unclean overhang printing
I have the problem that I have unclean and torn out print from time to time. I use PETG at 245 degrees and at 0.2 mm in speed mode.
printer: I3mk3S +
PETG
Can anyone help me what I am doing wrong?
Thanks,
Thomas
RE: unclean overhang printing
For these types of issues it is best to ZIP the project file (.3MF) and post it here. That allows folks to examine the print and particulars more closely and will get you a better answer more quickly.
RE: unclean overhang printing
What kind of PETG? 245, for instance, is not hot enough for Prusament PETG.
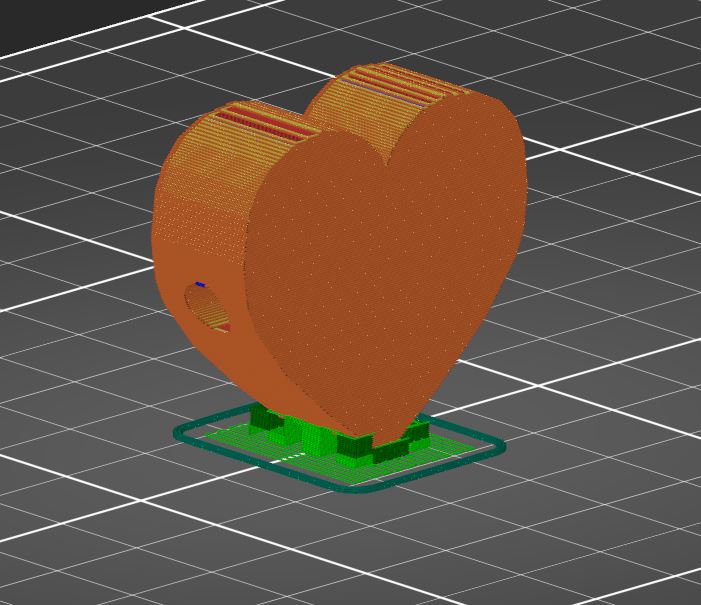
You seem to be trying to print a mondo bridge (you call it overhang). Why is that heart shape suspended in the middle like that? I'd suggest printing it in a couple of parts - or slicing it so you don't need those ... struts?
RE: unclean overhang printing
Thanks for your hints.
i try a higher temperature, i reduce it because of some strings.
The goal is a moveable heart so I print it as one part.
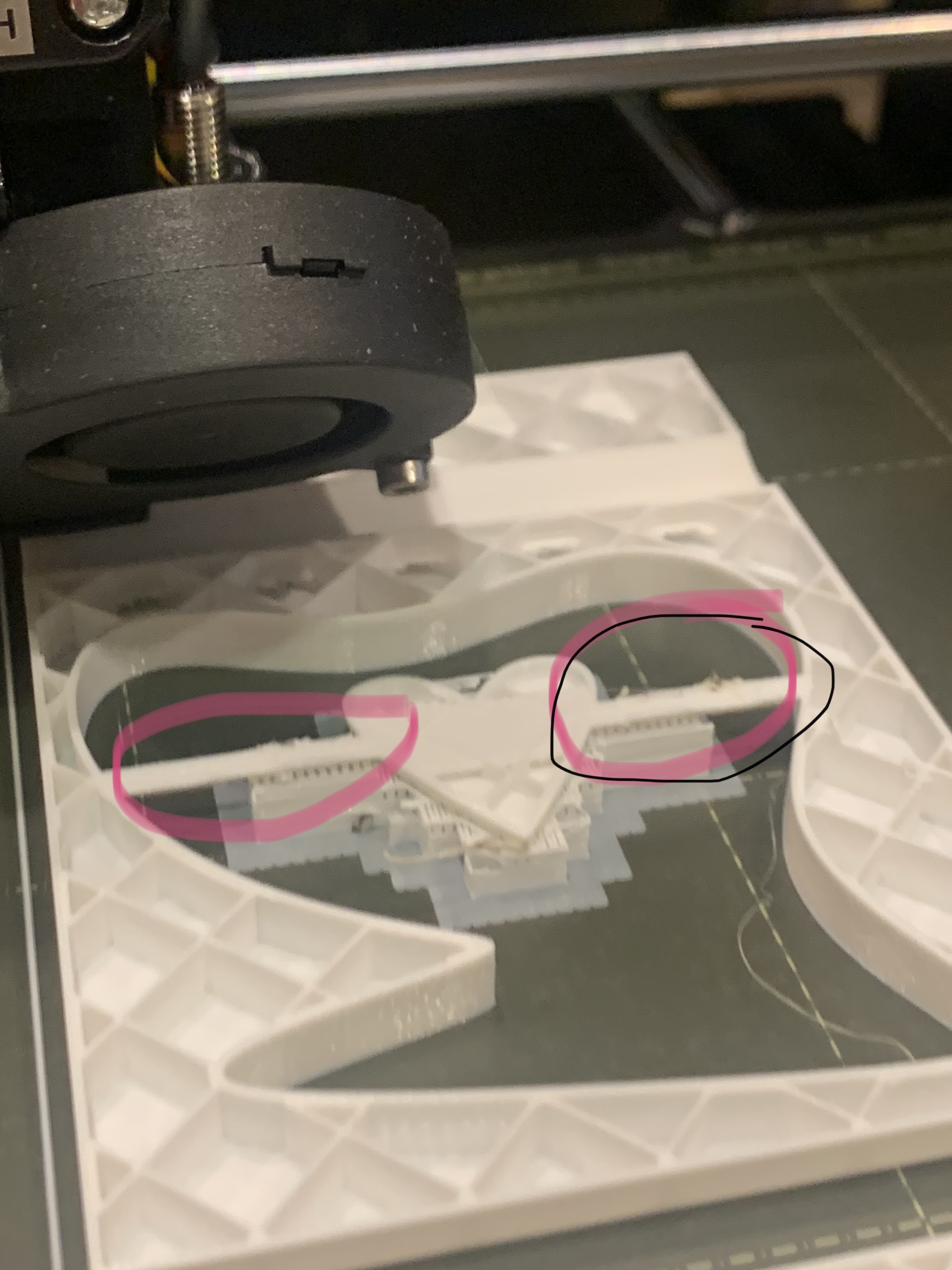
After complete print i get some holes in the top surface:

I chance all settings now back to prusa standard and start again.
Another Problem is the support that Stick to much, how can I avoid that?
The text on the first layer „Meikööö“ seems to be unclean printed, is the bed to hot (90 degree) or the letter to small?

I now startet from scratch with the settings an will post the result with the project here later.
Thank you for supporting me as a beginner!
great community!
Ps.
...This will be a cell phone holder for my daughter 🙂

thomas
RE: unclean overhang printing
... it’s Original prusa PETG...
RE: unclean overhang printing
I see. A movable heart piece sounds like fun - some here would call that "print in place" - which means a three part item would be printed as one item. Those can be tricky - so I'm sure we can get you some more help. As Tim above says, please zip up (add to compressed folder and send us the folder) by uploading it here with the Attach file button below your typing window. The file that will help is the one you saved as 'file/save-project" from Prusa Slicer after you finished slicing it to get the GCODE file that your printer understands.
With that we can see what options are available. I suspect that the part will need to be printed in a different orientation. But let's get a look at the .3mf design file saved by save-project from the prusa slicer.
RE: unclean overhang printing
The holes in the top surface you circled in pink are caused by your infill value being too low. You are printing your top surfaces over the infill. With the low percentage you can see large spacing between the infill lines from one of your pics, your top surface then sags into these gaps and that will ruin your flat top surface. You need to use a higher infill percent or possibly change the infill type in conjunction with that. Also upping the number of top layers would help. But the 3mf would give us better info to go on.
RE: unclean overhang printing
Also - if you want the heart removable, just print it as a separate object. It won't hurt it to be printed directly on the bed and you will avoid the surface destruction that happens printing on a raft.
If - on the other hand - you want the heart to move, that is, rotate on that shaft, change the angle the heart prints at so that the skinny end of the heart is down and almost touching the sheet, then use paint on supports to minimize where support is created. This will make the texture supports create less visible and easier to clean up. -- personally, I'd break it up into three parts: stand, heart, and shaft. Then assemble the final product. You'll get a lot more control over the final result.
RE: unclean overhang printing (solved)
Hello together,
thanks for your advice, i change the temperature higher to 242 for the first layer and 254 to the other layers.
bed temperature is 86 degree first and 90 for next layers.
0,2mm PETG, 15% infill...
i get a excellent print with that parameters 😀
I have printed the heart individually in 2 parts and then glued them together later.
Its totally moveable.
Thanks to you all, your're great!


