ramming settings for XT
Anyone has ramming settings that work for Colorfabb XT?
PET one give me a big clump that isn't retracted properly in the MMU2 (so the selector fails).
Alternatively, how do I research good ramming settings? Is there a document somewhere?
Re: ramming settings for XT
Since no-one had an answer, I did the research myself. After a lot of iterations I now have this:
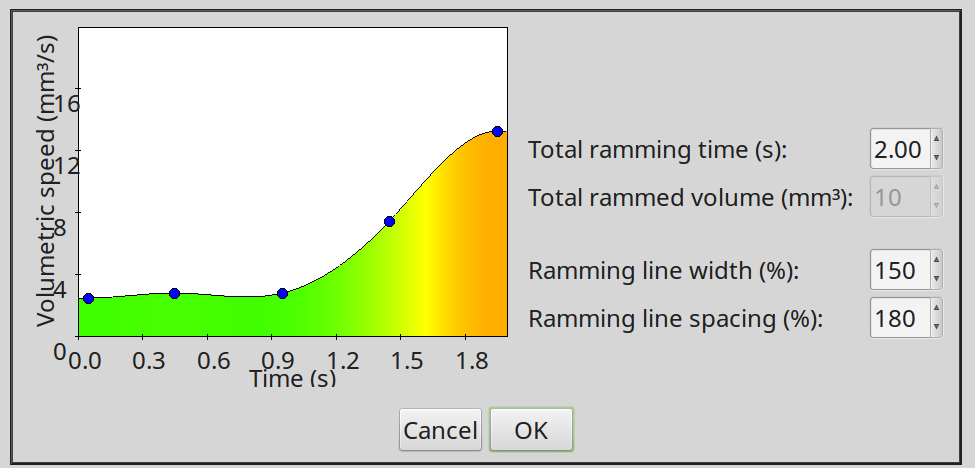
It generates a thin very good point every time for me right now. I think I should do the same rounds for PLA and ABS...
It seems like I can have very reduced purging too, I'm down to 40+40 and it seems fine.
Entire setup:
= 70
bridge_fan_speed = 100
compatible_printers =
compatible_printers_condition = printer_notes=~/.*PRINTER_VENDOR_PRUSA3D.*/ and printer_notes=~/.*PRINTER_MODEL_MK(2.5|3).*/ and single_extruder_multi_material
cooling = 1
disable_fan_first_layers = 2
end_filament_gcode = "; Filament-specific end gcode"
extrusion_multiplier = 1
fan_always_on = 1
fan_below_layer_time = 20
filament_colour = #FFFFFF
filament_cooling_final_speed = 1
filament_cooling_initial_speed = 2
filament_cooling_moves = 1
filament_cost = 62.9
filament_density = 1.27
filament_diameter = 1.75
filament_load_time = 12
filament_loading_speed = 14
filament_loading_speed_start = 3
filament_max_volumetric_speed = 5
filament_minimal_purge_on_wipe_tower = 15
filament_notes = "Colorfabb XT co-polyester"
filament_ramming_parameters = "150 180 2.54839 2.70968 2.67742 2.77419 3.87097 6.35484 9.80645 12.4516| 0.05 2.47094 0.45 2.79996 0.95 2.83223 1.45 7.46132 1.95 13.2484 2.45 9.48391 2.95 7.53556 3.45 8.6323 3.95 7.6 4.45 7.6 4.95 7.6"
filament_settings_id = ""
filament_soluble = 0
filament_toolchange_delay = 0
filament_type = NGEN
filament_unload_time = 11
filament_unloading_speed = 20
filament_unloading_speed_start = 120
first_layer_bed_temperature = 80
first_layer_temperature = 240
inherits = Colorfabb XT MMU
max_fan_speed = 100
min_fan_speed = 20
min_print_speed = 15
slowdown_below_layer_time = 20
start_filament_gcode = "M900 K{if printer_notes=~/.*PRINTER_HAS_BOWDEN.*/}200{else}45{endif}; Filament gcode"
temperature = 250
+ Colorfabb XT MMU copied from Colorfabb XT in the vendor/PrusaResearch.ini.
Re: ramming settings for XT
Does the purging effect the tips ? I thought purging and ramming don't effect each other.
Re: ramming settings for XT
I'm not sure if they do. I guessed that how much is left in the nozzle and the shape of it would change how quick it purges (as would filament type and colour).
Re: ramming settings for XT
Hi, what about following the handbook guide at page 40? https://www.prusa3d.com/downloads/manual/prusa3d_manual_mmu2_eng_1_03.pdf
Re: ramming settings for XT
Hi, what about following the handbook guide at page 40? https://www.prusa3d.com/downloads/manual/prusa3d_manual_mmu2_eng_1_03.pdf
No part of the handbook has the word "ramming". I'm not sure I follow? Chapter 40 mentions nothing about it other than "increased cooling moves" which still isn't explained what it does, and does not mention "purging".
Re: ramming settings for XT
I did my test on cooling moves, set it to 2, didn't really help much. The filament's end is quite big and unable to go through the tube without friction. I have similar ram setting as yours with 1 cooling move, ended up having string leftover.
I'm on cheap chinese generic pla by the way. I also need to investigate ramming setting
Re: ramming settings for XT
Lower the temperature first. It helps a lot. Increasing the cooling moves causing for me usually more issues because the filament tip is cooled down and whatever was produced during the cooling move stays. With only one cooling move it leaves the extruder much easier.
Such a hard short ramming will most likely produce pretty thick filament tip.
Often linked posts:
Going small with MMU2
Real Multi Material
My prints on Instagram
Re: ramming settings for XT
...don't use these settings for PLA? XT is copolyester.
Slic3r has PLA ramming settings already, that should work.