Peculiar Print Problem.
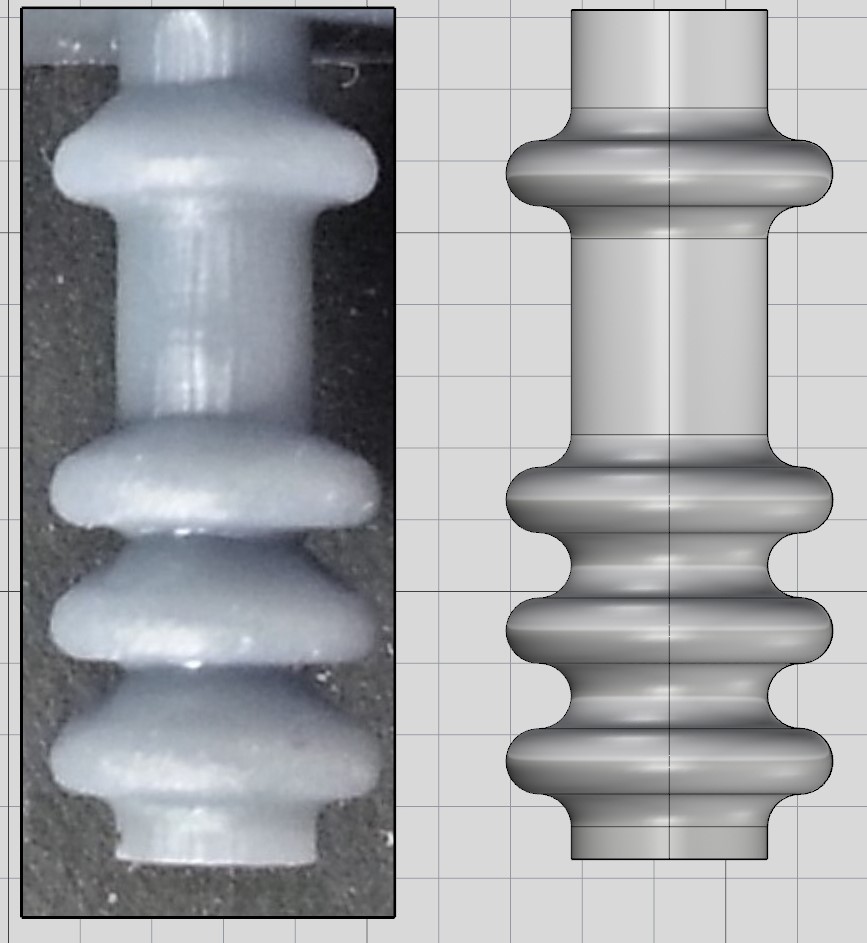
So I am printing fine jewellery models and have been faced with this problem. In printing a spool shaped object similar to a turned chair leg but 3mm across, the horizontal surface collects hardened resin which mis-shapes the model. See photo. Build plate is above model.
I have varied the exposure with no change. I have also printed at 25 deg C., .05 mm resolution and tried numerous Resins with little to no change. Angling the model I still get distortion on one side. Also the models were rinsed thoroughly and yes it does look like uncured resin sat on the surface and was then post cured but I assure you it was cured long before any post process.
It has been suggested that light penetrating the newly printed horizontal surfaces is hardening the resin. The resin fillet is shiny. This theory also explained why horizontally oriented holes took on a clear "D" shape in all my test model prints. Also note the shark fin shapes where it should be honey comb. I could not get this fine honey comb feature on the Prusa Test object to print properly.

So I tried lowering the exposure to like 4 and it didn't improve the problem but just created failed details.
I really like the functionality of the printer and was really hoping this would be my new goto printed to replace my B9 Creator but after a lot, I mean a lot of tinkering I'm just not getting the accuracy I need.
Any solutions would be greatly appreciated.
Regards, Chris.
RE: Peculiar Print Problem.
Hi
I get similar artefacts when using transparent resin. It's a particular issue when printing objects that have horizontal holes (ie. parallel to the build plate), like the one in the exposure calibration object. I'm fairly sure what happens is that once the layer at the bottom of the hole is completed, the same resin remains trapped inside and is gradually cured by UV light bleeding through the subsequent layers.
It's an unfortunate side effect of the way the SL1 works. By tilting the base of the tank rather than lifting the model in and out of it between layers, the resin around the model remains relatively undisturbed, so any stray light in a particular area can more easily cause unwanted curing.
I did email support about this a couple of weeks ago. They replied that yes, it was a known issue with clear resin.
I suggested it would be beneficial to add a firmware feature to lift the model out of the tank between layers, which would give horizontal holes a chance to drain, and would help ensure it's not always the same resin which is 'stuck' to the cured parts of the model. They said this has been tried and does reduce print quality, but I still don't see any reason why it couldn't be added as an option for people to try when printing with resins where this unwanted curing is a problem.
Maybe if enough of us ask for it then it'll be included in a future firmware release? After all, the results can't be that bad if other printers use this method exclusively to draw the print out from the tank - and as we've both found, prints that have this filling-in problem aren't usable at all.
In the meantime I'd definitely try a different resin. One which is less transparent to UV would definitely help, so maybe a darker colour? Also one which is less viscous might have less of a tendency to pool in sharp corners.
I "solved" my problem with horizontal holes on a particular model by printing it at ~45 degrees, so all my holes were at enough of an angle that the resin moves around in them between layers - but that meant wasted resin, surface blemishes from a support structure that wasn't otherwise needed, and only one model would fit within the build volume rather than 3 or 4.