Troubles with first layers
Hi everyone the other day I decided to print stand wall take for my skateboard using the slic3r on Linux (I noticed btw that there are few differences from the Windows version for example the default it's using a 0.5 diameter nozzle... And doesn't make that first "brim" to purge the nozzle in the left corner) I have to admit I didn't had time yet to upgrade the firmware of the printer, but anyway I had this trouble with the first few layers and the finishing it's not very nice (I didn't use support material for the whole part because inclinations and radius were gentle and I thought that was fine without, the rest of the settings are the default 3 layers wall and I changed the infill on 25% using the honeycomb shape. I know that usually we have some imperfections but seeing the rest of general finishing and the amount of work that I have to do on sending to smooth the imperfections I believe that could be a solution for that.
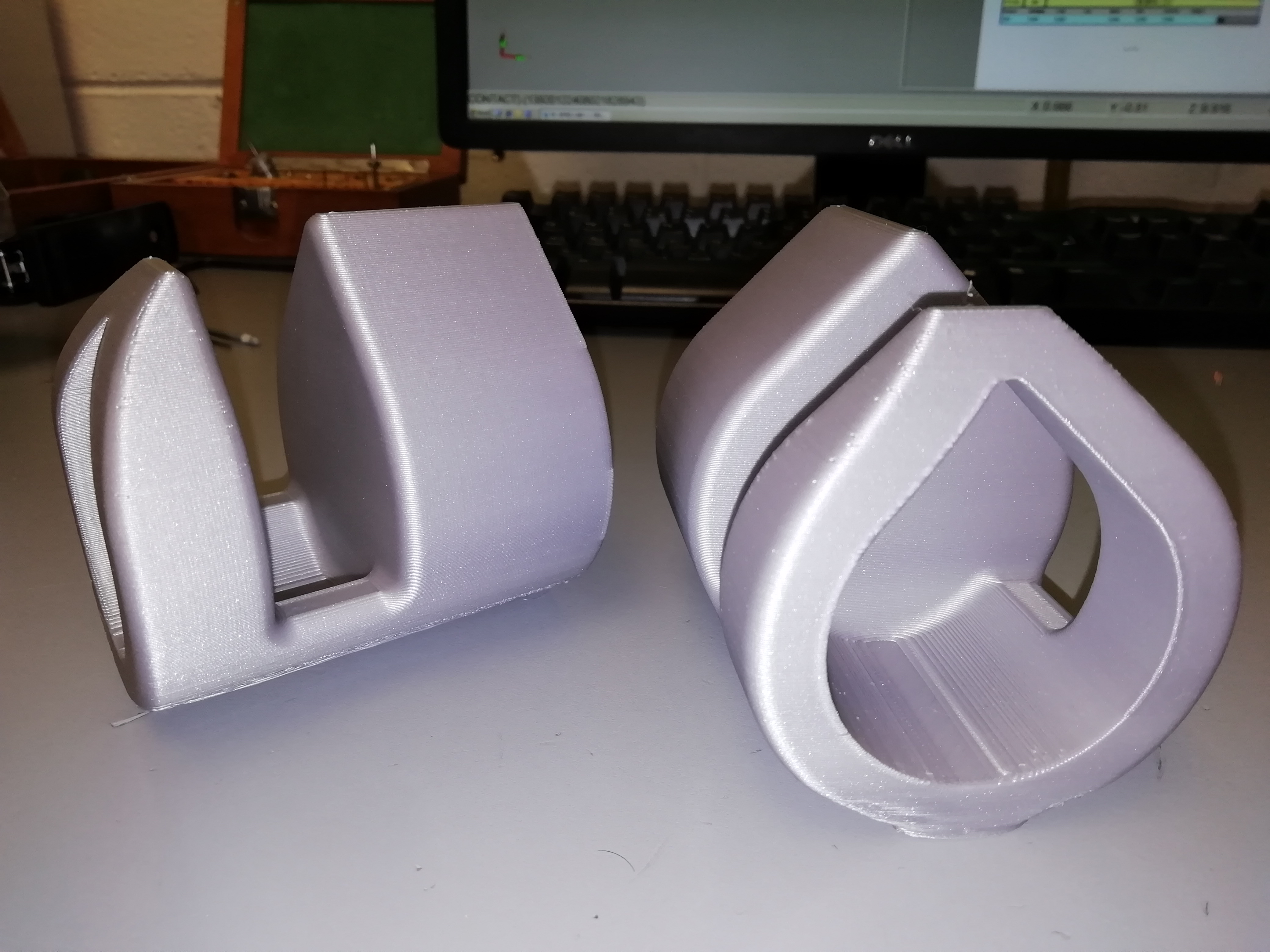
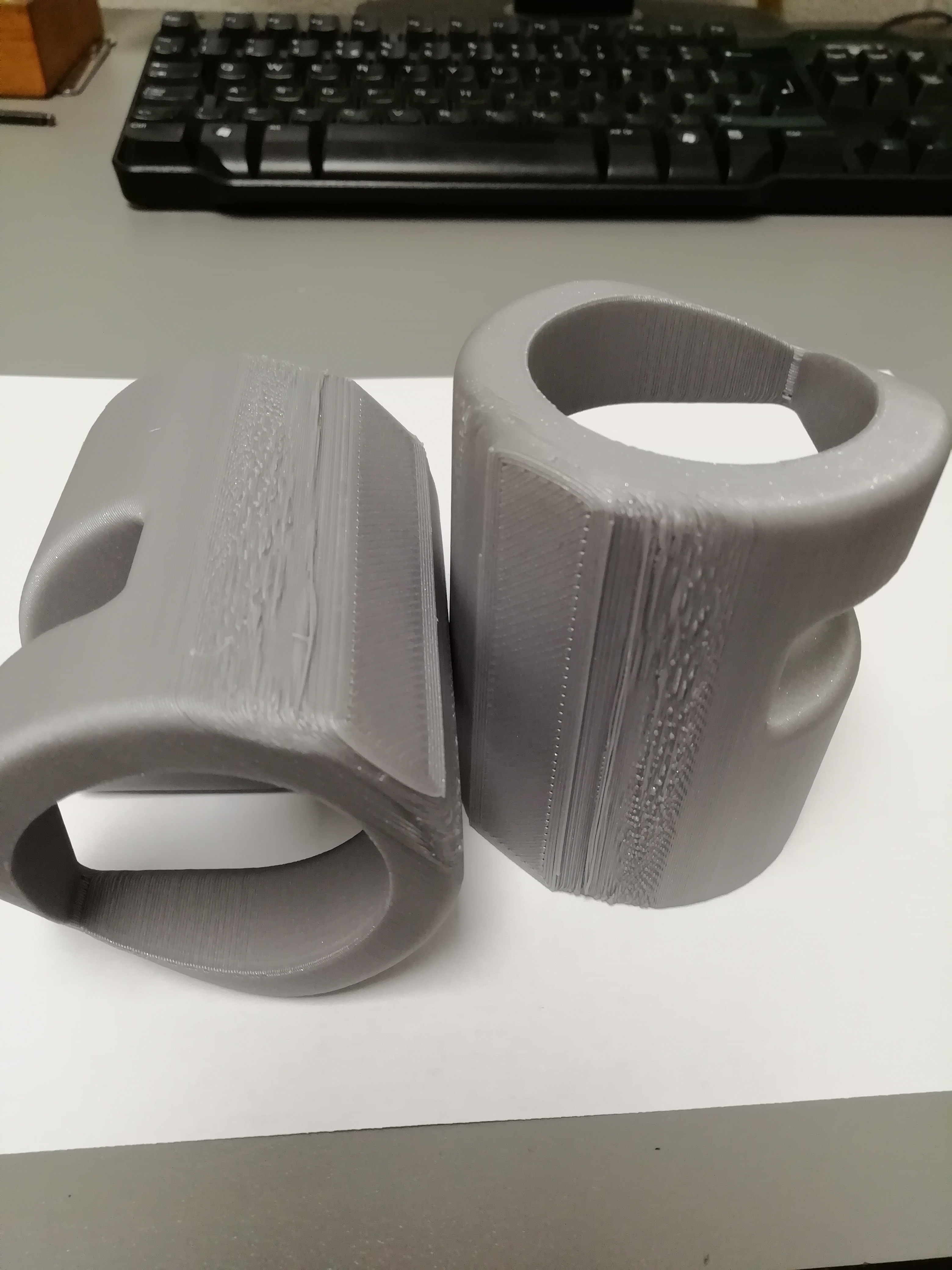
Any way those are the pictures of the parts printed and feel free to tell me your thoughts on what could be the problem.
Re: Troubles with first layers
I forgot to mention the material it's the standard Prusa PLA and from what I could know from my short experience on 3D printing I believe it's not a shifting layers, the other side of the print it's acceptable and there is no sign of "step" where the layer shifted, another mention to say I live in Ireland and it's pretty humid like you imagine... Do you think that could be moisture in the filament?...
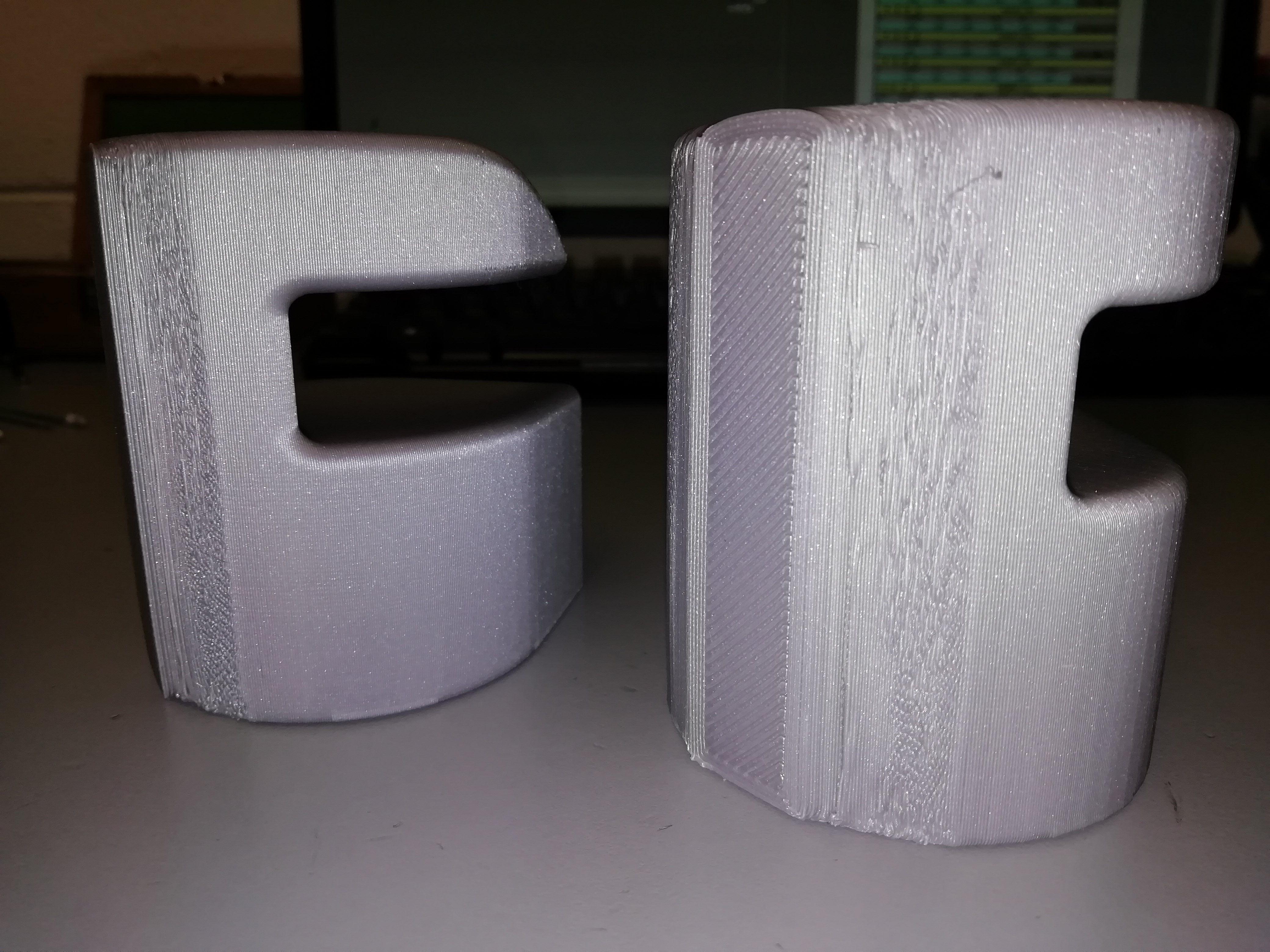
Any way here the picture of the other side of the part.

Re: Troubles with first layers
if you hadn't already, make sure and print it so the part is aligned in the Y direction. cooling from the rear is somewhat weaker depending on what fan shroud you use.
that is a pretty severe overhang, so I'd try turning your bed down to 45 or 50 and/or nozzle temp as well. There's not much material there at the that point in the print to help sink away the heat.
I had a very similar problem with polycarb today where the 2nd through the 5th layers roughly were drooping several because of the overhang being blasted by the 110c bed.
Re: Troubles with first layers
Thank you Curtis! I will try on the next two that I want to print! Do you think that after those first layers I have to raise up the temperature or keep it like this till the end? Because like you could see from the pictures after the first (probably 20-30 layers) the finishing surface was pretty good
Thanks again for your help!
Re: Troubles with first layers
And do not forget the 45-degree rule. Use support material if the overhang is less than 45 degrees.
Bear MK3 with Bondtech extruder
Re: Troubles with first layers
Thank you RHDreambox! I'm aware of the 45° rule, I thought that was ok without the support material giving just a look from the project that I downloaded... I'm honest it's not mine, but I have in mind to modify a bit if I can (still relearning how to use a CAD program) I will double check the radius of the part and be sure that the angle of start it's 45 or more.
Thank you also to you to keep it in my mind that rule, seems foregone but save loads of prints.