Slic3r Prusa Edition 1.41.0 (final release)
There is a new release! Ready to test the redesigned supports at Slic3r PE 1.41.1-beta? 😎
https://shop.prusa3d.com/forum/general-discussion-announcements-and-releases-f53/slic3r-prusa-edition-1-41-1-beta-t24858.html
---
Hi guys,
brand new Slic3r Prusa Edition 1.41.0 is out! In this release we will focus on the upcoming Multi Material 2.0, continue improving the graphics (UI) and implementing accurate time estimate. Note this is a final release for all users. 😎 Slic3r PE 1.41.0 is included in the Original Prusa Drivers 2.2.0.
What is new?
Current release - Slic3r Prusa Edition 1.41.0
This is a final version, which includes features and bug fixes introduced in alfa and beta releases, more info below
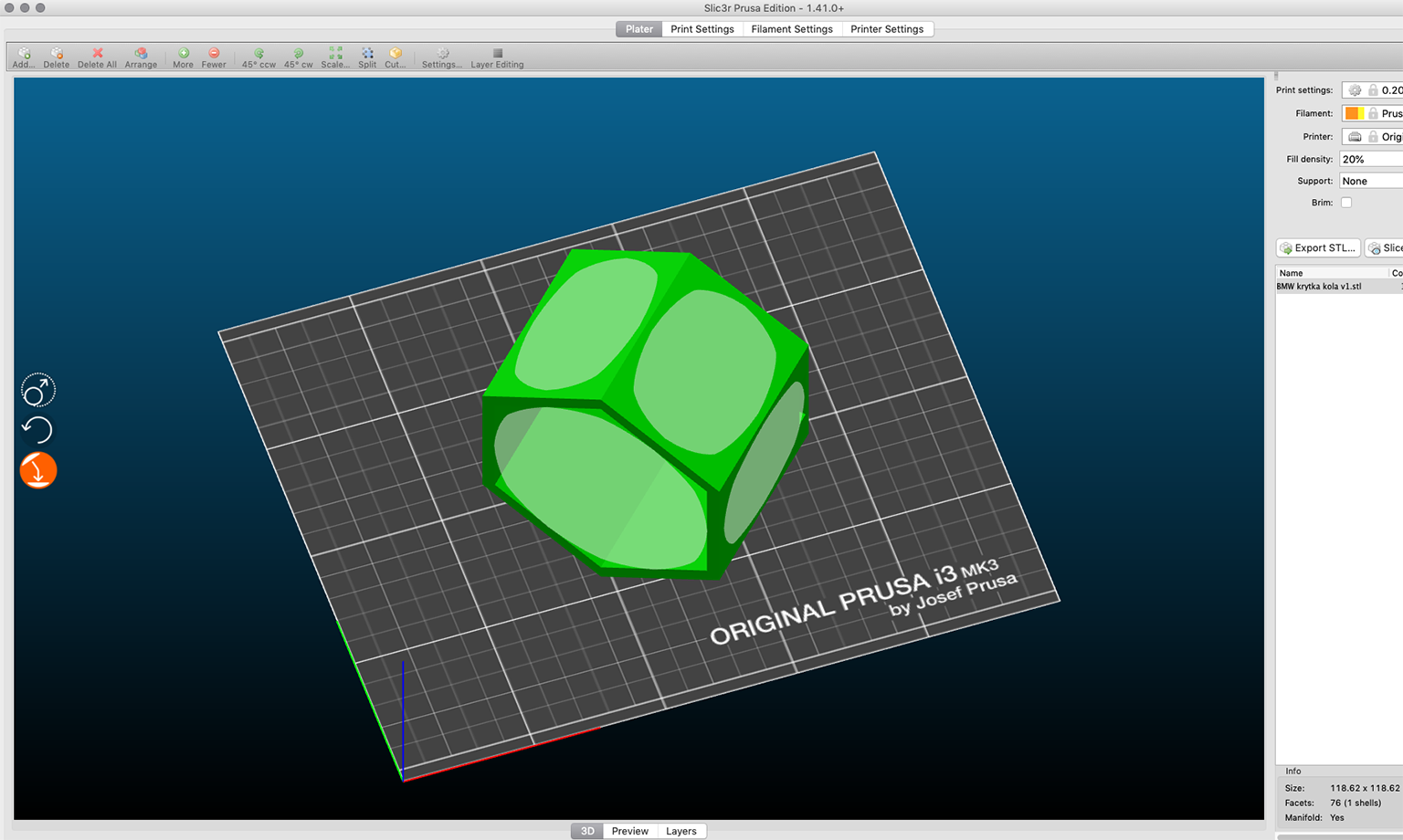
>> Place on the face - new feature, which enables you to select a face (surface) of the object, which will be in contact with the heatbed. Slic3r then rotates the object accordingly.
Duet / Reprap firmware upload functionality was ported from upstream by @mloidl
>> Bug fixes - there are some bug fixes in this final release, see the complete changelog on the GitHub
---
Previous release - Slic3r Prusa Edition 1.41.0-beta
>> Time estimates - in order to calculate print time estimates for the MMU2 Slic3r PE was updated with several new parameters, including filament load/unload times, which happen in the MMU2 unit. New Prusa3D specific G-code (M702 C) was introduced to unload the last filament at the end of print.
>> Minimum initial purge - to further improve the quality of the "wipe into infill" or "sacrificial object", a new parameter is introduced. After each tool change, the initial purge is done in the wipe tower to stabilize the filament pressure.
>> Improved wipe tower - the point of origin was moved from the centre to the top left corner, as a result, the tower will grow and shrink at the rear side only. Now, you can place the tower closer to the printed object and minimize travel times of the extruder.
>> Improved waste tower preview - the real size of the waste tower is not known until the model is sliced and this might be an issue while placing it. Starting this version of Slic3r PE the waste tower has a zigzag line indicating a direction to which the tower may grow or shrink.
>> Bug fixes - there are several bug fixes in this beta release, see the complete changelog on the GitHub
---
Previous release - Slic3r Prusa Edition 1.41.0-alpha3
1. Multi Material 2.0 upgrade
Our latest hardware upgrade for the Original Prusa i3 MK3/MK2.5 brings new features, which will be adjustable in the Slic3r PE. Starting with this release we will include filament and printer settings for the MMU 2.0. Experienced users can go a little further and if needed adjust settings like:
- Filament settings: Advanced -> Number of cooling moves, Speed of the first/last cooling move
- Printer settings: Single extruder MM setup -> Extra loading distance
2. Wipe into infill and/or into a sacrificial object
One of the most requested features was the ability to wipe (clean) the filament into the printed object and therefore lower the amount of the filament used on the wipe tower. Please keep in mind, the wipe tower has to stay, at least for now. Although, it will be much smaller, than in the previous version.
Reasons for keeping the wipe tower are following:
- Ramming - rapid change of the filament, which is needed to shape the end of the unloaded filament (prevent strings). This process requires high speed and to ensure high quality of the printed object, this has to be done "outside" the printed object
- Purging - initial nozzle pressure stabilisation has to be also done using the wipe tower
- Not enough space - for smaller objects with lots of colour changes, the internal infill might not be enough
Our developers have implemented two new wiping methods:
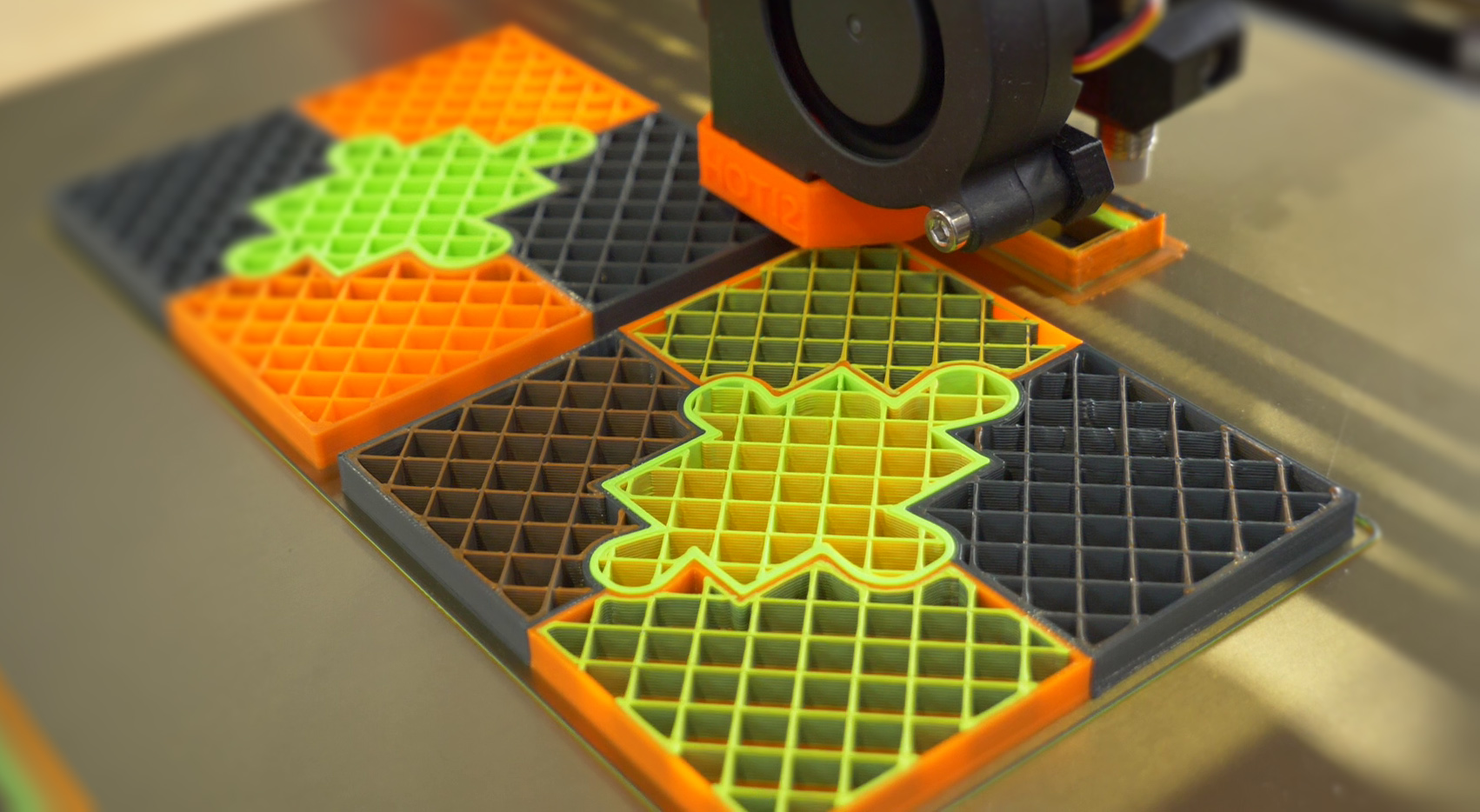
A) Wipe to infill (purge to infill) - the first and most requested solution is to use the object's infill. At each layer, the perimeters are done with the correct colour and the colour change is done inside in the infill. You won't be able to recognise this technique unless you cut the printed object in half. In case your object has lots of colour changes with a small amount of infill, this way of wiping becomes insufficient and as a result, the printer has to use the wipe tower more often. Also in the case of translucent materials or less than 3 perimeter wall, we recommend using different wiping method.
B) Wipe into a sacrificial object (purge to object) - the second method brings a different approach to wiping the colour during the filament change. You need to place a second object on the heatbed with sufficient volume to clean the colours. It means you don't have to use the same object (same size and shape). As the name suggests this second object will be sacrificed in the name of the first one. What it means, is that the printer doesn't care, whether the colour change is at the perimeter or in the infill of the second object. In the end, the first object has all the colours as designed, but the second one is... well, colourful 🙂

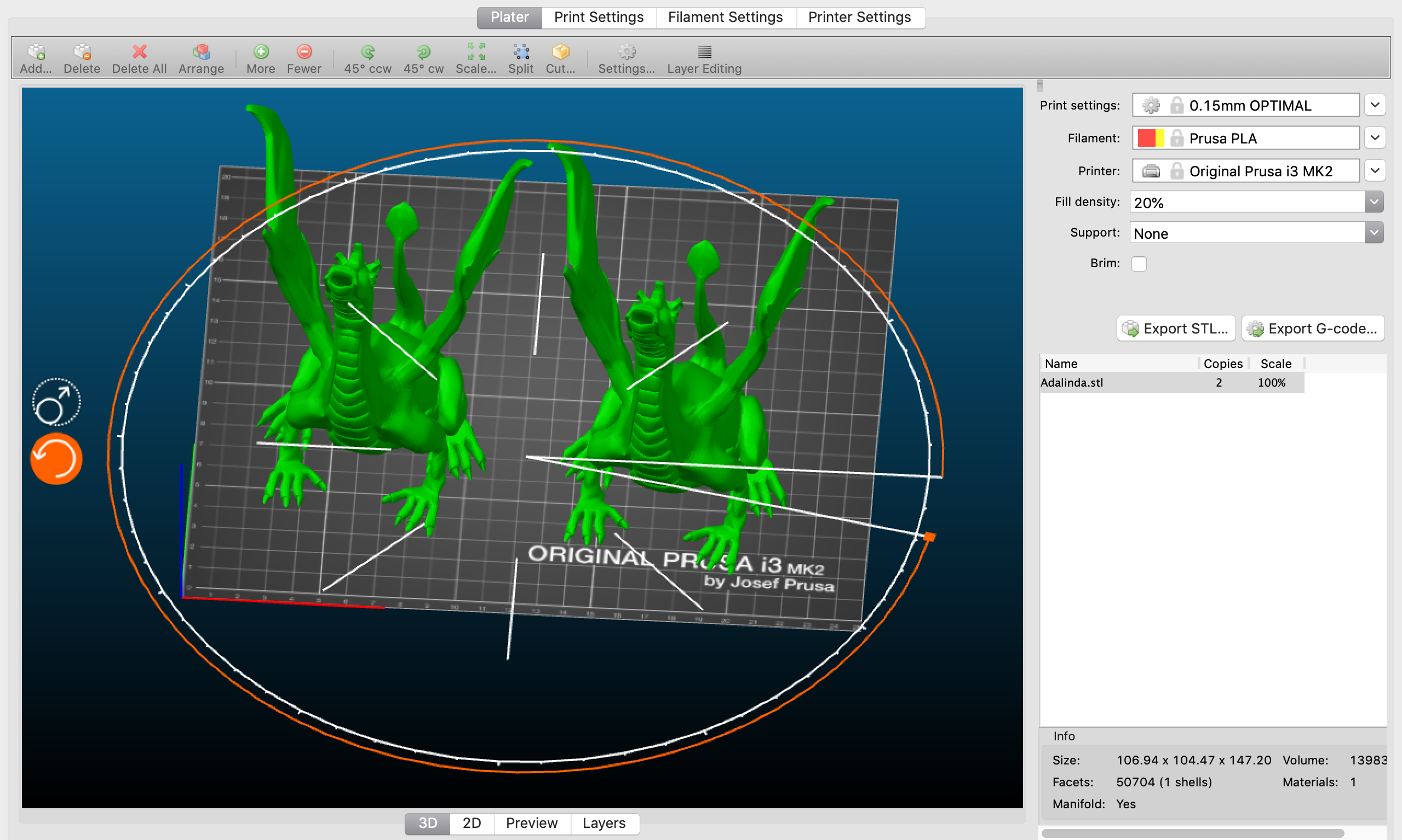
3. Reworked object arrangement:
Arranging objects on the heatbed seems pretty obvious for the user, but for the software engine, it is a quite complicated process involving lots of calculations. Previously implemented automatic arrangement is replaced in the current build by a brand new one, which is based on papers referred by svgnest.
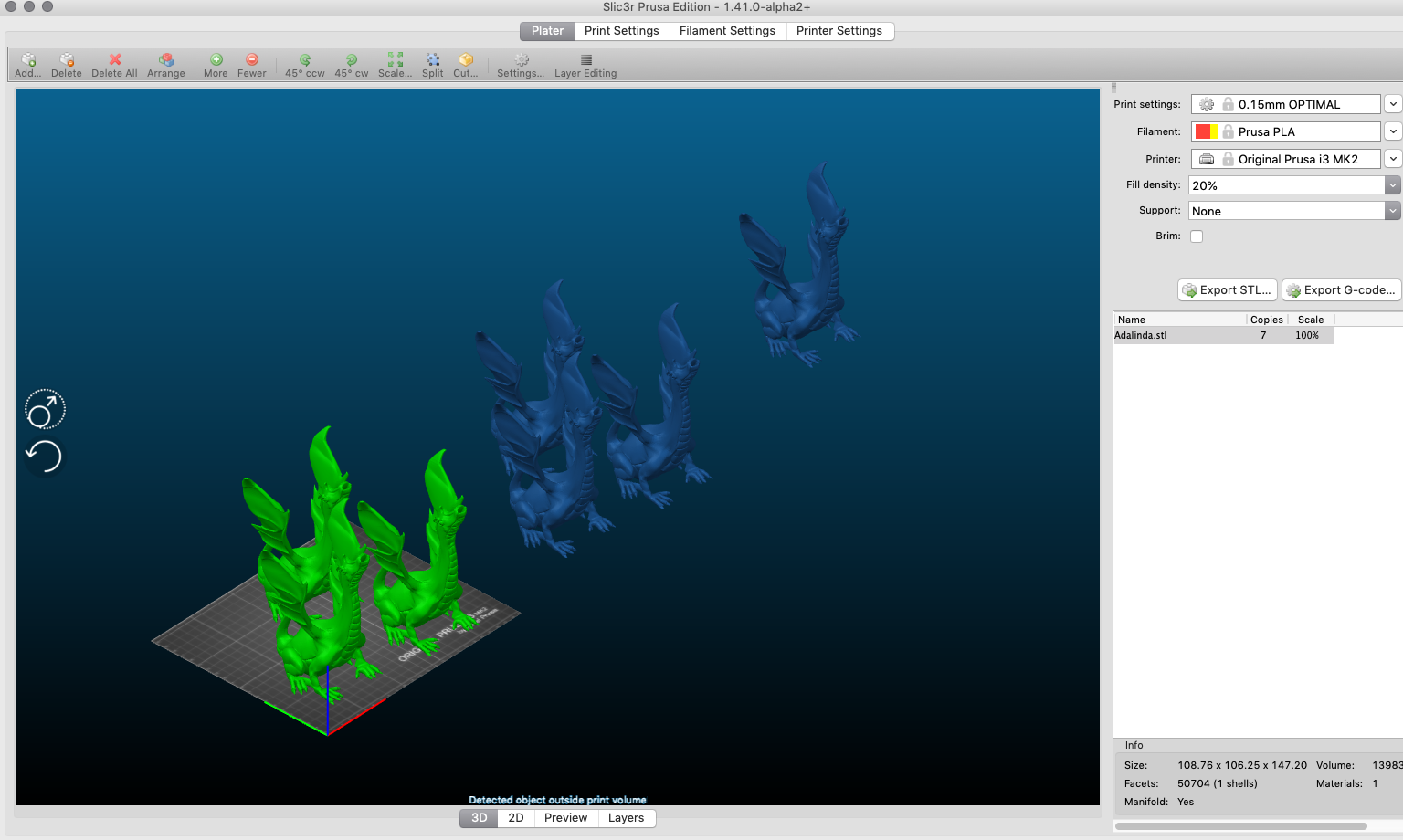
The new arranging algorithm is way smarter compared to the old one. While auto-arranging the objects on the heatbed, those which do not fit, are not placed all around, but on a virtual heatbed(s) to the right. Also those objects are not sliced, saving the overall time. Still, there is a room for improvement, as we would like to teach this system to use concave corners and cavities of other objects.
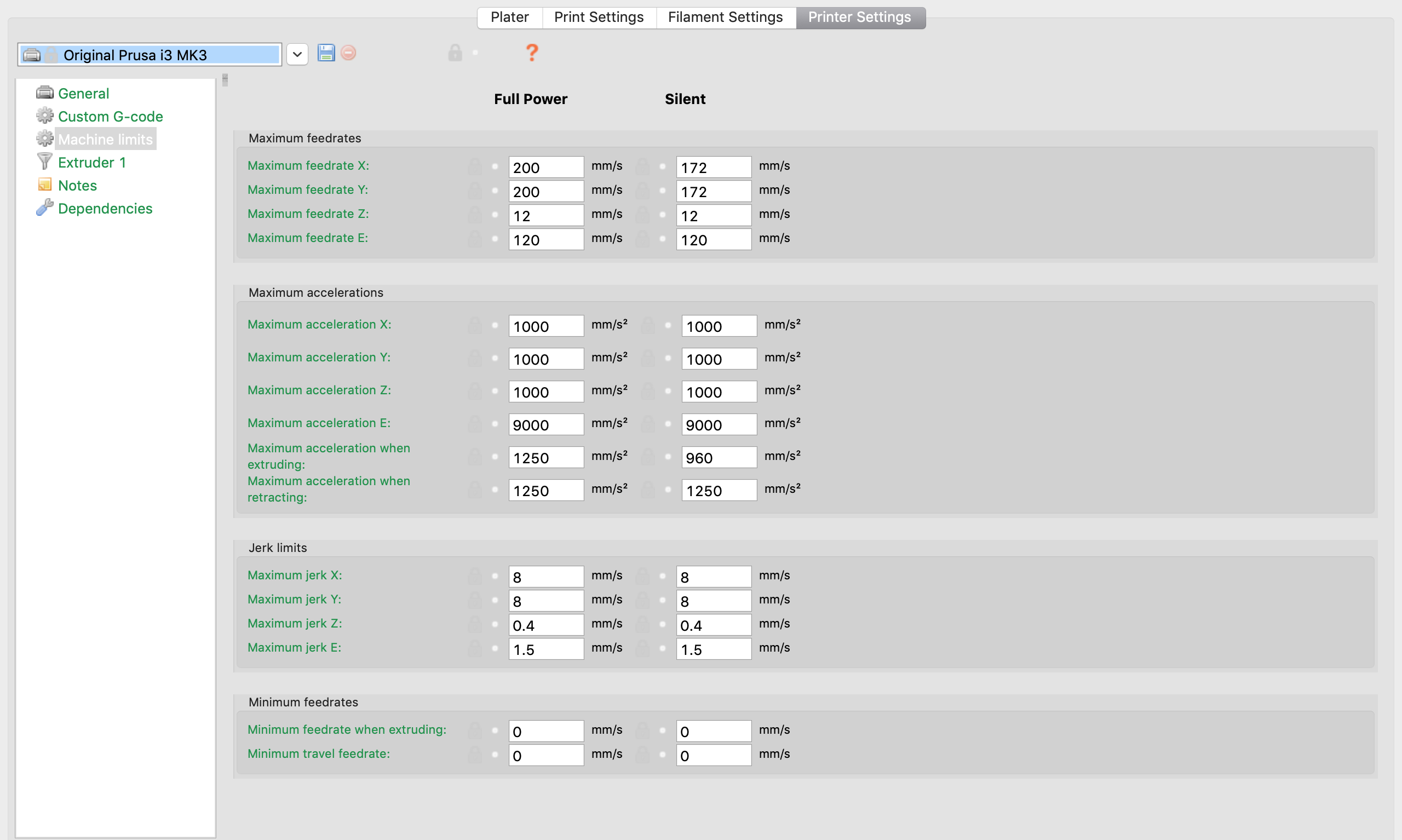
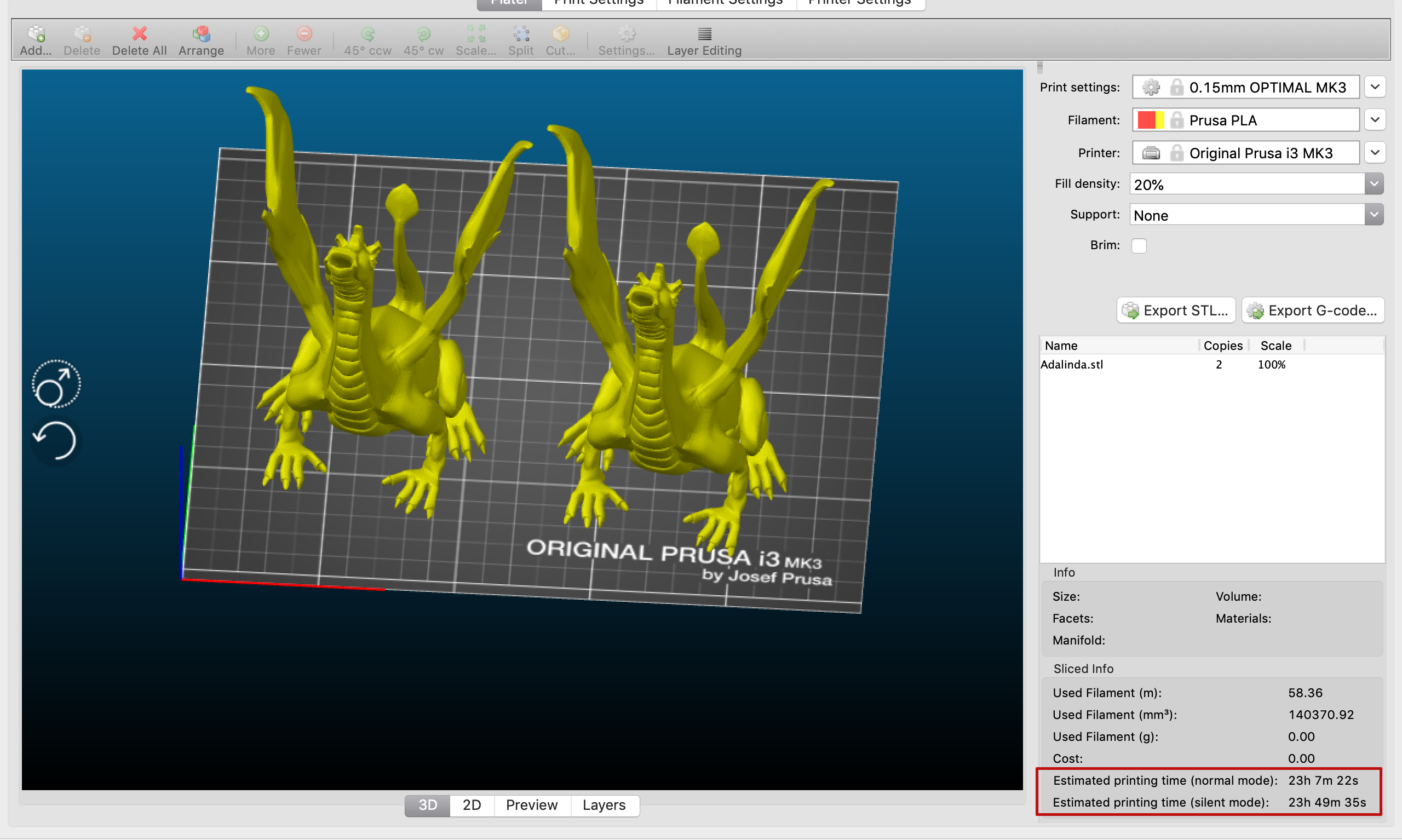
4. Accurate time estimate for the stealth (silent) mode
Original Prusa i3 MK3 can operate in two modes. The "Normal" one gives the printer full power so the printer can print up to its maximal speeds. In the "Stealth" mode the printer has limited power and speed to achieve silent operation. However, this affects the overall performance and prints take longer. Until now, Slic3r PE was estimating time only for the Normal mode, but starting this release it takes into account also the Stealth mode, therefore the time estimate is counted twice. To make this work, make sure you update to the latest print settings 0.2.0-alpha.
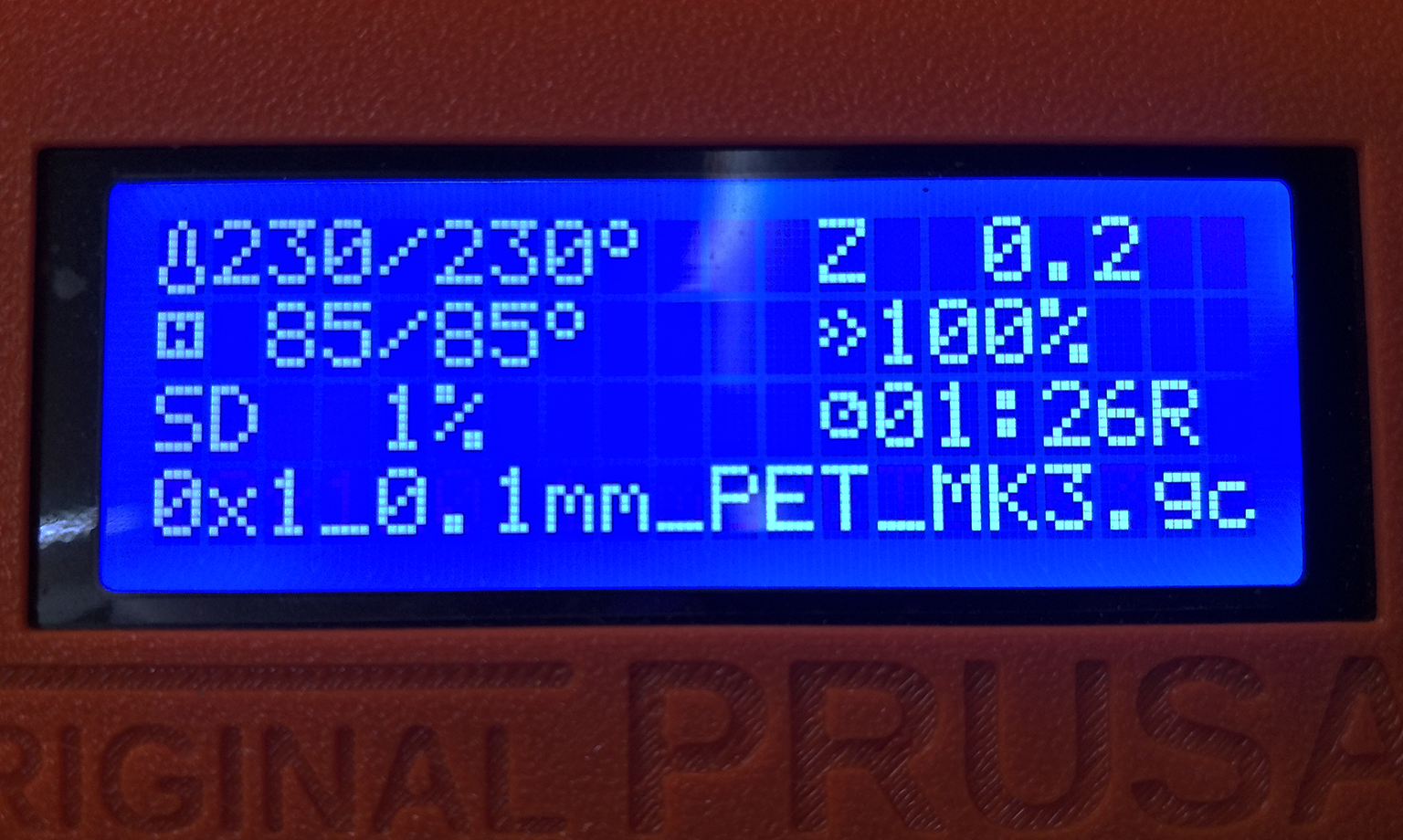
5. "Remaining time to finish" feature implemented
The second most wanted feature from our user base was the option to display, how much time remains to finish the print. Starting this release of Slic3r PE a new M73 code is added and the printer will inform the user about the time remaining. This value is refreshed every minute and works both for the Normal and Stealth (silent) mode. Please note you need firmware 3.3.0 or higher.
The format of the new M code is the following:
M73 Pxxx Qxxx Rxxx Sxxx
where P is the percentage of the total time already printed in normal (aka full power) mode, R is the time remaining for normal mode in minutes, Q is the percentage of the total time printed in the stealth mode, and S is the time remaining to the end of print in the stealth mode.
6. Rotation & scaling of the object
As Josef already mentioned, PrusaControl and Slic3r PE will merge into one ultimate slicing tool. Our developers had started porting the useful features from PrusaControl to Slic3r. In the previous release we introduced the texture for the heatbed and in this release, we are adding tools to manipulate the object(s). You can rotate them around Z axis and scale them uniformly. Other features from PrusaControl will be added in the next release.
7. Profiles stored in the AMF/3MF/Config files
This feature was partly implemented in the previous Slic3r PE release and starting this release the profile names and profile dependencies are stored in the AMF/3MF/Config files. Once the AMF/3MF file is loaded, the stock (factory) presets are reactivated, if their values are still equal to the parameters stored in the AMF/3MF file (for example 0.20mm FAST for the MK3). If some of the parameters differ, the name of the original profile is mentioned in the name of the loaded profile, while the link to the system profile is correctly maintained.
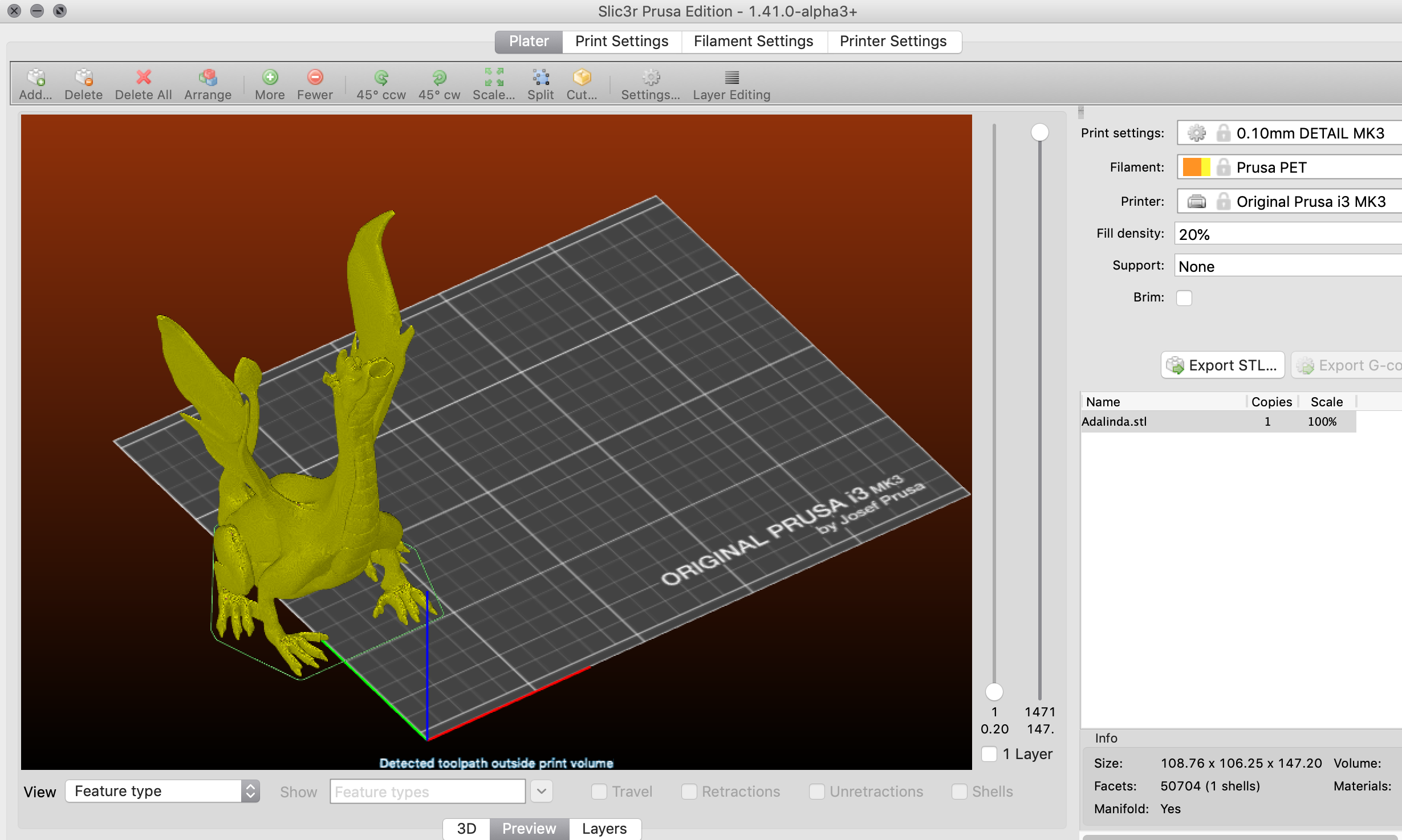
8. Upgraded "out of build volume" detection
Starting Slic3r PE 1.40.0 we introduced a check, whether the object is larger than the build volume. It the latest release we are upgrading this feature, as the previous one didn't take into account the auxiliary extrusions (supports, brim, skirt and wipe tower). As soon as the slicing is finished, this check runs again and in the Preview tab, the background will turn red if any part of the printed model is out of the build volume.
9. "2D platter view" removed
Starting this release the 2D view tab is removed as it was incompatible with all the new features.
10. Bug fixes
- Added tool tips over the preset combo boxes at the Plater (works on Windows and Linux)#960
- Fixed a crash in Slic3r 1.40.1 when opening the Help -> System Info dialog #1034.
- Fixed an issue when saving a modified profile, which originated from an AMF or 3MF file #1035.
- ... and many others, see the full changelog
---
Supported printers:
Original Prusa i3 MK3
Original Prusa i3 MK3 Multi Material 2.0 (new)
Original Prusa i3 MK2.5
Original Prusa i3 MK2/S
Original Prusa i3 MK2/S Multi Material 1.0
Download link:
prusa3d.com/drivers (recommended)
https://github.com/prusa3d/Slic3r/releases/tag/version_1.41.0 (direct link)
Full changelog:
1.41.0-final https://github.com/prusa3d/Slic3r/releases/tag/version_1.41.0
1.41.0-beta https://github.com/prusa3d/Slic3r/releases/tag/version_1.41.0-beta
1.41.0-alpha3 https://github.com/prusa3d/Slic3r/releases/tag/version_1.41.0-alpha3
1.41.0-alpha2 https://github.com/prusa3d/Slic3r/releases/tag/version_1.41.0-alpha2
Please report any bug here:
https://github.com/prusa3d/Slic3r/issues
We look forward to your feedback!
Disclaimer: Please stay on topic. Any offtopic questions regarding the availability of the MMU 2.0 will result in me removing Haribo bears from your package! 😈
Re: Slic3r Prusa Edition 1.41.0-alpha3
any chance you can make the MMU stuff work even if you don't have a MMU? it could be a pain to change the filaments manually, but I SOO am jonesing for the MMU im willing to do it manualy. ive tried to do it but it just make my printer go nuts.
I have a Prusa,therefore I research.
Re: Slic3r Prusa Edition 1.41.0-alpha3
one thing I did notice.. I could not find speed setting per filament. at least it has temps per filament.
I have a Prusa,therefore I research.
Re: Slic3r Prusa Edition 1.41.0-alpha3
any chance you can make the MMU stuff work even if you don't have a MMU?...
Hi,
only way is to use color-print and make manual change per layer.
Article: https://www.prusaprinters.org/generate-colorprint-gcode-online/
Online generator: http://prusaprinters.org/color-print/
Multiple changes per same layer are impossible without proper electronics. Imagine 4 colours at each layer of 50 mm high object, with 0.2 layer height ... 🙂
Re: Slic3r Prusa Edition 1.41.0-alpha3
any chance you can make the MMU stuff work even if you don't have a MMU?...
Hi,
only way is to use color-print and make manual change per layer.
Article: https://www.prusaprinters.org/generate-colorprint-gcode-online/
Online generator: http://prusaprinters.org/color-print/
Multiple changes per same layer are impossible without proper electronics. Imagine 4 colours at each layer of 50 mm high object, with 0.2 layer height ... 🙂
Well, actually...
If you're thinking of manually switching filament on each layer you could in theory do it. But it would be a huge pain in the butt and there's a very high probability you will mess up and load the wrong color at least once. Depending on the size of the model, you're talking potentially hundreds of filament changes, some of which might have only a few seconds of printing in between. You would be sitting there for the entire print constantly swapping out filaments.
But if you are bored enough to try this, it's pretty simple. In Slic3r under "Printer settings" specify more than one extruder (at least one per color), and use "M600" for the change tool gcode. If you're going to print with more than two colors this way you will need to figure out some way to tell which color to load each time. But this should generate gcode where the printer stops and asks you to change filament each time you have to switch colors.
Re: Slic3r Prusa Edition 1.41.0-alpha3
100% you can print as a manual MMU and it is a pain in the butt. but it works. at least it gives you a small sample of what the MMU will be like. 100% funky filament change choices.. I had one with just 37 filaments changes and it took FOREVER to get them right. trying to see if I can and something in the code that would say what extruder its set to. but I might just wait. changing filaments so much seems to do funky things with filament pressures. and it also pauses at odd times close to the print. kinda melting it abit the nozzle sometimes stops right at print level. but still works. you gota be fast to pull the filaments out too.
I have a Prusa,therefore I research.
Re: Slic3r Prusa Edition 1.41.0-alpha3
I think for now I will just enjoy 2 color printing. anything above that gets insane. or plan so what material is next is obvious. is awesome it works. slicer practice for the MMU
I have a Prusa,therefore I research.
Re: Slic3r Prusa Edition 1.41.0 (currently beta)
Hi guys,
there is a new build Slic3r Prusa Edition 1.41.0-beta, see the first post for more
Direct download link
https://github.com/prusa3d/Slic3r/releases/tag/version_1.41.0-beta
Re: Slic3r Prusa Edition 1.41.0 (final release)
There is a new release! Ready to test the redesigned supports at Slic3r PE 1.41.1-beta? 😎
https://shop.prusa3d.com/forum/general-discussion-announcements-and-releases-f53/slic3r-prusa-edition-1-41-1-beta-t24858.html