Small stuff on big print falling apart
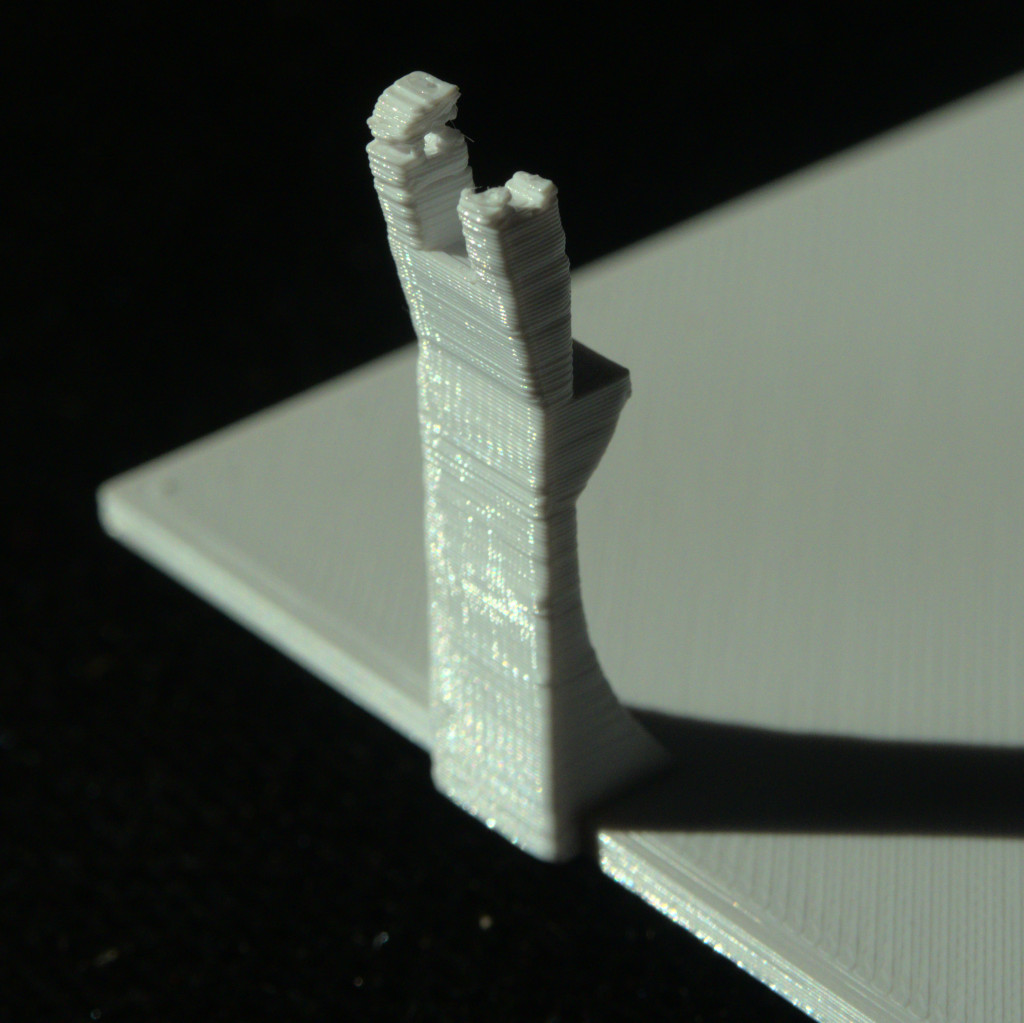
I'm having trouble getting small details on a larger print. 0.4mm nozzle, 0.2mm layer, PLA. Prusa Slicer. Bridging enabled, also avoid crossing perimeters. The legs get progressively worse as they get taller. At the top, it looks like they are under-extruded. I tried slowing the acceleration from 800 to 600 but that seems to have made things worse. The plate is 2mm thick and looks ok. The arms at the top with the holes are 2.5mm wide with a 1mm hole; the slot between arms is 3mm wide. I've previously printed other variations of the legs and they came out ok. The plastic was so poorly joined that some of the arms popped off when I snapped the print off the plate. Any help would be much appreciated.
Best Answer by Swiss_Cheese:
@ga
I gave your file a once over, it looks like your trying to print the small features to fast, also you were trying to use to much plastic in those areas, 4 perimeters is fine for the large rectangle area and on the lowest part of the base, however as the layers move up into the very thin areas 4 perimeters is just to much, and you should start reducing the amount of plastic (less perimeters) and start considering (extrusion width) adjustments to get a cleaner print. lastly a word about Cooling & Speed you had "Enable auto cooling" ticked, it's on by default for many filament profiles, but for Tall Thin features such as these the plastic is applied quickly and the feature should be disabled."Keep fan always on" is favorable in these situations. Auto cooling doesn't just change the fan speed, it can also change the print speed, that's another thing we don't want in the case of Tall Thin objects, unless we specify it. after turning this off I changed the Speed of "Small perimeters" to 10mm/s, this has the effect of only slowing the print in the areas of the Tall Thin parts since they meet this criteria.
You can see the effect in the preview window by selecting Speed from the "View" drop down.

I ran a sample print with the settings I proposed, these are the results.

I cropped the middle out to speed the test up.

Everything printed fairly well, I did reduce the layer height at the top to help the to little fingers keep their features intact.
I'm posting the .3mf that I tuned for you to go through and learn from, most of the changes are Height Range Modifiers, however there are changes to the basic settings as well so be sure to look around in there.
Good Luck
Swiss_Cheese
Because no 3mf file is provided, there's only guessing... I mean, printing such small details can be already problematic. And in your case, the "arm" acts as a standalone object with tiny squares at the top -filament has no time to cool down (to bond and to keep the shape). Btw. how many arms has the object and how far apart are they? -seriously, photo of whole object would be helpful.
Here I see two things you can do: redesign print object (arm), or experiment.
Experimenting... So you don't waste filament and time, you should try to print arm only (cut arm from the rest). Now you try various settings (temperature, speed, perimeters, etc.) and if you get good enough result, apply settings to whole print.
If it still doesn't look good enough, then try to print a second small object next to arm (i.e. 10x10mm box that has same height as arm has). Distance between arm and box should be about 10-20mm (so fan blows a little on arm while printing box). That way you give the layer on arm a little time to cool down (while layer on box is printed).
[Mini+] [MK3S+BEAR]
Single tower prints fine
Sorry; I think I've attached a 3mf file.
If I print a single arm, it prints fine. It I print two arms about 40mm apart, they print fine.
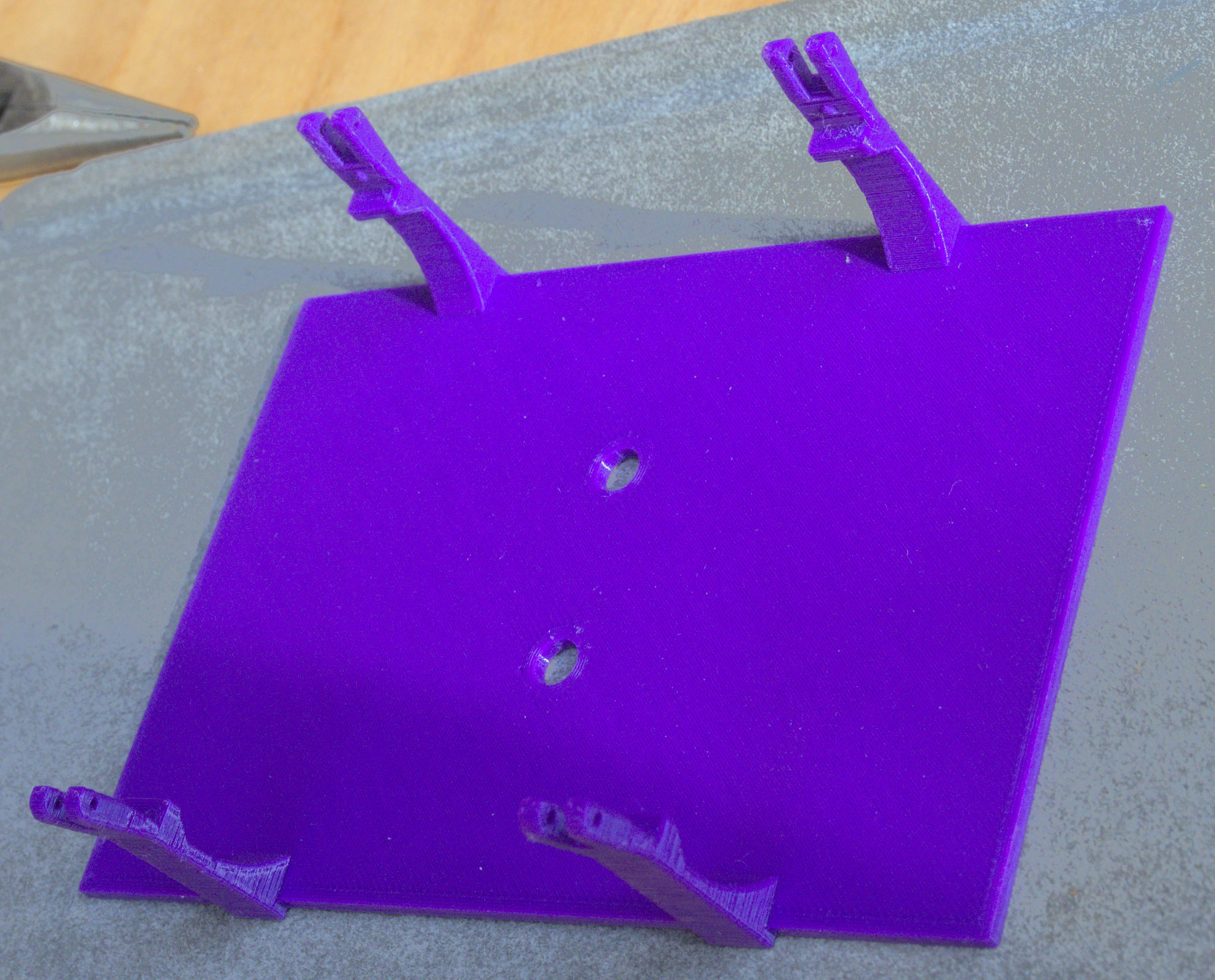
There are 4 arms, arranged in a rectangle, ~60mm separation one side, ~85mm other side. Since one arm prints fine, it seems like the issue is whatever happens when traveling between arms. I had thought that would be things cooling down too much, or the filament retracting and getting cooled off and possiblly not feeding properly when restarted. I don't really understand what happens when the nozzle moves a long distance without printing. Does that make sense? Your message implies the messed-up print is because things are too hot, not too cold. Does it make sense to turn off retraction once the base is printed?
Can't attach 3mf or stl file
I couldn't attach either a 3mf or an stl file; it says file type not permitted for security reasons.
Small stuff on big print falling apart
You must zip the files before the forum would allow you to post them. apologies, this should have been mentioned by @bogdanh as this person posted. you might think @bogdanh was new to the forums with this response. The .3mf file will allow us to see the settings you used as they pertain to the model, this is the best way to get valid advice, or even an adjusted .3mf, with the answer to your troubles.
Regards
Swiss_Cheese
Regards
Swiss_Cheese
The Filament Whisperer
Gitter Done
@ga
I gave your file a once over, it looks like your trying to print the small features to fast, also you were trying to use to much plastic in those areas, 4 perimeters is fine for the large rectangle area and on the lowest part of the base, however as the layers move up into the very thin areas 4 perimeters is just to much, and you should start reducing the amount of plastic (less perimeters) and start considering (extrusion width) adjustments to get a cleaner print. lastly a word about Cooling & Speed you had "Enable auto cooling" ticked, it's on by default for many filament profiles, but for Tall Thin features such as these the plastic is applied quickly and the feature should be disabled."Keep fan always on" is favorable in these situations. Auto cooling doesn't just change the fan speed, it can also change the print speed, that's another thing we don't want in the case of Tall Thin objects, unless we specify it. after turning this off I changed the Speed of "Small perimeters" to 10mm/s, this has the effect of only slowing the print in the areas of the Tall Thin parts since they meet this criteria.
You can see the effect in the preview window by selecting Speed from the "View" drop down.
I ran a sample print with the settings I proposed, these are the results.
I cropped the middle out to speed the test up.
Everything printed fairly well, I did reduce the layer height at the top to help the to little fingers keep their features intact.
I'm posting the .3mf that I tuned for you to go through and learn from, most of the changes are Height Range Modifiers, however there are changes to the basic settings as well so be sure to look around in there.
Good Luck
Swiss_Cheese
The Filament Whisperer
Many thanks
Thank you! That really helped me get a better idea of how to tune the slicing. I don't understand the relationship between extrusion and (cooling and speed) very well. I left auto-cooling set because it's the default and I don't understand it. I guess I thought higher temperature (less cooling) would help the small detail be well fused.
Glad I could help
@ga
Your welcome, I'd like to see some good shots of your results, after you've printed.
Regards
Swiss_Cheese
The Filament Whisperer
Not perfect, but better...
@swiss_cheese
Attached (I hope) are an image and the 3mf from my attempt. The preview doesn't seem to work very well with regard to attachments, at least here.
The original .3mf/.stl had an error, a result of a FreeCAD problem, where the button on the face of the post was missing. This corrects that. I reduced the layer height around the button to get better definition. The only extrusion width I tweaked was the outside perimeter, to get a smoother surface. I went from 0.45 to 0.42; perhaps I should have gone smaller?
There is an obvious line just above the button. The extruder jammed. I happened to be sitting nearby and heard it clicking, so I paused the print, set the nozzle temp to 230, opened the extruder door, turned off filament sensing, unloaded the filament, cleared the nozzle by pushing a wire down from the top, put it all back together, reduced the temp to 210, and resumed the print. I don't know if the jam is a result of how I sliced it or not, but it seems suspicious.
There is also a line below the button; I don't know what that is, although it may have been a similar problem that resolved itself.
Some questions:
Hints on how to choose the extrusion width for a given nozzle diameter and layer height? I can see how one may want the outside perimeter extrusion width to be less, but never less than nozzle diameter for cohesion reasons, to get a smoother vertical outside finish. And I understand why one might want to have a larger extrusion width to squish more together for better strength while sacrificing some detail. But should the layer height figure in to the decision at all?
If there is only room for one extrusion width inside N perimeters, but the piece is getting larger so there will soon be room for N+1 perimeters,is it better to use N perimeters with fill, or N+1 perimeters and squish the extra half a perimeter?
Why would you ever want an extrusion width less than the nozzle diameter?
Image, dang it...
Hmmm, the image showed up in the original when I was typing. Why didn't it show in the preview or the post?
So here it is in the text I am typing, inserted using the add media button. And a link below using the "Attach file: Browse" button. Will I get two copies?
The add media button allows you to add things to your gallery, seemingly permanently. It does not then add them to the post. You have to select the media gallery, select the image or images and then select add to post. There are also various options for image display available, at least on a pc. I’ve seen other people mention it not working when posting from mobile devices so I suspect that it may not work properly with all systems/browsers as the button is off to the right and if you can’t see it you can’t select it.
@ga
It does look better, and I see you altered the model a bit, I'm going to suggest that you use this as a chance to learn, and chop the middle as I did in the example for time and material savings, making sure to use all four posts at the same distance. Time between contact of the print head and these small areas matter, this is why I reduced the "small perimeters speed" (In this case) it prints the features slower giving more time for the others to cool. it looks like you still have some areas that need a bit of tuning on either the (number of perimeters), or the (extrusion width), or both, these areas can be identified by the differences you see in thickness of the extrusion from one layer, or range of layers to the another. Try different settings and test prints if you can. you will remember these and the next time you may recognize the situation and know what you need to handle it early on.
I want to make clear that this is just one way to handle issues like these, there are many others, also there can be situations that look like the problem your having here and actually be cause by something completely different, so don't get discouraged it's a journey.
Hints: A 0.4 nozzle diameter can as a general rule, print reliably at extrusion widths from 0.35 to 0.8, you can do more or less given certain situations, for just starting out stick with the safe range.
I can see how one may want the outside perimeter extrusion width to be less, but never less than nozzle diameter for cohesion reasons, to get a smoother vertical outside finish.
You can print the extrusion widths less then the nozzle diameter without suffering cohesion issues.
But should the layer height figure in to the decision at all?
Yes defiantly, you have to learn when and where, there are many opinions about this on the web, and you will find some great guidelines on the (Prusa knowledge base thing), I don't use it, but I see people post references from it all the time. They (Prusa) seem to error towards the side of caution (this is good for new users) The truth comes with experience.
And I understand why one might want to have a larger extrusion width to squish more together for better strength while sacrificing some detail.
Larger extrusion width is not a sacrifice of detail, in fact I used it on some layers of your model to bring back the detail that was being lost from improper extrusion width. I also used 0.38 extrusion widths. I think you might be confusing (layer height) with (layer width). The two are very closely tied together, one can limit the other. Just so this is clear, layer height, dictates the range of layer width and vice versa.
If you apply either range improperly you will have poor detail. Choosing extrusion width is unfortunately, more involved then I have time to explain right now. so the short version of that is, pick extrusion widths and perimeter amounts that match the space you are trying to fill, it's generally OK to go a little less but to much can cause problems, as you found out with this latest project.
If there is only room for one extrusion width inside N perimeters, but the piece is getting larger so there will soon be room for N+1 perimeters,is it better to use N perimeters with fill, or N+1 perimeters and squish the extra half a perimeter?
Why would you ever want an extrusion width less than the nozzle diameter?
As I eluded to above, you are better off to have slightly less then to much, you want to avoid putting to much plastic in an area or you will have the situation you encountered with this model, you much also realize that you have a range of control over that N perimeter ranging from 0.35-0.8 and if you are out of this range and need an N+1 then you still have control over their width from 0.35-0.8, if your unable to decide whats better, error towards the side of slightly less, as mentioned above. (Also Fill is a whole other subject and its effects are large)
I could literally write an entire paper about this, for now you'll have to settle for the abridged version.
I hope this helps, the models looking much better.
Enjoy
Swiss_Cheese
The Filament Whisperer
Correction:
Where I wrote: "layer height, dictates the range of layer width and vice versa."
was supposed to read,
"layer height, dictates the range of extrusion width and vice versa."
The Filament Whisperer
I figured the typo out; and realize I forgot the box cutout
Thanks also for the clarification on why the small perimeters speed needs to be reduced.
I realized I forgot the box cutout shortly after it started printing. I should have stopped it and resliced, but I had some chores to do and just let it go.
Thanks again, this has been a big help. My last try (box cutout included) had the holes pretty good, although the vertical faces could still be improved. I'll work on it as necessary. I'm replacing this design with another one as this one would be a bit awkward to use, but the hints here have been helpful for the new one already. Thanks again.
Your welcome GA, it was fun working with you.
Enjoy
Swiss_Cheese
The Filament Whisperer