RE: Thanks to the Forums
Good to see you could finish it without to much trouble.
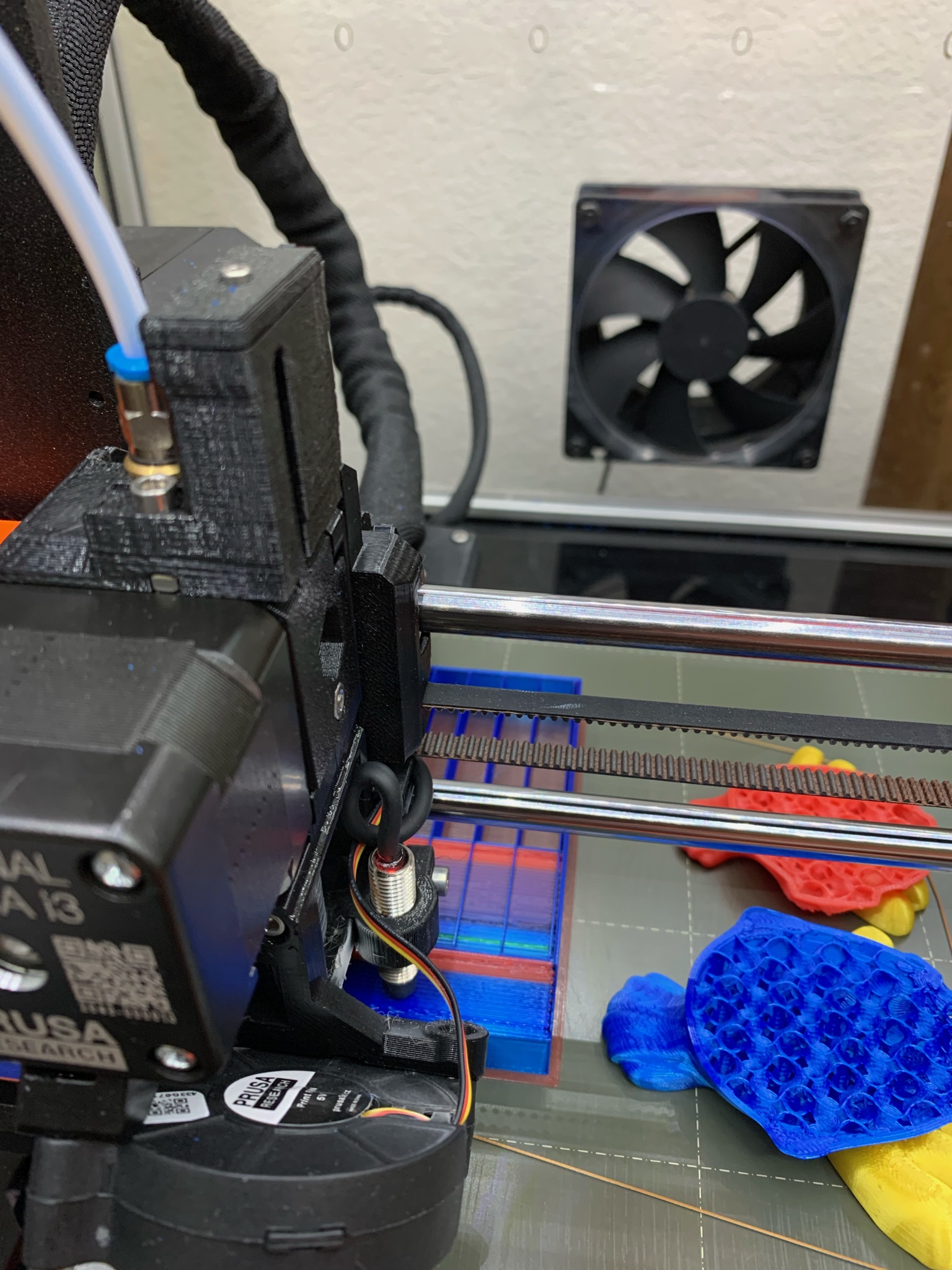
What settings did you use? I used wipe to infill and 30% infill. Your wipe tower is huge compared what I had.(see pic)
I did the print with 0.3 mm layer height, but that shouldn't make much difference for the wipe tower I think. I'd rather put more infill in the the part that I print than waste it in the wipe tower.
Your print looks much better than mine. I gave mine away already, so maybe try again at 0.2 mm layer height.
One of the next mods for me may be getting rid of the wipe tower completely. I did a quick test with a purge bucket, but that is going to be a lot of work and tuning,
RE: Thanks to the Forums
@baklin
I didn't wipe to infill, and I use 200 purge value to make sure I don't get any bleed. I did slice mine with 2.4 so a lot of the purge tower is sparse. 2.4 builds the purge tower differently than 2.3.1.
I used .2mm since this thing was 1d 9h as it was lol I used 10% infill.
I'm printing it again with the exact same gcode but different colors just to test the new ptfe tube layout. So far so good though.
who would have thought the darned idler bolts were the problem.
Here's what they ended up looking like after adjustment
Flush with plastic

Tip flush with nut.
RE: Thanks to the Forums
I will have to try re adjusting the idlers. I have one or two filaments that sometimes give me a load error.
I can imagine that to much tension can mess up the tips after unloading.
RE: Thanks to the Forums
@baklin
it made all the difference for me.
RE: Thanks to the Forums
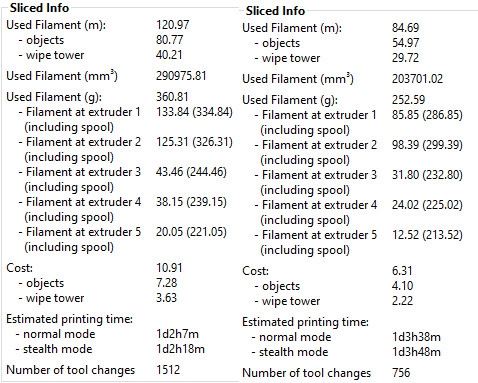
I was wondering about your 1500+ tool changes. I sliced it again with 0.2 layer height and got a lot less.
But when I open the saved .3mf file in PS2.4 and slice, I get the same 1500+ tool changes.
Looks like they need to tweak 2.4 a little. 😉
Here is a pic showing 2.4(left) vs 2.3(right)
RE: Thanks to the Forums
@baklin
I’m also not wiping into infill
RE: Thanks to the Forums
@baklin
I’m excited to see this run finish. It was still going this morning when I left and it had run all night with no interventions
RE: Thanks to the Forums
Both are with the same wipe settings. (all settings) Only difference is PS 2.3 vs 2.4.
Like I said, PS2.4 isn't finished and will get tweaked.
I just couldn't figure out why you had that many tool changes. But the more changes the better for testing.
I had the screws on the MMU already flush with the body. But the screws flush with the nut in the door feels very loose to me. The build instructions tell you to start 1.5-2mm tighter. I'm trying the loose setting now and will see how that goes.
RE: Thanks to the Forums
@baklin
I figured more changes was good test also. I’ll post latest .3mf when I get home to see if it’s still 1510 changes. Support said 1mm past bolt at the most. All I know is this is the best this thing has ever worked lol
RE: Thanks to the Forums
heres's the 2.4 .3mf
RE: Thanks to the Forums
so at 71% it started having some minor load errors, but I think the temp for the white filament just needs to be lowered as it's string a little bit in the selector. I think if I do that the print would go through without intervention. but 3 or 4 interventions in 1500 is acceptable. I'd like to move on to some other prints, but this has been instructive and I hope everyone benefited some from listening to the discussion. I have to commend support on this one. I was one failed print from forgetting the MMU altogether.
RE: Thanks to the Forums
After adjusting temp down to 210. No more issues. Yay
RE: Thanks to the Forums
And owls 2

RE: Thanks to the Forums
That has taken some time to get right.
The MMU has a steep learning curve. There are so many things that can be tweaked and have to work together.
This morning I found mine with one of the filaments tangled over the edge of one of the spools. That was some thing I feared could happen with the way rewind spoolholders work. Back to a filament buffer again. That keeps all the filaments contained and unable to tangle up.
This is just a hobby for me and I still enjoy tweaking this system. So far I only have just one failed large print, every thing else worked fine or needed a little help to keep going.
RE: Thanks to the Forums
@baklin
yeah, I've found with full spools you need something that buffers. the sunlu filament dryers work well for this in my experience. nice long ptfe tubes to guide the filament being retracted back into the holder.