PETG Profile (Nozzle Size - Layer Height) |
+-----------------+------------------+-----------------+
| 0.8mm - 0.4mm | 0.6mm - 0.32mm | 0.4mm - 0.2mm |
+--------------------------+-----------------+------------------+-----------------+
| Default Extrusion Width | 0.9mm | 0.68mm | 0.45mm |
| (%=relative to nozzle) | (112.5%) | (113.3%) | (112.5%) |
+--------------------------+-----------------+------------------+-----------------+
| First Layer Extrusion | 1mm (111%) | 0.68mm (100%) | 0.5mm (111%) |
| (%=relative to default) | | | |
+--------------------------+-----------------+------------------+-----------------+
| Perimeters Extrusion | 0.9mm (100%) | 0.68mm (100%) | 0.45mm (100%) |
+--------------------------+-----------------+------------------+-----------------+
| Infill Extrusion | 0.9mm (100%) | 0.68mm (100%) | 0.45mm (100%) |
+--------------------------+-----------------+------------------+-----------------+
| Solid Infill Extrusion | 0.9mm (100%) | 0.68mm (100%) | 0.45mm (100%) |
+--------------------------+-----------------+------------------+-----------------+
| Top Solid Infill Extrusion | 0.75mm (83%) | 0.55mm (80%) | 0.42mm (93%) |
+--------------------------+-----------------+------------------+-----------------+
As adjusting the flow rate (in the filament settings) doesn't provide a complete solution – affecting either the infill or perimeters, but not both – I'm at a bit of a loss. This workaround addresses the excess material issue but creates gaps between the infill and perimeters.
Have any of you experienced similar issues? Is there a known solution, or is this something that needs to be addressed by Prusa?
Thank you for any insights or advice you can offer.
RE: Problem with 0.8mm PETG Profile for XL
Are you only seeing this problem on the fist layer and have you actually experienced crashes using the 0.8 profiles?
Not directly answering your question, but if you are using the default profiles, your print will be just as fast using a 0.4 nozzle and input shaper profile if you up the default Maximum Volumetric Flow Rate a bit: see my post on this thread.
White and pastel filaments are always tricky to print due to the high percentages of pigment. Try again with a dark or clear filament to rule out pigment side effects.
Cheerio,
RE: Problem with 0.8mm PETG Profile for XL
I remember back in the MK3 days that Prusa's defaults had extrusion multipliers at 95% for whatever reason. Maybe we're just reliving history.
I've also noticed the default "Infil/Perimeters Overlap" parameter is set a bit low - 15%. I've upped it to 25% in my 'custom default' settings which is ironically the default shown on the tooltip, but is not the default value the lock icon sets it to.
In general, default values are more of a starting point than a "set it and forget it" in my experience. Esp with the XL which is quote unquote cutting edge and new, not quite as fine tuned as the ol' MK3 bedslinger.
XL-5T, MK3S MMU3 || Printing with multiple nozzle-sizes: Official Guide, Unofficial(old) || PrusaSlicer Fork || Other advanced slicer tactics || TPU || HF Nozzles
RE: Problem with 0.8mm PETG Profile for XL
Are you only seeing this problem on the fist layer and have you actually experienced crashes using the 0.8 profiles?
Not directly answering your question, but if you are using the default profiles, your print will be just as fast using a 0.4 nozzle and input shaper profile if you up the default Maximum Volumetric Flow Rate a bit: see my post on this thread.
For the prints with the 0.8mm nozzle, I could stop them in time before I run into a crash. However, I had several crashes with prints using the 0.6mm nozzle. The image below shows a print that crashed due to a filament blob, resulting from material build-up on the nozzle due to over-extrusion in the infill.
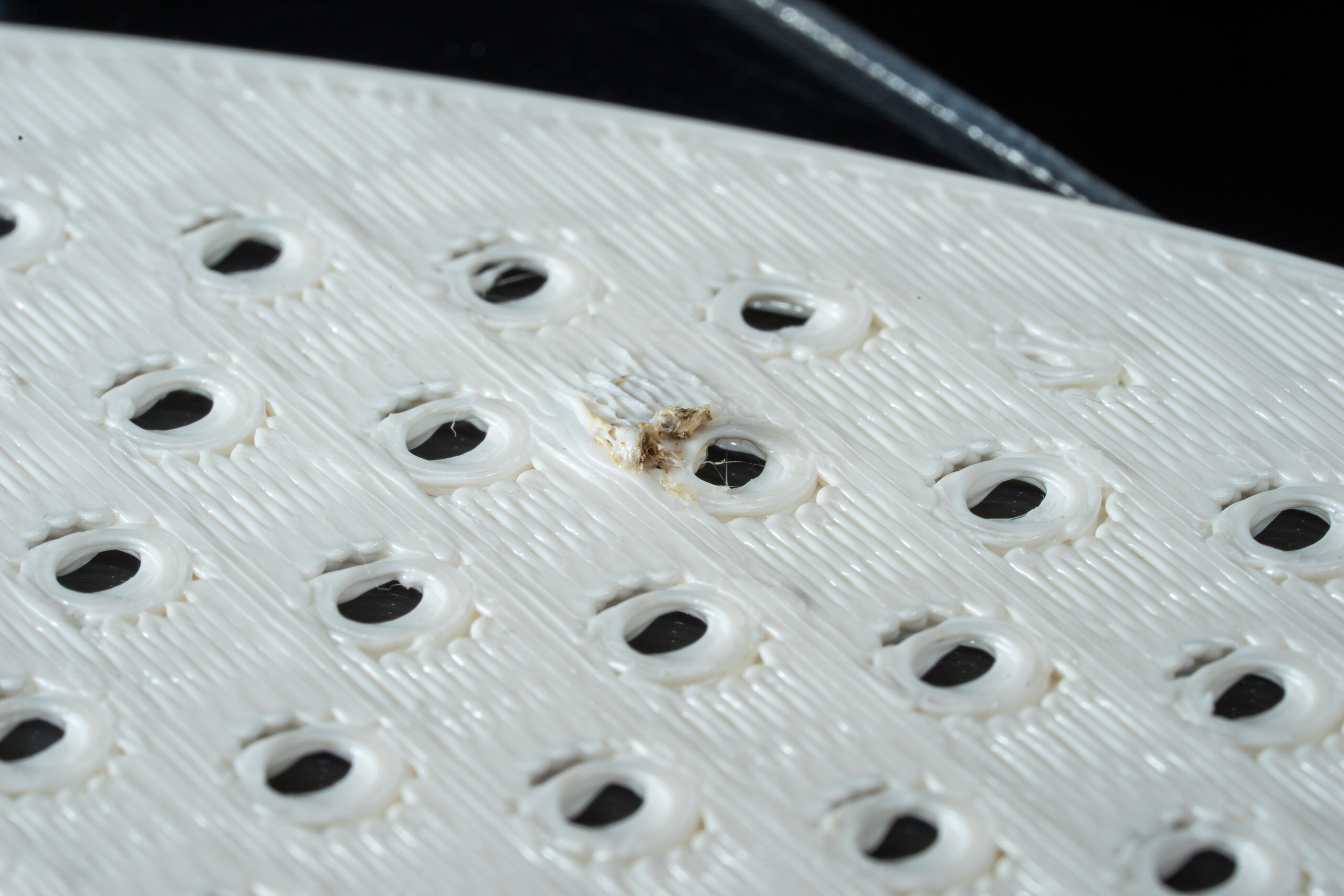
This print was made with Prusament PETG Signal White, using the default 0.6mm profile for the Prusa XL (input shaper), the latest PrusaSlicer, and the latest firmware.
For the large planter I print, I have the following times:
- 0.4mm nozzle: 20h 31m
- 0.6mm nozzle: 13h 25m
- 0.8mm nozzle: 11h 14m
So, I would really love to be able to print it with the 0.8mm nozzle, but it seems the profiles or firmware requires more fine-tuning before I can do so.
RE: Problem with 0.8mm PETG Profile for XL
White and pastel filaments are always tricky to print due to the high percentages of pigment. Try again with a dark or clear filament to rule out pigment side effects.
Cheerio,
That's an interesting aspect. I've always had a gut feeling that printing with Prusament PETG Signal White is more challenging than, for example, Galaxy Black. However, I've never conducted a side-by-side comparison to test this theory.
For the planter I'm currently printing, it needs to be white, so I cannot switch the color. I've considered trying different brands of PETG filament, but in my experience, Prusament is among the filaments that yield the best results. I'll continue to experiment with the settings and perhaps explore alternative white filaments that might offer a better balance between quality and ease of printing.
RE: Problem with 0.8mm PETG Profile for XL
I remember back in the MK3 days that Prusa's defaults had extrusion multipliers at 95% for whatever reason. Maybe we're just reliving history.
I've also noticed the default "Infil/Perimeters Overlap" parameter is set a bit low - 15%. I've upped it to 25% in my 'custom default' settings which is ironically the default shown on the tooltip, but is not the default value the lock icon sets it to.
In general, default values are more of a starting point than a "set it and forget it" in my experience. Esp with the XL which is quote unquote cutting edge and new, not quite as fine tuned as the ol' MK3 bedslinger.
That's a good point regarding the "Infill/Perimeters Overlap." However, reducing the extrusion multiplier would also affect the perimeter lines, and they appear spot on in my prints. This leads me to believe there might be another issue at play, as logically, if the perimeters are accurate, the infill should be too. But I must admit, I lack the experience to make a definitive conclusion on this matter.
I also acknowledge and agree that the XL is still in a relatively early phase of development. This was a similar situation with the Prusa MK3S+, which progressively improved with each new slicer and firmware update. It's a part of the process with cutting-edge technology like the XL, and I'm looking forward to future enhancements that refine its performance further.
RE: Problem with 0.8mm PETG Profile for XL
Are you only seeing this problem on the fist layer and have you actually experienced crashes using the 0.8 profiles?
Not directly answering your question, but if you are using the default profiles, your print will be just as fast using a 0.4 nozzle and input shaper profile if you up the default Maximum Volumetric Flow Rate a bit: see my post on this thread.
For the prints with the 0.8mm nozzle, I could stop them in time before I run into a crash. However, I had several crashes with prints using the 0.6mm nozzle. The image below shows a print that crashed due to a filament blob, resulting from material build-up on the nozzle due to over-extrusion in the infill.
This print was made with Prusament PETG Signal White, using the default 0.6mm profile for the Prusa XL (input shaper), the latest PrusaSlicer, and the latest firmware.
For the large planter I print, I have the following times:
- 0.4mm nozzle: 20h 31m
- 0.6mm nozzle: 13h 25m
- 0.8mm nozzle: 11h 14m
So, I would really love to be able to print it with the 0.8mm nozzle, but it seems the profiles or firmware requires more fine-tuning before I can do so.
Interesting, they seem to have updated the Maximum Volumetric Flow Rate figures for Prusament PETG since I did my experiments that I posted about in the other thread, at the moment they are 22mm3/s for 0.8 nozzle, 17mm3/s for 0.6, but still only 9.5mm3/s for 0.4 nozzle, this is why you are seeing much longer times for the 0.4 nozzle. Logically you will get slightly more flow with a larger nozzle and higher layer height, but not by that much. My experiments indicated that I could print Prusament PETG at 27mm3/s @ 0.2 later height, with a 0.4 nozzle, so you should definitely be able to crank the MVFR up to 22mm3/s without problems, this should significantly decrease the time taken for your planter using the 0.4 nozzle. I know that you want to try to use the larger nozzles, but as you're getting problems with those profiles, maybe it's worth giving this a shot.
RE: Problem with 0.8mm PETG Profile for XL
For the planter I'm currently printing, it needs to be white
If it's a planter it will be exposed to UV light and need paint for protection... Print any colour that works and use white paint.
Cheerio,
RE: Problem with 0.8mm PETG Profile for XL
However, reducing the extrusion multiplier would also affect the perimeter lines, and they appear spot on in my prints. This leads me to believe there might be another issue at play, as logically, if the perimeters are accurate, the infill should be too.
That's a good point. Then I'd change my suggestion to reducing specific extrusion widths. I don't know what it's supposed to be for a .8 nozzle, but anything less than what it's already set at should help - trial and error. You should be able to use the sliced preview to see which exact feature (which of the 3 different infills) is giving you the most overextrusion and then just reduce it until satisfactory.

XL-5T, MK3S MMU3 || Printing with multiple nozzle-sizes: Official Guide, Unofficial(old) || PrusaSlicer Fork || Other advanced slicer tactics || TPU || HF Nozzles
RE: Problem with 0.8mm PETG Profile for XL
For the planter I'm currently printing, it needs to be white
If it's a planter it will be exposed to UV light and need paint for protection... Print any colour that works and use white paint.
Cheerio,
That's indeed sometimes a good approach. However, for this specific project, resorting to painting the planter would be my last option. I'm aiming for a pristine finish directly from the print.
RE: Problem with 0.8mm PETG Profile for XL
However, reducing the extrusion multiplier would also affect the perimeter lines, and they appear spot on in my prints. This leads me to believe there might be another issue at play, as logically, if the perimeters are accurate, the infill should be too.
That's a good point. Then I'd change my suggestion to reducing specific extrusion widths. I don't know what it's supposed to be for a .8 nozzle, but anything less than what it's already set at should help - trial and error. You should be able to use the sliced preview to see which exact feature (which of the 3 different infills) is giving you the most overextrusion and then just reduce it until satisfactory.
In my understanding, when I change the extrusion width for solid infill, the slicer simply generates more and denser lines to fill the area. Thus, as the same amount of material is dispensed, it would not solve the problem of over-extrusion. Or did I miss something here?
RE: Problem with 0.8mm PETG Profile for XL
However, reducing the extrusion multiplier would also affect the perimeter lines, and they appear spot on in my prints. This leads me to believe there might be another issue at play, as logically, if the perimeters are accurate, the infill should be too.
That's a good point. Then I'd change my suggestion to reducing specific extrusion widths. I don't know what it's supposed to be for a .8 nozzle, but anything less than what it's already set at should help - trial and error. You should be able to use the sliced preview to see which exact feature (which of the 3 different infills) is giving you the most overextrusion and then just reduce it until satisfactory.
In my understanding, when I change the extrusion width for solid infill, the slicer simply generates more and denser lines to fill the area. Thus, as the same amount of material is dispensed, it would not solve the problem of over-extrusion. Or did I miss something here?
My first thoughts were of reducing the extrusion width for the infill, but then I realised that the overlap would still be the same, so no improvement would be made.
RE: Problem with 0.8mm PETG Profile for XL
This print was made with Prusament PETG Signal White, using the default 0.6mm profile for the Prusa XL (input shaper), the latest PrusaSlicer, and the latest firmware.
I'm not sure that this is the answer, given that the hole perimeters seem to be under-extruded on one side & the infill is over-extruded at one end, but have a read about Linear Advance. The other way to determine if this could be the reason, would be to try printing the same thing with the non-IS profile.
RE: Problem with 0.8mm PETG Profile for XL
However, for this specific project, resorting to painting the planter would be my last option. I'm aiming for a pristine finish directly from the print.
Depending on where you are in the world you will see yellowing and surface degredation in from 6 to 12 months. See this thread:
Cheerio,
RE: Problem with 0.8mm PETG Profile for XL
I'm not sure that this is the answer, given that the hole perimeters seem to be under-extruded on one side & the infill is over-extruded at one end, but have a read about Linear Advance. The other way to determine if this could be the reason, would be to try printing the same thing with the non-IS profile.
Thank you for sharing these intriguing observations. Like I mentioned earlier, I'm not one to delve deep into tinkering and typically rely on the profiles provided by Prusa. However, after exploring the concept of linear advance and examining its settings in PrusaSlicer, I noticed that the M572 G-code is distinctly set for Prusament PETG in the XLIS profile.
Here's the specific code snippet:
{if printer_notes=~/.*(MK4IS|XLIS).*/}
M572 S{if nozzle_diameter[0]==0.4}0.055{elsif nozzle_diameter[0]==0.5}0.042{elsif nozzle_diameter[0]==0.6}0.032{elsif nozzle_diameter[0]==0.8}0.018{elsif nozzle_diameter[0]==0.25}0.18{elsif nozzle_diameter[0]==0.3}0.1{else}0{endif} ; Filament gcode
{endif}
Upon further research about what M572 implies, I stumbled upon a post discussing Pressure Advance Tuning / M572 (link provided). The post, particularly the images of printer calibration tests, caught my attention. The visual discrepancies in these tests, such as gaps and excess filament accumulation, closely resemble the issues I'm encountering at the seams of my prints. This leads me to believe that perhaps the parameters set for the Prusa XL aren't quite optimal.
Another aspect I found noteworthy pertains to how the nozzle size is determined in the G-code for Prusament filament. The linear advance and pressure advance parameters seem to be influenced by the size of the first nozzle. In my case, I only replaced the nozzle on the last printer head, so I can quickly switch between 0.6mm and 0.8mm nozzles without require to replace them all. Given that the Prusa XL currently doesn't support mixed nozzle sizes, I always select a profile where all five printer heads are set to the same nozzle size I'm using. Upon reviewing the generated G-code, it appears both values were correctly set for my print.
However, this leads to a curious speculation: Could a similar oversight exist in the printer firmware itself? Specifically, if my printer is equipped with only a 0.8mm nozzle on the last tool, is it possible that the firmware is erroneously applying parameters based on the nozzle size of the first tool?
RE: Problem with 0.8mm PETG Profile for XL
However, for this specific project, resorting to painting the planter would be my last option. I'm aiming for a pristine finish directly from the print.
Depending on where you are in the world you will see yellowing and surface degredation in from 6 to 12 months. See this thread:
Cheerio,
Certainly, when considering prints for outdoor use, one must be mindful of the impact of UV light. PETG, being a polyester, is known for its excellent UV resistance. Therefore, a high-quality PETG filament should perform exceptionally well outdoors. The issues often arise from the use of inexpensive pigments that lack UV stability or from other additives that are not suitable for outdoor conditions.
In terms of UV stability, Prusament PETG Signal White is an exceptional filament. I have firsthand experience with objects printed using this filament and subsequently used outdoors.
The cap shown on the left in the accompanying photos was printed in May 2021. It has been exposed to direct sunlight, varying weather conditions, and a wide temperature range (from -12ºC to 40ºC). On the right, you'll see a (failed) print that I produced just two days ago. Both were created using Prusament PETG Signal White.
After nearly three years outside, I brought the cap indoors, cleaned it with soap and warm water, and then photographed it. Both images have been color-corrected for accurate representation on a color-calibrated monitor, ensuring that you see the true colors as they are.
The slight yellowing is barely visible by the naked eye under normal light conditions. You need this direct comparison to actually notice the yellowing. The cap also isn't brittle, it feels as soft as the new print.


RE:
I'm not sure that this is the answer, given that the hole perimeters seem to be under-extruded on one side & the infill is over-extruded at one end, but have a read about Linear Advance. The other way to determine if this could be the reason, would be to try printing the same thing with the non-IS profile.
Thank you for sharing these intriguing observations. Like I mentioned earlier, I'm not one to delve deep into tinkering and typically rely on the profiles provided by Prusa. However, after exploring the concept of linear advance and examining its settings in PrusaSlicer, I noticed that the M572 G-code is distinctly set for Prusament PETG in the XLIS profile.
Here's the specific code snippet:
{if printer_notes=~/.*(MK4IS|XLIS).*/} M572 S{if nozzle_diameter[0]==0.4}0.055{elsif nozzle_diameter[0]==0.5}0.042{elsif nozzle_diameter[0]==0.6}0.032{elsif nozzle_diameter[0]==0.8}0.018{elsif nozzle_diameter[0]==0.25}0.18{elsif nozzle_diameter[0]==0.3}0.1{else}0{endif} ; Filament gcode {endif}Upon further research about what M572 implies, I stumbled upon a post discussing Pressure Advance Tuning / M572 (link provided). The post, particularly the images of printer calibration tests, caught my attention. The visual discrepancies in these tests, such as gaps and excess filament accumulation, closely resemble the issues I'm encountering at the seams of my prints. This leads me to believe that perhaps the parameters set for the Prusa XL aren't quite optimal.
Another aspect I found noteworthy pertains to how the nozzle size is determined in the G-code for Prusament filament. The linear advance and pressure advance parameters seem to be influenced by the size of the first nozzle. In my case, I only replaced the nozzle on the last printer head, so I can quickly switch between 0.6mm and 0.8mm nozzles without require to replace them all. Given that the Prusa XL currently doesn't support mixed nozzle sizes, I always select a profile where all five printer heads are set to the same nozzle size I'm using. Upon reviewing the generated G-code, it appears both values were correctly set for my print.
However, this leads to a curious speculation: Could a similar oversight exist in the printer firmware itself? Specifically, if my printer is equipped with only a 0.8mm nozzle on the last tool, is it possible that the firmware is erroneously applying parameters based on the nozzle size of the first tool?
I do not see a specific IS profile for Prusament PETG in my slicer (V2.7.1), just the XL one, which is strange as, according to what I've read (I'm not very experienced in this) Linear Advance needs to be changed when you go faster, maybe Prusa haven't got to it yet? If you have both IS and a non-IS profiles, have a look to see if the LA figure differs between the 2. I believe that an increase in the LA value in the G code will reduce your build ups of filament, whether or not that results in gaps in other areas only trial will tell.
I understand your reluctance to adjust the standard profiles, the only thing that I ever changed in several years of printing with my mk3, was to reduce the MVFR for TPU, which I needed to do so that the filament didn't get tangled in the Bondtech drive gears. Now that I have a mk4 and I'm waiting for an XL, however, I have began to investigate more; my curiosity was initially awakened by the change from 0.6 to 0.4 default nozzles for the XL. As you are having trouble with the default 0.6 & 0.8 profiles, however, if you are adamant that you don't want to change anything, you only have the options of using the 0.4 profile or waiting for Prusa to, hopefully. catch up and tune the profiles. To change the LA, you don't even need to save the profile, you can just change the figure, generate the g-code & test it, in fact, the system won't let you save the changes to the default profile, you need to change the filename before you can save it, I add my initials to the beginning to differentiate ones that I have played with.
Other ways to test if the LA is having an effect would be to try the non-IS profile or slow the printer down for the first, solid layers, this could either be done manually on the machine or by adding custom g-code at the appropriate heights in the slicer.
Reference your thoughts on the firmware "picking the wrong nozzle size", maybe it's worth telling the printer that it has 5 0.8 nozzles to see if that has any effect.