RE: Filamentum PLA Cristal Clear: Mid-Print no more layers
Dear @all!
I changed the heatbreak to the original E3D one (2.00/2.00). Therefore I disassabled the hotend
- Removed the heatbreak from the cooler
- Removed the heatbreak from the heater block
- Removed the nozzle from the heater block
I cleaned the nozzle.
Then I did the same in reverse
- Screwed the nozzel in the heater block (leaving a gap (0.5 mm) for further adjustment)
- Screwed the heatbreak in the heater block till it touched the nozzel
- Screwed the cooler onto the heatbreak
- Heated up to 250°. Strengthend nozzel with 2 Nm
While calibrating the first layer I noticed that there is an overall lower flow. The calibration of first layer comes is possible but with a not satisfyiing result.
I get a stripe, but it is approx 70% the original flow as with the old heatbreak. The printed pad is brittle and sparse independed og the z-nozzel height
I checked this for Filamentum PLA Cristal and Prusa PLA.
A calibration is not really possible/successful.
Any help appreciated
Volker
RE: Filamentum PLA Cristal Clear: Mid-Print no more layers
I replaced my Prusa heatbreak with an E3D Titanium version and have noted no issues. Mind you, I wasn't having problems with my heatbreak at all, but the heater block stripped and I couldn't easily remove the thermistor or heater cartridge, so took the opportunity to upgrade.
Examine the gap between the heater block and heat sink to be sure you don't have any oozing indicative of an improperly tightened nozzle. Did you follow the E3D assembly guide? The < 1mm gap between the nozzle hex and heater block if crucially important. You need to be sure you've tightened the heatbreak and nozzle against each other, and that the heater block is only acting as a nozzle holding them together. Be sure you've still got a small gap between the nozzle hex and block. Also note that Prusa and E3D recommend that the final nozzle tightening be done at 285C.
RE: Filamentum PLA Cristal Clear: Mid-Print no more layers
Honestly, it sounds like a partially clogged nozzle. How did you clean it?
That is pretty much the same procedure I used. You didn't mention two things:
1. Did you put thermal grease on the large end of the heat break that screws into the heat sink?
2. What about the PTFE tube. Did you replace it? It should be pressed into the heat sink and then while you are holding it in, the collet should be pulled up to hold it in place. I installed a clip to hold the collet up as well, following this guide:
https://e3d-online.dozuki.com/Guide/V6+Assembly/6
A couple of other things just to cover a couple of bases: you didn't indicate you replaced anything else, but if you changed the nozzle, is it the same size as the one you pulled out? If you replaced the heater cartridge, note that the stock E3D part is 30 watts and the Prusa part is 40 watts.
RE: Filamentum PLA Cristal Clear: Mid-Print no more layers
Hi Volker,
I used the PRUSA MMU2 PTFE 2.3mm internal diameter (that was on a previous picture) for this reason: to allow this kind of bulge to move freely without jam between heat break and the cooler. Looking around different PTFE tubes that I found on my PRUSA, one or tow, not all, had an internal diamter of 2.3mm. Also some PTFE tubes of the BUFFER, had the same internal diameter of 2.3mm. I cut and chamfer one of those buffer tubes to build and additional PTFE tube to use as spare, to be used inside the cooler. For the buffer I used a 4mm tuber that is even larger inside (around 3mm)
Regards
RE: Filamentum PLA Cristal Clear: Mid-Print no more layers
Dear @all!
A merry christmas to you! May thanks for all the valuable help I got from you on this forum.
The nozzle was clogged with a tiny fragment of the collet which broke loose as I used pliers to extract the weird 4.15mm PFTE tube.
After fixing that I was out of thermal paste - delivery at 31.12. I hate to be stalled like this.
So I cleaned the threads in the hotend using a thread cutter (carefully) and bathed the nozzle for a day in acetone and cleaned it (as good as a battle hardened nozzle may be cleaned 🙂 ). Also ordered some new nozzles.
Today I gave it a try without thermal paste. Just for testing how big the impact of the thermal paste really is.
And maybe because it is christmas the printer works like a charm. Yeah!
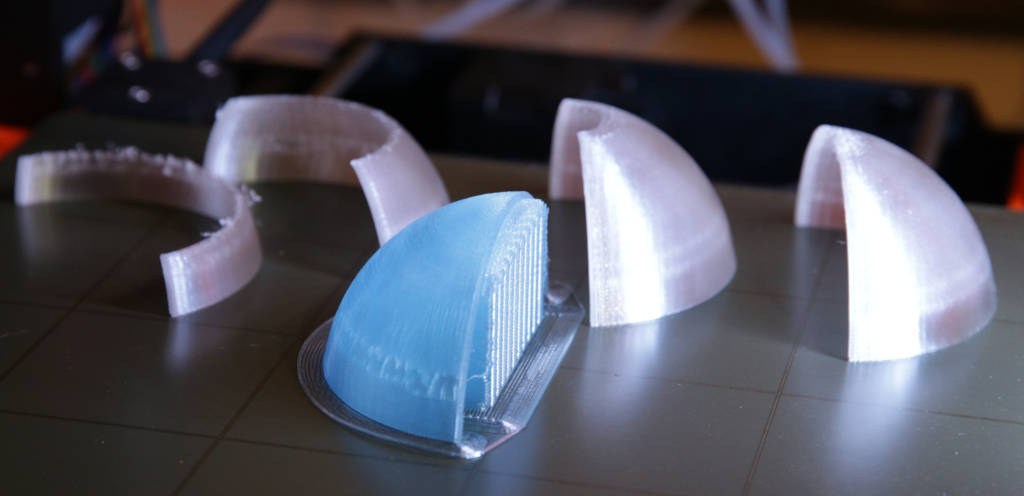
I tried some test parts and all came out really good. Then I startet again for the main test object of this thread: the front window of the robot.
The half high variant came out perfect. Then I switched to the full hight model and also turned off the optimizations I did before the nozzel change:
- Temp 230° -> back to 215°
- Flow 0.9 -> back to 1.0
- In this testcase the object detached from the heatbed at one of the critical heights with lots of pullbacks. But the there was no jam. This is the first significant difference the E3D-Nozzle has brought.
I am currently printing the same part with rafts. The Filamantum Cristal PLA has notoriously bad adhesion.
While writing this the support material cames of this time. This time I think it is an underflow. So I go back to higher temps 230° without reducing the flow.
- 230°
- Flow 1.0
Other things I noticed:
- he filament loading is still from perfect. This will surely be due to my handcrafted PTFE-tube for the hotend. I am still looking for a tool to carve the 60° entrance properly. I will go for these centering drills but I fear that I will damage the inside of the tube with them. So I will print me a tool where one side the PTFE goes in and on the other side the centering drill enters. Basically it is a block with two cylindrical holes.
- The idler pivot has quite some slack. Since it is only countered by a single screw and spring there are IMHO to much degrees of freedom to guide the filament in any case cleanly into the hotend PTFE-Tube. Are there any better designs known?
Cheers
Volker
RE: Filamentum PLA Cristal Clear: Mid-Print no more layers
@all good news!
Today the new thermal paste arrived. I reassembled the hotend and the outcome is fantastic!
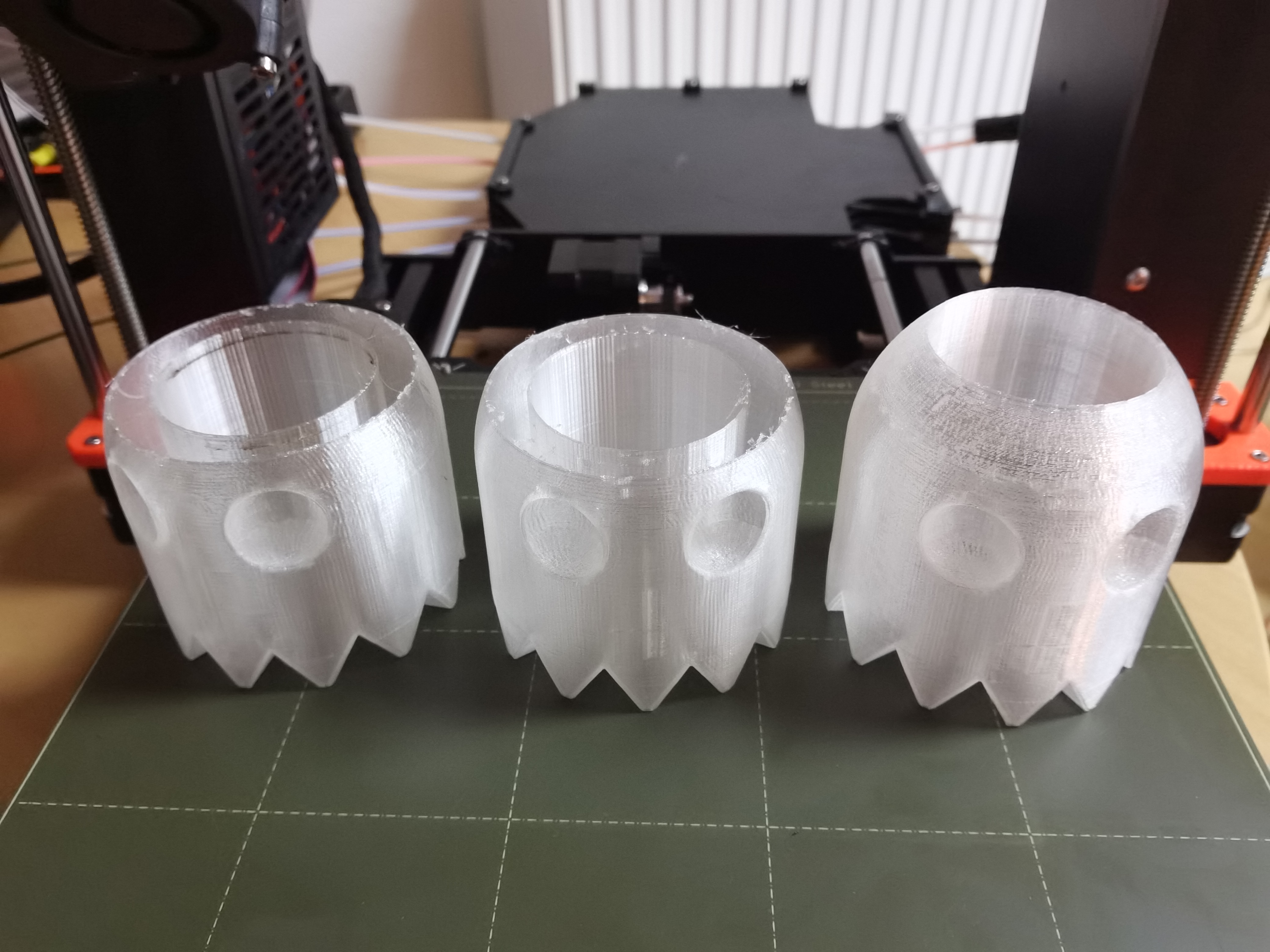
Some may remenber the failed prints in the back from my former post in this thread. I reiterate the paramters for sake of consistency (Back left to right)
- Original prusa slicer setting for Filamantum PLA (Temp 210/60)
- Added temp 10 degrees (Thank you @john-t13)
- Added temp 10 degrees and reduced retraction from 0.8mm to 0.5mm. (Thank you @gerardo-w)
- Added temp 20 degrees and reduced retraction from 0.8mm to 0.5mm. Also changed infill to 100% to reduce the retractions due to infill.
The new print in the foreground is free of any optimization. It is "Original prusa slicer setting for Filamantum PLA" temp 210/60. The only difference* is the stock E3D nozzle.
This is an impressive example that the findings of @antimix et al. on the V6/E3D nozzle-problem are indeed correct!
(*)Don't get me wrong. There are so many factors involved that from a single success case like mine no great conclusions may be drawn.
But there are additional findings for support :
- There is no clicking in the extruder indicating a filamanet slip any more. The idler was fixed with the same number of screw rotations in all the case above.
- The extruder motor becomes hot (probably 50°) but no longer burning hot.
What I learned in addition:
- Thermal flow/break is crucial! For a test I tried printing without thermal paste. This works well und optimal conditions. But it showed me dramatically the influence of the enclosement. Enclosed not a single print worked.
- Use the best materials and work really clean and precise while assembling the hotend. Use resonable amount of thermal paste! I brushed the paste into the threads and wiped away all excess before drilling it in. There was no spill.
- Do not use a enclosement if you are printing low melting point materials like PLA. In my case the air temperature in the enclosement was at 40-45°. If the stepper and the heatbed add some heat the material in the hotends no longer stays stable. I even tried with more Cooler-Power but it does not really matter how fast you blow air with 45° - you will never get below this temperature.
- The filament flow can be optimized. I am approaching the PTFE configuration @antimix proposed here and my system becomes constantly more reliable. The perfect print shown here was made with a PTFE tube in the hotend handcrafted with a simple carpet cutter and some patience.
Cheers,
Volker
RE: Filamentum PLA Cristal Clear: Mid-Print no more layers
@volker-jaenisch
Thank you for updating your post. I am glad to hear that you were able to print successfully. As far as I can imagine you also spent a lot of time and enthusiasm in reaching your goal. Wow, congratulations.
I wonder if the reassembly of the hot end with the additional thermal paste made the final decisive difference. How about the geometry of the PTFE tube? Did you add the 60 degree chamfer at the entrance and at the exit of the tube? The inner diameter is now 2.3mm right?
I really hope that the improvement you have achieved remains when you start printing with other materials. Please keep us updated.
RE: Filamentum PLA Cristal Clear: Mid-Print no more layers
Dear @gerardo-w!
The achievement that made my day was twofold:
- change the nozzle to the stock E3D
- change the hotend PTFE tube to a 4.00/2.00 one wich I handcrafted with a carpet cutter. This is also a change from PRUSA specifications utilizing 1.85 diameter.
As @antimix pointed out a hotend tube of 2.3mm may be a gain (at least if you have filament bulbs). But on the other hand if you use 2.3 tubes you will impose additional slack in the system. This question we better discuss in an other thread.
How about the geometry of the PTFE tube? Did you add the 60 degree chamfer at the entrance and at the exit of the tube? The inner diameter is now 2.3mm right?
I do not really think that the geometry of the camfers does influence the transport of the filament so much. A good camfer is a good start nevertheless for feeding in the filament.
But the angle of the arriving filament is of more importance. Some filament like Prusament PLA is quite flexible and finds its place between the gears easily. Filamentum PLA is stiffer and likes to escape.
In case of the MMU the angle in which the filament arrives at the gears differs allot with the position of the extruder. IMHO the extruder part for the incoming filament is to narrow to take all of the tension imposed by the PTFE tube delivering the filament.
Also the Extruder-Part above the gears does not guide the filament. This has to be improved.
Cheers,
Volker
RE: Filamentum PLA Cristal Clear: Mid-Print no more layers
Hi Volker,
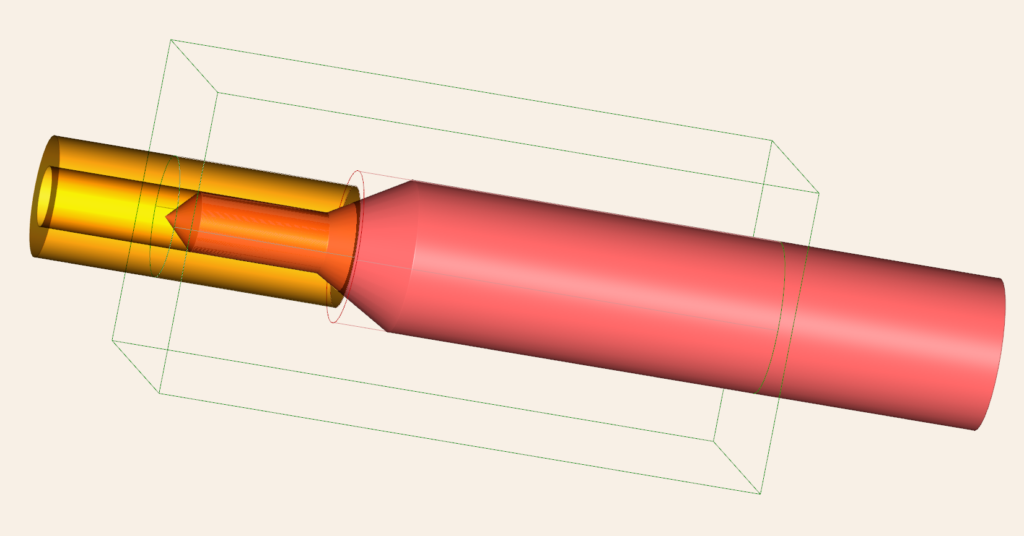
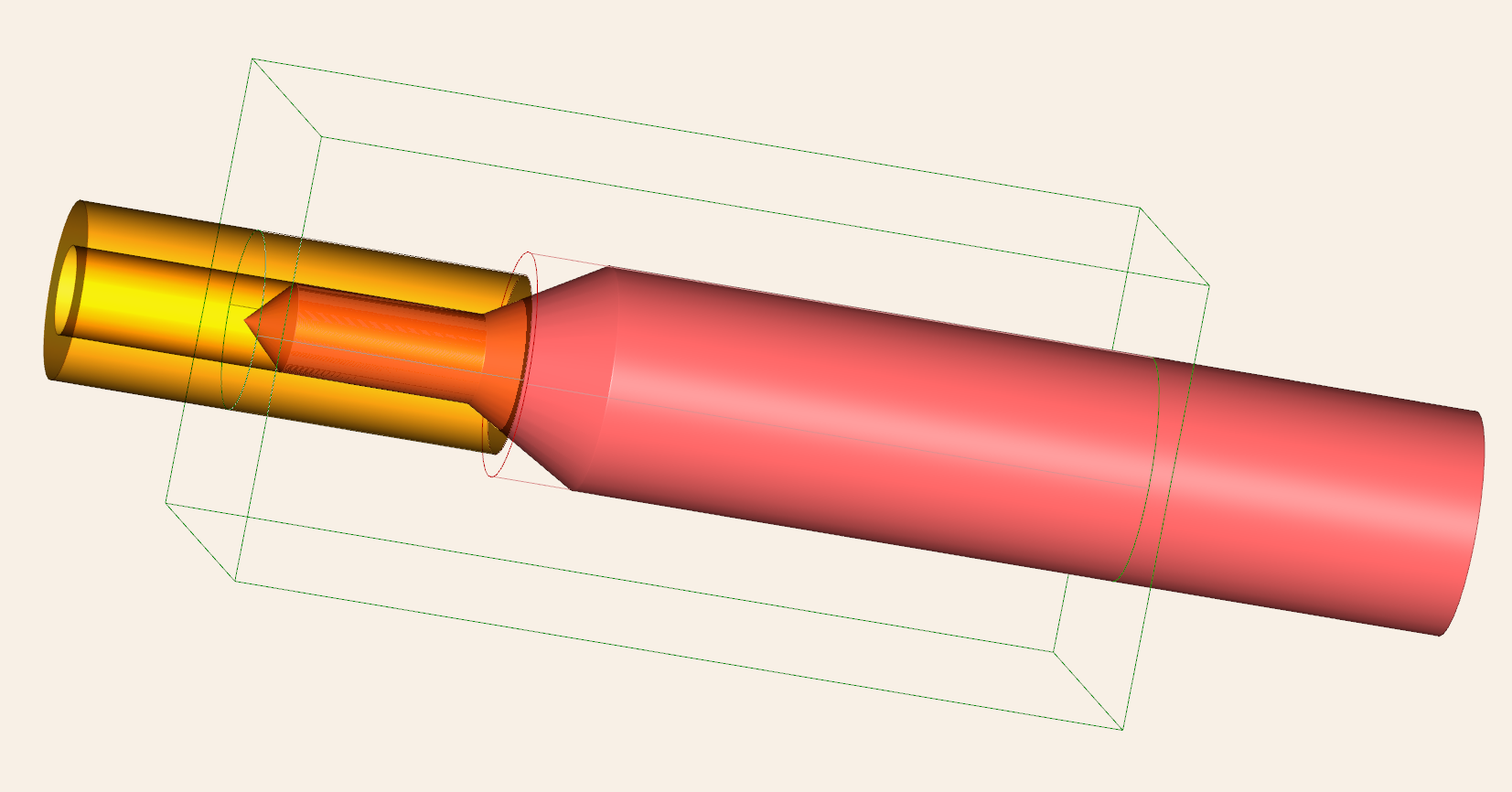
to chamfer the PFTE, I building this tool. It is very usefull.
RE: Filamentum PLA Cristal Clear: Mid-Print no more layers
@antimix
Thanks for this creation. I'm using it to make my own PTFE tubes 😀
Also, thanks for your research into the MK3S heat break and associated fix. It helps people like me and Volker get the most out of our printers. My printing has been trouble free since making the swap to a stock E3D heat break.
RE: Filamentum PLA Cristal Clear: Mid-Print no more layers
...the right one is with your 0.9/230 setup - thanks!