Thin walls not slicing
Hello can any one suggest option for slicing this model.
When I slice it it just shows empty base.
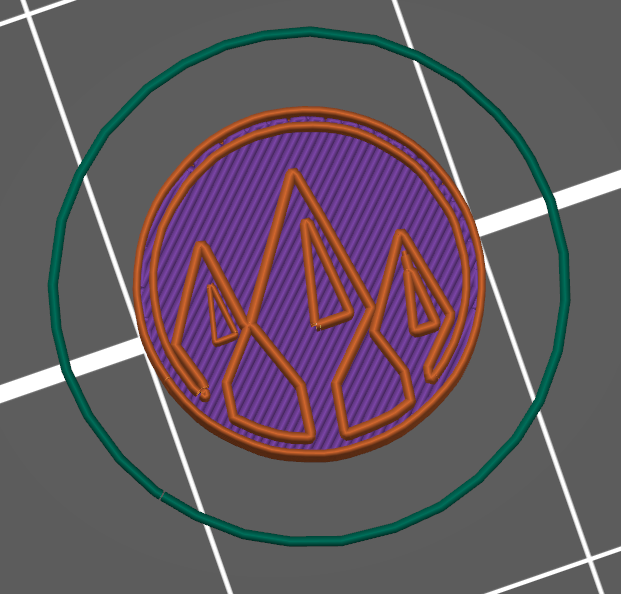
Plan is to fill empty space with color resin and thin wall needed to act as separation and create design.
RE:
@maksp
The link was 404 when I checked however would still be best to have.3mf
Please post a Zipped up .3mf project file exported from PrusaSlicer, and I'll take a look and see if I can help. The .3mf file should be setup as you would when trying to print the part and will allow us to see all the settings as they pertain to the model in your project.
Note: if you do not Zip the file the forum server will not allow it to be posted.
Regards
Swiss_Cheese
The Filament Whisperer
RE:
Updated link to file and adding Zip file token slice
RE: Thin walls not slicing
If you can slice it with a nozzle setting of .2mm then the walls are simply too thin for .4.
I try to give answers to the best of my ability, but I am not a 3D printing pro by any means, and anything you do you do at your own risk. BTW: I have no food for…
RE: Thin walls not slicing
What would be smallest possible and thinnest wall I can print with 0.40 nozzle?
How can I slice it to print with single wall on model like this?
Is there any particular settings without it being vase?
RE: Thin walls not slicing
I had a bit of a look and play...
To me it looks like there is no way you can get this done properly. The perimeters that form the logo are way too thin in the model. What I tried is:
- repaired it with Meshmixer (it had quite a few open triangles)
- set "Extra Perimeters" and "Detect thin walls" to true
With that it sliced the logo walls at least partially, but was still missing bits.
Setting the extrusion width to the calculated defaults (default and perimeter set to zero) didn't change either.
Then I tried to slice it with a 0.2mm nozzle, this gave a few more lines for the inner markings but still missing bits.
Given that the lines in the original model are too thin to work with I tried a stepwise upscaling of the model with both nozzle sizes and the calculated extrusion widths.
With the 0.4mm setting it needed to be scaled to twice the size to achieve some degree of printability and with the 0.2mm nozzle it started to look halfway doable at 1.3 times the size.
And here do my skills come to an end. I am curious if @SwissCheese has more aces up is sleeve...
On a side note, this is the downside of the new printables.com site. Obviously Prusa wants to become the new Thingiverse with the major downside included. A lot of the models posted there are quick and dirty designs that haven't in some cases even be printed by the designers. One of the things I learned while playing with the 3D printing world is that it takes more than a freeware CAD software and an overinflated ego to do good designs 😉
But I deviate. What I would do in your case is completely redo the model using said free to use CAD/3D modelling software. Learning stuff while doing it and have the joy of achievement when it works out in the end. And once it has been printed a few times and it really works I would contemplate inflicting it on the world.
And to answer an unasked question regarding what sw to use I would recommend Fusion360 (which is free for personal use) for more technical and "constructed" things and Blender for more organic/freeform modelling (although you can do the technical stuff with Blender as well I find it has a way too shallow learning curve for the amount of patience I am willing to put into it).
jm0.02$ and I hope it helps
Hansjoerg
RE: Thin walls not slicing - postscriptum
Ooops, shortly after I posted this I saw that it is actually your own model, so please accept my apologies if I came across condescending.
The main message stands however, the model as it is is unsuitable for a 0.4mm nozzle. First of all you can not print narrower than the nozzle, which I guess is obvious. To get decent bonding and a flat surface the printed lines need to be squished downwards a bit, which automatically leads to extrusion widths > nozzle size. If you look at the tooltips in PS it states that the default is 1.125x the nozzle size. Any variations from that one can give you various different outcomes regarding strength, in-layer and interlayer adhesion and interaction with the infill. For any more in depth explanations Mr.Cheese is definitely the person to listen to.
Again apologies for coming across a bit of a dick and good luck with your project.
Hansjoerg
RE: Thin walls not slicing
I did this model my self tracing my sketch in inkscape and the importing to tinker cad.
If I would to modify it what would be thinnest wall I can set with 0.40 mm nozzle?
RE: Thin walls not slicing
I would probably start at 0.5mm or even a bit more. As long as it slices down to one consistent line you should be good.
I have zero experience with TinkerCAD, so can not give any advice on that. I would definitely use F360 for that and do the drawing directly there without tracing and importing. That process always carries the risk of errors as the receiving sw must make assumptions on what it gets. Imagine it as the classical whisper chain game, every translation step carries the risk of mis-interpretation.
RE: Thin walls not slicing
Thank you.
Guess I have to learn F360.
Do I have keep in mind any particular slicing options for model like this?
RE: Thin walls not slicing
@maksp
You could get this to print with a 0.25 or smaller nozzle, but it's really tiny 1cm I had to throw ever trick in the book at it.
I really don't believe this it's worth it at this size for FDM/FFF printing. you may want to consider using a resin printer.
Good Luck
Swiss_Cheese
The Filament Whisperer
RE: Thin walls not slicing
@maksp
Listen to that man, if even he can't get a decent result out of it you can consider the model pretty much unprintable.
And the longer I look at it the less convinced I am that you can make it work at all. If I read your original post correctly you plan to fill the inside of the part with some sort of resin? Looking at the distances between some of the printed lines I am wondering if there is any type of resin that will have the flow properties to get into those gaps. Some of them (parts of the logo where the extrusions "fold" back from the inner circle) are probably about 0.15mm wide. Are you sure your resin will flow properly into those gaps? I'm way out of my depth here but my best guess is that you would need something that is really watery in it's properties which normally means a lot of solvent and not much substance, causing a lot of shrinkage.
A few ideas what you could consider:
- Increase the size of the token? That of course depends on the intended use.
- Change the direction of the relief. Why not make the lines the "hollow" part and fill them with the resin? Since everything is so small that would not eliminate the flow issues for the resin, but might be worth a try. And for filling it you should definitely consider using a syringe and needle. Depending again on the flow properties of the resin you might get away with a 22G needle.
- Use a resin printer, they have significantly higher x/y resolutions, some go down to 22micm, that is one order of magnitude more that a FDM printer with a really small nozzle.
No matter what I really enjoyed the thinking exercise so far 🙂
Cheers
Hansjoerg
RE: Thin walls not slicing
Thanks for all support.
I did made some changes.
https://www.tinkercad.com/things/lILuJFcaFM7
Here is updated model. Its now 24mm diameter and 0.60 wall.
Printed just fine but walls so thin that resin sips through.
I guess still long way from completing this but I did learn a lot today.
I do have resin printer but odor and mess is just too much for me.
RE: Thin walls not slicing
Good Morning,
you're most welcome. As I already said I too enjoyed the exercise and also learned from it.
Getting liquid proof FDM-prints is a whole new ballgame, there's lots of discussions about this here on the forum. Remember the printer extrudes circular strings of plastic. So tightness is a result of the contact surface between those strings. Hence the first step is to get your z-adjust right. If it is too high the contact surface between layers will be rather small, resulting in poor inter layer adherence as well. Temperature and cooling also plays it's part. And the number of objects you have on the plate plays it's part as well. If there are many objects and they cool down too much between passes that can also influence inter-layer adherence (been there, seen it got a wardrobe full of t-shirts). Can be a bit finicky but with such a small object there's lots of opportunities to do trials.
This is the never ending thread on z-adjust, highly recommended reading: https://forum.prusa3d.com/forum/original-prusa-i3-mk3s-mk3-assembly-and-first-prints-troubleshooting/life-adjust-z-my-way/
When you say the resin seeps through, do you mean on the outside wall or do you want to fill the inner spaces with different colour resin?
If it's just the outside you can try to make the outside wall thick enough that it will slice as two perimeters, that should help.
Cheers
Hansjoerg
RE: Thin walls not slicing
Thanks I will check link
Idea is that inside of arrow and around of token is black and inner part of token and 3 small triangles is yellow. So yes seeping presents issue because will mix colors.
I will test how far can I push thickness of walls without scaling this too much.
RE:
On a side note, this is the downside of the new printables.com site. Obviously Prusa wants to become the new Thingiverse with the major downside included. A lot of the models posted there are quick and dirty designs that haven't in some cases even be printed by the designers. One of the things I learned while playing with the 3D printing world is that it takes more than a freeware CAD software and an overinflated ego to do good designs 😉
Yes.. Prusa needs a way to block/ban models that don't have print definitions or haven't been actually printed. They are of no value and only will make Printables so cluttered with trash that the signal to noise ratio will make it less usable. Problem is that it takes some curation and that takes resources. I also find posts that have no print instructions can be overly challenging for novice users. .15 vs .3 makes a big difference for detail like threads.. and infil percentage can make a significant difference to the strength of the model.. also how the part is oriented can add or weaken its strength, especially with pegs that protrude from a body.