Clean nozzle ALWAYS
I had once I a while print errors when the nozzle got "dirty" doing print-start-synchronization, simple because some filament was dripping out of the nozzle.
I finally found a solution:
And this gcode in the start G-Code section in slic3r
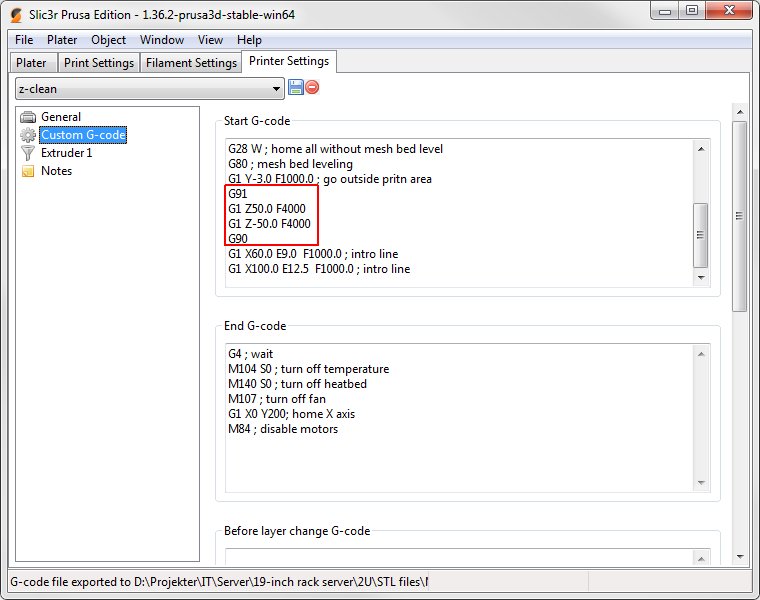
Now the print head will quickly raise 40mm and down again, time for you to clean the nozzle just before the actual print is started
Any improvement/correction to the code?
Re: Clean nozzle ALWAYS
Well, it seems that you are attempting to dig the nozzle into the bed,...
Printer uses absolute coordinates, and Z-50 is 50.15mm lower than the nozzle should go.
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Clean nozzle ALWAYS
personally I would add a G4 S10
between raising and lowering the nozzle.
this would give you 10 seconds of time to clean the nozzle.
and maybe even a M300 S440 P1000
before the G4... which would give you an audio signal (440 Hertz @ 1 second) to remind you cleaning up the nozzle.
dem inscheniör is' nix zu schwör...
Re: Clean nozzle ALWAYS
personally I would add a G4 S10
between raising and lowering the nozzle.
this would give you 10 seconds of time to clean the nozzle.
and maybe even a M300 S440 P1000
before the G4... which would give you an audio signal (440 Hertz @ 1 second) to remind you cleaning up the nozzle.
Jeff, is that because you sleep a lot??? 😉
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Clean nozzle ALWAYS
Hi Peter
Okay, then the printer firmware makes a correction because it working very well 🙂
The G91 and G90 does control if the position is absolute or relative.
I thought this code would lift the head 50mm and then lower it 50mm?
Re: Clean nozzle ALWAYS
I didn't add any "pause" on purpose, as this will give the filament 10 seconds to flow out of the nozzle, which again need "cleaning"....it's very important that the nozzle start printing right after clean
Nice G-code for the sound 😉
Re: Clean nozzle ALWAYS
Jeff, is that because you sleep a lot ???
😆
Thomas
Re: Clean nozzle ALWAYS
Brian
There is something you could do to prevent the problem (which is probably why I don't have the problem) and that is to heat the nozzle to 170 degrees before homing and then to print temp after (or during) G80 and then straight into the priming line.
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Clean nozzle ALWAYS
....chrrzzzp ... ratzepüh.... bzzzzz...
dem inscheniör is' nix zu schwör...
Re: Clean nozzle ALWAYS
i think i'm using a simpler solution -
add G1 Z197 F900 to the end script .
this way , when print is finished , your nozzle is moving all the way up . that gives you plenty of time to clean when starting the next print .
Re: Clean nozzle ALWAYS
i think i'm using a simpler solution -
add G1 Z197 F900 to the end script .
this way , when print is finished , your nozzle is moving all the way up . that gives you plenty of time to clean when starting the next print .
As long as your print is not taller than that, yes it would work...
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Clean nozzle ALWAYS
slic3r !!!
Start code :
M115 U3.0.11 ; tell printer latest fw version
G21 ; set units to millimeters
G90 ; use absolute coordinates
M83 ; extruder relative mode
M104 S170 ; Heat Extruder
M140 S[bed_temperature] ; set bed temp
M190 S[bed_temperature] ; wait for bed temp
M109 S170 ; Heat extruder and wait
G28 W ; Home all Without calibration
G80 ; 9-point calibration
M104 S[first_layer_temperature] ; set extruder temp
G1 Z15.0 F100.0
M300 S800 P1000
M109 S[first_layer_temperature] ; wait for extruder temp
G1 Z0.0 F500.0
G92 E0.0 ; Zero extruder
G1 Y-3.0 F1000.0 ; go outside print area
G1 X60.0 E9.0 F1000.0 ; intro line
G1 X100.0 E12.5 F1000.0 ; intro line
End code :
G4 ; wait
G1 X10 Y200 Z205 ; home X axis
G1 Z201
M104 S0 ; turn off temperature
M140 S0 ; turn off heatbed
M107 ; turn off fan
M84 ; disable motors
M300 S1600 P1000

Thomas
Re: Clean nozzle ALWAYS
Hey, Thomas
That looks very much like my "Start GCode"... Check the "+5 degrees for Mk2" comment - that was when I was running both Mk1 and Mk2 printers...
I have developed the start code a lot more now 😉
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Clean nozzle ALWAYS
@ Knickohr,
Does your code allow for nozzle cleaning ?
Re: Clean nozzle ALWAYS
@ Knickohr,
Does your code allow for nozzle cleaning ?
Thing is, with that start GCode, you don't need a "clean" nozzle. It just works. Any material hanging out of the nozzle is soft enough to not matter and it just gets left behind, usually at the first probe point.
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…