Higher Density Prints - Issues and Problems
I'm using an Mk3.5, but I would suspect this would be an issue with any of the MK3 series printers and maybe even the Mk4 seris. I'm using PrusaSlicer and sending the gcode output to OctoPrint running on a Pi Zero 2W.
I'm printing a larger item in PLA and PETG:
When I did a test print, in PLA, with the normal 15% grid infill, it printed okay. I found, with some other parts, I was having issues and needed stronger parts, so I printed my smaller parts at 50% infill, using a gyroid fill pattern. Here's my first test prints of the bigger item (call it the captstone) and 4 copies of the other part, the corners. The corners printed fine with 50% infill.

I did manage to print the capstone at 20% in PLA, but so far, any attempt to print the capstone at 40% or 50% is a mess. The print always shifts at some point. Sometimes I get multiple shifts:
And sometimes just one shift, and only a small amount:

I notice that on the times I get one shift, everything from that layer on can be shifted the same amount. There are no obstructions of the printbed or printhead, so they have full freedom of movement.
I talked with Prusa tech support and the tech thought it might be due to all the extra motion when I used the gyroid fill pattern. I changed to a grid infill and still had the same issue.
These shifts always seem to be for a full layer, not in the middle of a layer. I've tried tests with smaller items and have had no problems with them, so to test this issue, it can take an hour, even 3 hours or more, before I see a layer shift, so troubleshooting is a long and frustrating process. I do plan on trying to print the file from a USB stick so I can bypass OctoPrint and even PrusaConnect, but it's taken me days to get this printed and I'm having to catch up with printing other items, so it'll be a few days before I can spend the time doing test prints on this.
Any thoughts on where the issue is and why it seems hard to print higher density objects if they're large? (I've asked about this on the OctoPrint forum. As you can expect, they have reasons it's likely not OctoPrint, but something happening in the printer. One person suggested it's an extrusion issue and that when filament comes out unevenly, it might lead to issues by blocking print head movement. I doubt that possible cause, thought.
Is there any record or does anyone have experience with printing larger objects at higher densities and having similar issues?
RE: Higher Density Prints - Issues and Problems
Although warping usually isn’t a problem printing PLA, it happens sometimes with large squarish models and high density infill. Please, shows us the bottom of the failed prints, so we can see if they show signs of lifting from the plate at the edges. If it’s so, that’s the issue. When the edges curl up a bit the nozzle strikes there and the result is shift on one or both axes. If the model was small and tall probably it would be knocked off the plate. Being large and flat the nozzle stroke isn’t strong enough to move it so it’s the whole printhead that shifts.
RE: Higher Density Prints - Issues and Problems
I'm not surprised to see this issue with grid as it's prone to shifts (at least in my hands) due to the pile up at the intersections. Gyroid I would expect to behave more reasonably.
In any case, for more strengths I would add more perimeters, not more infill. Also, Thomas Sandalerer recently posted a video on different infill types and strength:
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: Higher Density Prints - Issues and Problems
I'm not surprised to see this issue with grid as it's prone to shifts (at least in my hands) due to the pile up at the intersections. Gyroid I would expect to behave more reasonably.
In any case, for more strengths I would add more perimeters, not more infill. Also, Thomas Sandalerer recently posted a video on different infill types and strength:
Ah - now that you mention it, the times it shifted just a little bit (like in the 2nd photo) and only shifted ONE time, I was using gyroid. The multiple shifts have been with PLA and PETG, when I used the grid fill. (When I chatted with tech support, he thought all the vibrations from using gyroid and the back and forth of it were leading to destablizing things and that might cause the shift. What didn't make sense to me about that was that it would shift ONE time and once it shifted, the rest of the print was aligned with the shifted position. I checked the gcode in both PrusaSlicer and OctoPrint visualizers by sliding up and down through the prints in them, and there was no sign of shifting, so I'm pretty sure it's not something in the gcode.
My printer is down in my workshop in the barn. It'll be this afternoon before I can get down there and get photos of the print bottoms. (I think two samples got tossed, but I'm not sure.) I've had warping issues in the past and tend to notice, at least on PLA, with the smooth steel bed, when there are signs of that. I'll check the PETG example in the top photo, since I know I still have that one in the shop. If it's warping, I find it interesting it shifted one way, then another. I could see, though, how the warp would shift it one way and then, a few layers later, when it's above the warping problem, shift in the other direction because the next few layers warped in another direction.
RE: Higher Density Prints - Issues and Problems
Although warping usually isn’t a problem printing PLA, it happens sometimes with large squarish models and high density infill. Please, shows us the bottom of the failed prints, so we can see if they show signs of lifting from the plate at the edges.
Have the photos now (sorry I couldn't include them in my earlier response). They're not in the order I printed them. This one is in PETG and using 40% grid infill. It shifted twice. (It's the bottom of the one in the third photo of the original post.)

This one is printed in PETG with 50% gyroid infill 50%

Also PETG 50% gyriod infill. Note that these two had minimal shifting. Shifted just at one layer, both of them at about the same level, between 30-35 layers in.

PLA with 40% grid infill. I was beginning to have extrusion issues here, which you can see by the uneveness of the coloration on the bottom. This shifted at least 2 times.

I'm thinking the warping sounds like a good candidate for the cause for this. With the gyroid infill, the warping is always at the same height, within a laye or two, and the shift could be just enough so warping isn't an issue after that. With the grid infill, there always seem to be at least 2 shifts - and then I usually am able to stop it. (Since it can take 1-3 hours before the shift, I can't always be here to watch the test prints and one time I was here, and listening to the printer while working on another design and didn't hear anything like a printhead or printbed hitting an obstruction, so it wasn't an obvious sound of the "Hey, it's not supposed to sound like that" type.
Since, from what I'm reading here, grid infill is more prone to warping, it looks like, with grid infill, that it's putting down a few layers (not that many), it warps, so the layer gets offset, then it does a few more layers, and, with them not being right on top of the previous layers, aren't bonded to what's below them (at least not too well), so after 1 or more layers, there's more warping and that causes another shift. (Now that you're talking about warping, when I look at the third photo I posted (in the 1st post), I can see how the layers warp where they're not attached to the layer below them.
I've used a glue stick in the past, on the satin steel printbed, and it's helped with some issues, including warping. Until this thread, I never thought this was from warping, so I didn't think to try that. I know the textured sheets have some issues the satin ones don't. Can I use the same glue (same type as the one Prusa included with my original printer) on a textured steel sheet for PETG? If so, this seems like such a strong candidate for the problem that I'm willing to go on and test it with glue as soon as I can.
RE: Higher Density Prints - Issues and Problems
Never had an issue with glue stick of any kind with PETG on a textured sheet (or any sheet for that matter).
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: Higher Density Prints - Issues and Problems
Oh, rot.
I've done so many test prints that I've just realized I don't have nearly enough PETG of the color I need for this. Ordered another spool that'll get here tomorrow, but since we live a good ways from the city, it'll be late before it gets here. So I might be able to do a print overnight tomorrow night or do it on Sunday.
RE: Higher Density Prints - Issues and Problems
And we have failure again. Ugh!
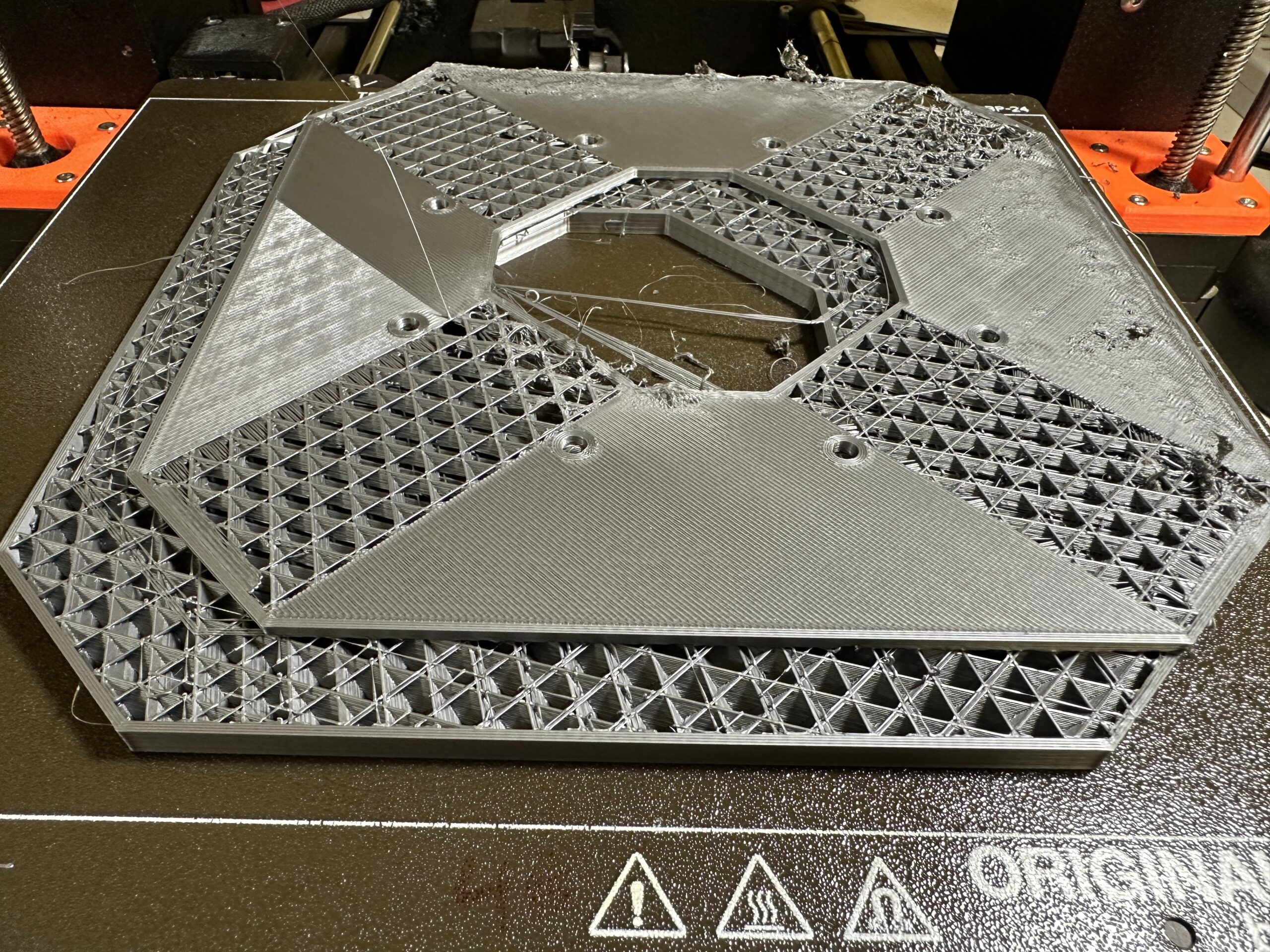
I used a glue I've used before and had success with and started a new print with PETG and 50% gyroid infill. My wife and I then went out for the evening. We came home and I checked with OctoPod and it looked good. Then I went down to the barn to babysit it, since failures for the gyroid infil tended to be between layers 30-36. I checked regularly (kind of boring actually sitting there watching it directly for an hour or more!) and listened for odd noises. Heard something at one point, but checked and everything was working. Later, around layer 21, I got up and checked and there was a glob of filament sitting on top of the current level. I use snips to cut it off, so it wouldn't block the printhead from moving or make it hard for the printbed to move. While doing this and after, I watched to be sure it was okay and that my actions didn't knock the printer movement off at all. Things were okay. It was still moving within the layer, where it should be. After I sat back down, it went to the next layer and I checked just a bit in and this is what I saw (photo taken after I stopped the print):

So it was okay until the layer after the blob. I don't think it was the blob that caused the offset, since I snipped it off during printing of a layer and that layer finished printing normally, even after I snipped off the glob. Here's a closer shot of the blob:

Looking at it closer, it would seem the blob is in the right place to cause the shift, but I doubt that because of the direction. However, look at the perimeter in the center: It looks like the front of the center permiter was put down in place, but the back of it is shifted back. Also, the front perimeter seems to have shifted back more than the back perimeter has shifted. (And I've done nothing to change perimeter printing, so it'll print the perimeter of the center, each hole in there, and the outside as one unit each - it doesn't print part of one than do another, then come back to an earlier perimeter.)
I also note that only part of the new layer has been printed. You can see lines to the right of the center opening that are darker than the rest - that, by feel, is higher than the surrounding area and seems to be what's been printed on this layer, but there are loops hanging over the back end, as if they are from the previous layer. Again, when I snipped that filament blog, I was checking to make sure it didn't shift the print. I had matched the print bed motion and went back and forth with it a few times before finally cutting the blob off while matching the print bed motion.

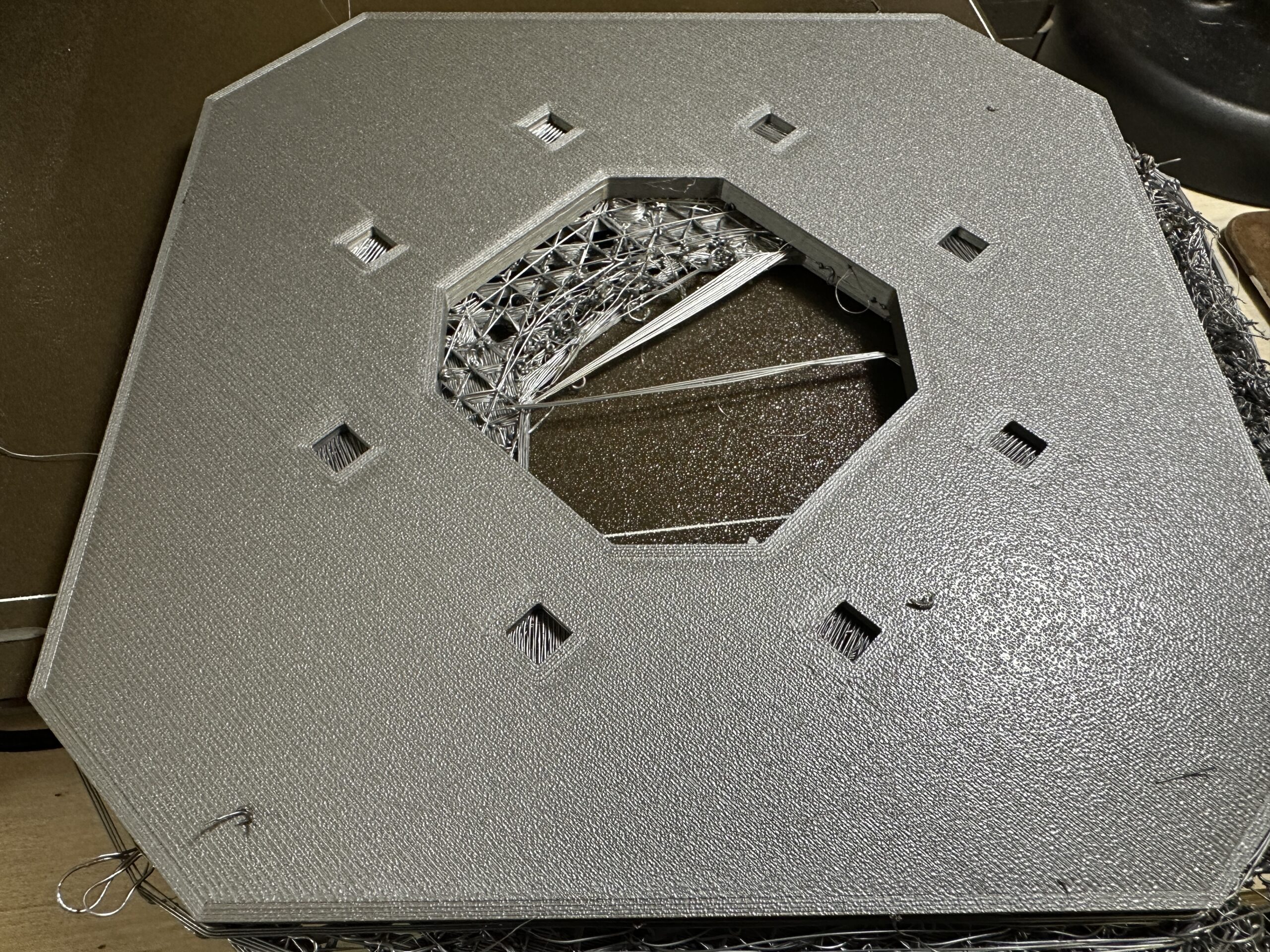
Here is the bottom of the print. Ignore the messy part in the squares. I have it print across those holes, so there's some bridging issues, but, by doing that, I get a better result for that area. The square holes are where the nuts go and the round holes for the screws lead into them.
Before removing the item, I checked to see if there was any indication of warping. I tried to slip paper under it, especially in the front, and there was no gap between the print and the printbed, so I don't think it warped at all. (Unless it warped, then flattened out again and stuck to the bed again.)
---
It's quite possible what I saw and assumed has messed with my observations and I could have wanted or expected to see something and interpreted it wrong. I still have the print and can take photos of any parts that migth be of concern.
If it's the blob, that would explain this failure, but then I'd have to be getting the same kind of blob in about the same place on the previous prints I did with gyroid infill. I doubt that.
So any ideas? Any thoughts on the blob that appeared and how to prevent that in the future?
While I want to solve this, it's taking a lot of time, so I think I'm going to try PETG at 25% gyroid infill and see what I get. If it works, I'll use the result because I just need to get that part in place. But I think this is a significant issue and really want to debug it!
Directly beneath the blob in your picture there is an area where the print has warped and lifted from the bed. The blob is probably scrapings from this area.
Why are you using gluestick? There should be no need to reduce adhesion with a textured build sheet for either PLA or PETG...
Thoroughly clean the build sheet and forget about the glue.
Anything over about 30% infill is usually a mistake unless you need the weight.
If you need more strength add more perimeters, it looks like you are using two, try four.
@foxrun3d (@fuchsr) linked a video that explains the above quite well 'though it's long standing advice.
For a part like this the two obvious choices for infill pattern are gyroid for resilience and cubic for stiffness. If printing this with PLA I might use gyroid, if PETG, cubic; both at 20%.
Cheerio,
RE: Higher Density Prints - Issues and Problems
Directly beneath the blob in your picture there is an area where the print has warped and lifted from the bed. The blob is probably scrapings from this area.
Ah! I completely missed that. The only clue to that I see is the shadow. So it's lifting there, in the center, and NOT on the outer edges. Did you see anything else that told you it was warping at that one spot? I'd like to know if there's more I can watch for. That warping in the center seems like an entirely different issue than warping on the outside edges. Do you think this warping is caused by the higher level of infill I'm using?
Why are you using gluestick? There should be no need to reduce adhesion with a textured build sheet for either PLA or PETG...
From other discussions when I had some warping issues - using the gluestick helped quite a bit. But this was also a new gluestick - more like a sponge on the top of a bottle, and I didn't realize I had to push down to get glue, spread it some, push down for more... So I misapplied it.
Thoroughly clean the build sheet and forget about the glue.
I've been doing that with isopropyl alcohol after each print. If the printer has sat for more than an hour or two, I clean it again, in case of dust settling on it. If there's more I can do to clean it, let me know.
Anything over about 30% infill is usually a mistake unless you need the weight.
Picture a 4 sided pyramid. I'm making a frame in that shape with 1" aluminum square tubes for a vent hood on my CNC. (Whenever I use the laser on there, the smoke sets off the smoke alarm, so I need to vent the smoke.) I printed the 4 corners that hold the 4 sides to the square bottom and the diagonal risers that go up to the capstone. The 4 diagonal risers go into this part and are held in place, there, at the peak. My concern is the strength of the part, so I was using 50% infill on the corner pieces, which look like this:
I had started at the default 15% infill and they were breaking or cracking easily, so I just jumped to 50% infill and it worked on the corners. And here's the frame, with a temporary capstone (and, in some shots, the connector where the flexible conduit will be hooked up):



While the weight of the rods is not much, I'm concerned about the forces involved when I slide the frame back and forth. (It's on drawer sliders.) I'm also concerned about any forces applied during normal usage, as the frame and table might shift around, or if I have to move the table.
If you need more strength add more perimeters, it looks like you are using two, try four.
I never knew you could add more perimeters - thank you for that pointer!
@foxrun3d (@fuchsr) linked a video that explains the above quite well 'though it's long standing advice.
The link took me rather far into the video, but one point I got from that section was that gyroid was a strong infill (which is why I've been using it), but I don't remember any discussion in there about the percentage of infill or using extra perimeters. Maybe that was before the time it started or maybe I had forgotten to stop the video while checking into something else that was mentioned at one point.
For a part like this the two obvious choices for infill pattern are gyroid for resilience and cubic for stiffness. If printing this with PLA I might use gyroid, if PETG, cubic; both at 20%.
Cheerio,
I'm avoiding grid at this point, after what @foxrun3d said. Along with that, even though the video made good points about cubic, I was avoiding that since it seems to me both cubic and grid are making the print head draw rectangles at a 45° angle to the X and Y axes, so I was thinking both would be a potential issue.
So, after looking at my photos for what I'm doing, and from what you said, would I be in the ballpark if I use 2 perimeters and a 20% gyroid infill for PETG? Also, I think I'm getting from this, to avoid infill over 30% unless weight (not strength) is an issue. Is that correct?
RE: Higher Density Prints - Issues and Problems
Another article you'd want to take a look at is Prusa's knowledge base article on infills. https://help.prusa3d.com/article/infill-patterns_177130
Sorry, I didn't realize the link was to some point in the middle of the video; that wasn't intentional.
Grid vs. cubic. Yes, both patterns have intersecting lines within a given layer but for cubic they are shifted from one layer to another, so less potential for build-ups at those crossover points.
For this application I would probably go with 20% cubic infill and 4 perimeters.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: Higher Density Prints - Issues and Problems
Ran a test print. Won't be able to check it out in person for a while, but I FINALLY get a non-shifting print and something goes wrong with the filament feed:
Before I cancelled the print, I could see the printhead moving around above it, like it was still printing. But this doesn't look like a clean break, where it just ran out of filament, and it's possible it did shift, but I'm not sure. If it shifted, it shifted at the very top of the flat base.
I started this before seeing @Diem's post here. It's PETG, 30% gyroid infill, and I used a gluestick to hold it down.
From what people here are saying, next time will be PETG 20% gyroid infill, 4 perimeters, no glue.
Grid vs. cubic. Yes, both patterns have intersecting lines within a given layer but for cubic they are shifted from one layer to another, so less potential for build-ups at those crossover points.
When you talk about build-ups, do you mean a build up of filament that leads to blobs, or a build up of pressure due to the pattern and something that might create stress?
RE: Higher Density Prints - Issues and Problems
do you mean a build up of filament
This.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
The only clue to that I see is the shadow. So it's lifting there, in the center, and NOT on the outer edges. Did you see anything else that told you it was warping at that one spot?
In your picture of the underside there are areas of lifting on five of those internal sides - textured build sheets make it harder to spot but once you've seen it on a smooth sheet you quickly learn to identify the change in texture that results.
using the gluestick helped quite a bit.
I'm surprised; gluestick is used to reduce adhesion, for exmple, without it PETG and TPU are likely to rip the coating off a smooth build sheet.
If there's more I can do to clean it, let me know.
Clean with IPA between prints.
At the first hint of a problem, use dishwashing detergent (Dawn/Fairy) and HOT water.
If this is not enough rub neat dishwashing detergent into the sheet, wait a few minutes then rinse clean with VERY HOT water.
If that's not enough use acetone: *On the smooth sheet only* once or twice a year at most.
I'm avoiding grid at this point,
It's one of the oldest infill patterns, not much use compared to the others, I presume Prusa include it for historical reasons.
So, after looking at my photos for what I'm doing, and from what you said, would I be in the ballpark if I use 2 perimeters and a 20% gyroid infill for PETG?
As I said, I would use cubic. The underside should be ok with the tensile stresses but I would consider extending the upper surface of the corner struts to meet in the middle and resolve compressive forces.
Stick with PETG for this project as PLA tends to evade continuous stresses.
Also, I think I'm getting from this, to avoid infill over 30% unless weight (not strength) is an issue. Is that correct?
Yes. For example, I designed a chess set in which the internal struture of the bases contains a 95% infill copper filled slug of filament, it's heavy so the chessmen are hard to knock over in play. If you need more strength add more perimeters.
Cheerio,
RE: Higher Density Prints - Issues and Problems
*sigh*
Is it time to have my printer exorcised? </scarcasm>
This was PETG, 20% infill, 4 perimeters, cubic infill, no glue and a clean textured bed:
Note that it shifted in 2 directions. Also look at the front left closely. It started to do a shifte layer there, then shifted again (apparently partway through the layer) and did the rest of it (before I stopped it) with more of a shift to the right. I didn't see it on the machine, and see, in the photo, a shado that indicates it warped in the middle and that part of the right rear around the center hole is above the printbed. I'm not sure that's the case - looks more like just a shadow. After studying the photos, I put it back on the bed and got the same shadow and didn't feel a gap there.
The debris on the bottom wasn't there at first. There were extra bits of filament all over after this failure.
I'm wondering if this is an extrusion issue. I was having some problems with filament coming out unevenly or too thin, so I ordered a replacement hot end and installed it and was getting much higher quality work when I did that, so I would think an extrusion issue would be a slim chance.
I have one print I did in PLA, no glue, satin print bed, 20% gyroid infill. I'd rather have it in PETG, especially, now, with the knowledge that more perimeters will help. There are times during good weather that I leave the shop doors open. While it's not a lot of light, I know PLA is sensitive to UV light and, from what I've read, is more brittle than PETG (and not as strong), so I'd like to still get this printed in PETG.
Also to note: The PETG is Polymaker, which has always done well for me in the past. Could that be an issue?
Even if everyone were to tell me, "The UV issue is overrated and PLA at 20% gyroid will do what you need," I still have this as an outstanding issue - for some reason my printer can't handle this. So either I'm slicing wrong, slicing using settings that aren't good for this situation, or my printer is having issues. I'd like to know just what will fix this. I can buy that printing a big piece that's too dense is a asking for trouble, and that some infill patterns have issues on bigger pieces, but if that's not the reason it's screwing up at 20% infill, I'd like to figure out what's wrong.
I'm thinking, since the PLA did okay with gyriod infill, to do that, but I'm using a LOT of filament and don't want to just be taking shots in the dark about what might work.
Along this line, if someone can suggest tests that will narrow it down - such as large squares using the different infills, I might be interested in something that helps me pin down the issue.
I'm thinking I should try PETG, 4 perimeters, 20% gyroid infill, and no glue, since that concerns some people here.
I can post a 3mf from the slicer, in case I have some settings on there that might be an issue, but I'm starting from a new project, and that uses default settings (I haven't changed them), then import my STL and go from there, so if I'm not listing a setting I'm using, it should be at the default value.
RE: Higher Density Prints - Issues and Problems
So far we've talked a lot about infill and perimeters and sheet cleaning. I have a hard time seeing this as an issue related to infill unless you use grid. Maybe it's time to look elsewhere. Possible culprits include a) belt tension and b) loose grub screws. Maybe some other physical obstruction.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: Higher Density Prints - Issues and Problems
So far we've talked a lot about infill and perimeters and sheet cleaning. I have a hard time seeing this as an issue related to infill unless you use grid. Maybe it's time to look elsewhere. Possible culprits include a) belt tension and b) loose grub screws. Maybe some other physical obstruction.
I installed an MMU3 about 6 weeks ago and had an issue that took a few weeks to resolve. Got it and, when I did, immediately had an issue with the print fan RPM and replaced it. After that, I went through and checked all other screws and made sure everything was a tight fit - as long as I finally got that issue fixed, I wanted to be sure something else didn't pop up. Also checked belt tension at that point, too. That was about 3 1/2 weeks ago, so I was figuring all that should be okay, but I think that's a good point - I can check everything again this evening or tomorrow. The only loose screw I've been able to find recently was the one on the print fan that I have to leave loose or it won't pass the RPM test. Checking again won't hurt. One reason I was not thinking of belt tension on this is because I've seen prints shift along both X and Y axes. I could buy one belt loosening up in a few weeks, but would be surprised if both X and Y belts went wonky in that short a time, but I'll check them, too.
Had not thought about this before, as a possible issue. I've seen multiple posts, when searching for info, on problems with the print fan and the RPM test. One common fix is to loosen the screws since it seems to do better that way. Also, some just take it off so it's not attached, and it passes the RPM test. A lot of the solutions are hacks like this. I ordered a new fan, installed it, and was still having RPM test issues until I loosened both mounting screws for it - one more than the other, so it's held in place, but not super-tight. It has almost no range of motion so it's pointing in the right direction and it's moving, but I'm not sure of the RPMs during a print. Is it possible that this fan is just a bit off and not cooling properly - or something similar?
I'm sure it's not a physical obstruction. That was the first thing I checked and I've checked it at each point along the way.
I'll try again after checking belts and screws and any other connections.
RE: Higher Density Prints - Issues and Problems
I checked the X and Y axis belts. I used Prusa's online tool to check by tone as I plucked them. I also used the tension meter on Printables and both X and Y belts tested within range on both tests. I also checked all my screws again - making sure if it was something that needed adjusting, it was adjusted properly. All other screws, other than the one I mentioned on the print fan, are tight and in place.
I'm thinking, since one test had a big lump of filament in it htat might have caused the shift, if there's an issue with extrusion or the filament. The filament I'm using now arrived yesterday and has been open about 28-30 hours. The interior of my workshop is showing from 55%-60% humidity. (That's a long term issue I'm working on with a cabinet for filament storage and enclosures for the printers and for the filaments that will be out and loaded into the MMU for printing.) After checking everything, I tried another test print, PETG, 20% gyroid infill, with 4 perimeters. The photo below is the result.
3-5 days ago I printed a PLA version of this, with the same settings (20% gyroid infill) except only 2 perimeters and it printed fine. Also, when I've used gyroid in the past, I didn't have nearly the shifting I'm getting in this print. That makes me think something is deteriorating and I've heard PETG can respond to humidity pretty quickly. I've put the filament I'm using in a drier and I'll run it through several drying cycles before trying again.
I've circled several filament globs in the photo and Im wondering if the globbing could be due to humidity. (I've printed other decent sized items in PETG in the summer, during higher humidity and haven't had as severe an issue with indications of filament issues, but I don't remember which brand filament I printed those items with.)

It's hard to tell the order of the blobs, but the ones I circled are big enough (I know it's harder to see in a photo than in real life) that they might have interferred with the printhead or printbed motion. I see the initial layers are okay, but it doesn't look like it printed the normal 4 layers on the bottom before it went to gyroid fill. (I checked, that setting is for 4 layers on the bottom.) It looks like the very first infill layer shifted a bit to the left. The next shifted back and the 3rd layer with infill shifted more to the right. it looks like there are full inner and outer perimeters for the shifted layers. On each layer, the inside perimeter goes down first, followed by the eight square holes that are for nuts that are at the bottom of screw holes. Some of the perimeters for the square holes are messed up. I've seen this before, early on in a layer, when there was an extrusion issue and it took a while for things to smooth out.
Right now I'm thinking it's got to do with extrusion. The new hot end looks identical to the original one and non-dense prints have been okay and it's the same sized nozzle, but I'm wondering if there might be an issue with the new extruder. Possibly uneven heating? The problem started before I put this hot end in, but if it's a bad part, it might be making things worse.
After checking the belts and screws, I'm not sure where else to look other than extrusion issues, especially afer seeing a few blobs on soem layers.
RE: Higher Density Prints - Issues and Problems
@Diem: Your most recent post did not show up in my browser on my computer in my workshop - otherwise that last test would have been cubic, not gyroid.
I went through and didn't just test the belts, but recalibrated them and went over everything yet again, then tried another print and, for the first time, had a shift on the first layer and it's the first shift I can verify took place in the middle of a layer:
Note the blog on the back area, near one of the holes in it. Here's a closeup of that:

I'm not sure if that caused a shift or not, but it was soon after that the layer shifted backwards.
This globbing is a problem, but I also don't know if that's what's causing the shifts. While I'm in the room, the 1st layer takes about 30 minutes to print and the next 3 layers take a long time, too. I am usually at my computer and keep checking the screen on OctoPrint, but it's really hard to just stay focused and staring at it for a long time! (I'm beginning to think I'll have to do that to track this issue down.) I realize the shifting may come from a blob blocking motion, or the two issues could be totally unrelated.
I'm pretty sure now the globbing is either extruder or filament related. After this problem, I checked the Z-offset for this steel sheet and it was okay:
Still, I did yet another belt recalibration and checked for anything loose otherwise. Then I used my own print job for calibrating the Z-offset. I have a 3mf file of a 5x5 grid of 30cm squares. It starts at the front left, prints a square, raises the printhead for 5 seconds, so I can inspect what was just printed, then lowers it and prints the next square. It goes from left to right, starting at the front and moving to the back. This is so I can easily track adjustments I make when calibrating. (I also have a page I made up in LibreOffice to make it easy to note down the offset on each square and mark if it was good or bad.)
Here's the 5x5 grid I printed after recalibration - and I think this shows an issue with extrusion:
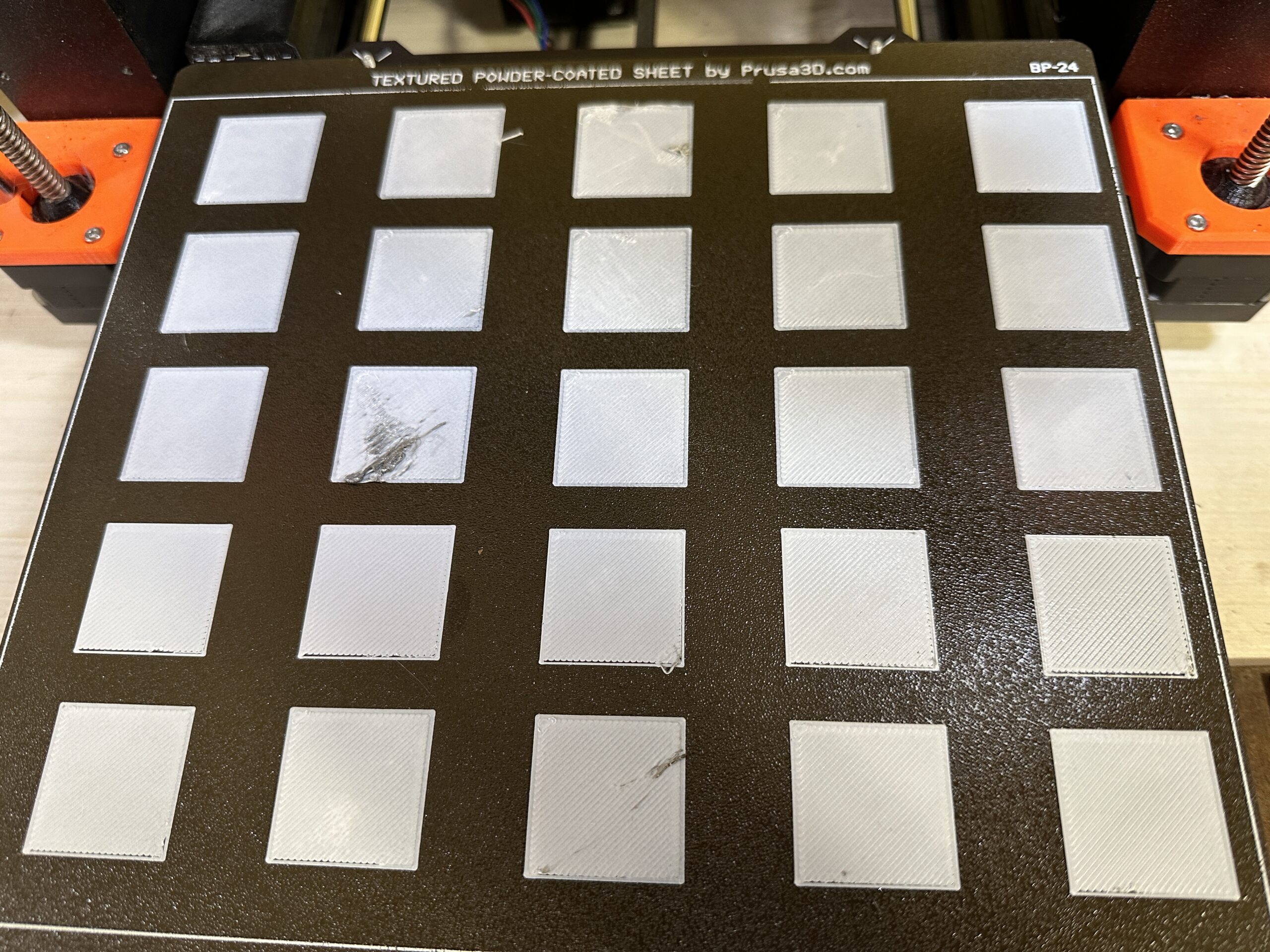
Again, start at the front left, do each row left to right, then move back to the next row. The issues I saw are on squares 3 (row 1, column 3), 12 (row 3, column 2), and 23 (row 5, column 3). Note that this is printed with white PETG, and the globs on these squares include gray filament - the kind I was using on my item I need to print. So even when I clean the nozzle and change filament, and purge it, there is still some of the previous filament left in the printhead, somewhere in there, and it tends to come out in a blob that can cause issues. This is something I saw when the printhead raised up after the 23rd square:
It maybe hard to see the color change there, but the filament is gray where it comes out of the nozzle and down to the bend in the filament. And this is *after* it's been printing most of the test pattern in white. I've used a needle tool to penetrate through the nozzle and into the filament path, then did the same from the top of the print head, hoping to clear out any mess in there.
Since the globs are all gray in this print, that makes it clear that somehow, when I change filament, some of the old filament is left in the print path and eventually comes out in a blob while printing.
OK, let's check the fundamentals/
Please show us your hotend/nozzle assembly from two different angles.
Cheerio,