Silk PLA curved surface imperfections
Hello,
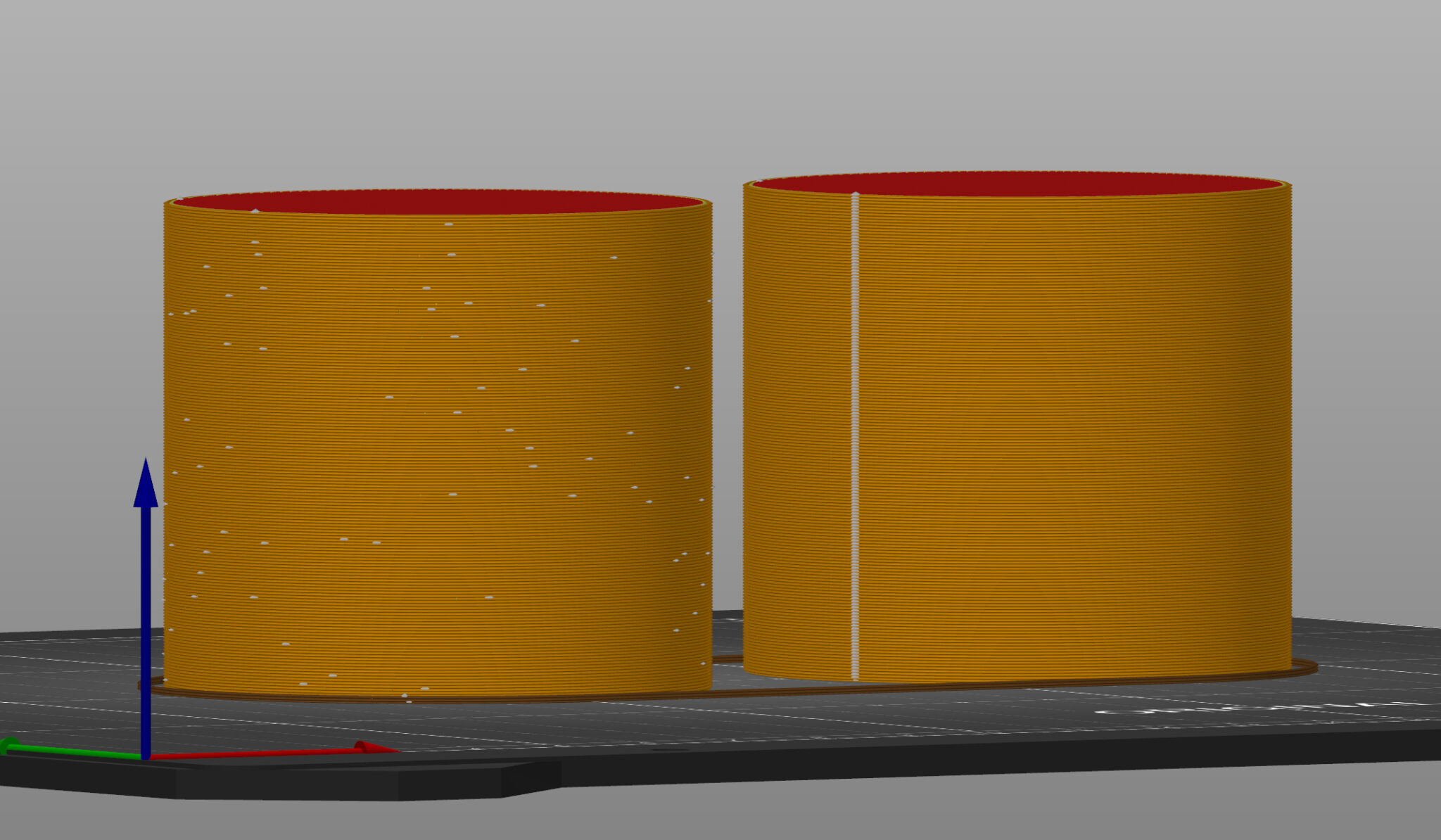
I'm having this recurring issue with Esun Silk PLA and sometimes any normal PLA on a curved surface. It almost looks like Z seam zits but it is completely random on where it happens as I have the Z seam located on a sharp edge. This happens at layer heights of 0.10, 0.15, 0.20 all on quality setting in Prusaslicer.
Things that I've tried to fix this issue:
- Different nozzle temps from 190-220
- Slowing the printer speed
- Increased/decreased retraction speeds & distances
- Increasing flow in Tune (i3Mk3s+)
- Increased/Decreased extrusion multiplier
- Wipe while retract enabled
- Retract on layer change enabled
- Only retract when crossing perimeters enabled
- Reduced fan speeds to 50% ( fan enabled after the first 4 layers)
I've now run out of ideas as to where to next try. I see someone else on this forum had the same issues I have but there wasn't a solution posted
If anyone knows what the solution is I'd greatly appreciate your advice. Please note it's 100% not the Z seam causing this.
RE: Silk PLA curved surface imperfections
Hello,
you can try to align the seam position using aligned, or rear, or paint where you want it to be (requires PS 2.3)
(not sure to understand your "I have the Z seam located on a sharp edge" to me it seems to be the seam position)
https://help.prusa3d.com/en/article/seam-position_151069
MK3S & Fusion 360
RE: Silk PLA curved surface imperfections
@flo4print
The Z seam was set to the far right of that image as its a turbine blade so the seam is on a edge/corner of the print. In the Z seam settings it is set to Aligned
RE: Silk PLA curved surface imperfections
I had a similar issue with silk PLAs on my mini. The polymer blend used in silks to make them shiny, makes them a bit thicker. I found the best results for surface finish and what looked like underextrusion was to decrease retraction length AND speed. Printing them at 215-220 with just enough retraction to stop flow, and slow enough that it doesn't separate the melted blob from the unmelted filament so it actually pulls back, gives me a good surface finish and minimal if any stringing. Also you can reduce retract % before wipe.
I think I know, I don’t think I know. I don’t think I think I know, I don’t think I think.
RE: Silk PLA curved surface imperfections
As it's a turbine blade I assume you'll be post processing to smooth out the printed texture and reduce surface turbulence so a quick wipe over with a fine abrasive paper to denib the surface beforehand should be OK in this case.
In many cases minor surface imperfection are simplest to deal with if you give the part what you can think of as a quick, final, polish.
Cheerio,
RE: Silk PLA curved surface imperfections
@skreelink
Hello,
how much is “just enough retraction to stop flow" in mm and in your case? What about the decreased speed settings?
RE: Silk PLA curved surface imperfections
@adda
On my mini (I have a bondtech heatbreak), retraction of 2.5mm and a retraction speed of 40 seems to work well.
I think I know, I don’t think I know. I don’t think I think I know, I don’t think I think.
RE: Silk PLA curved surface imperfections
I have a roll of PETG that requires retraction of 4.2. Not all filaments are the same.
--------------------
Chuck H
3D Printer Review Blog
RE: Silk PLA curved surface imperfections
@skreelink
Thanks. The information is a starter for troubleshooting. For my last 3 prints I had extrusion issues just at locations with curves in all directions. However, my first step is to change the nozzle as I used some strange material in the past.
RE: Silk PLA curved surface imperfections
@cwbullet
Hi Chuck
You are absolutely right. Each filament acts, at least, slightly different. Actually, I used eSilk from eSun for some "decorative" objects. Here, eSilk multicolor and gold. Temperature towers, printed with the same machine, showed differences.
eSilk multicolor lost its silky surface at displayed nozzle temperatures lower 195ºC. It got more stringy over 200ºC.
eSilk gold kept the silky surface in the displayed temperature range 180ºC to 225ºC. It was slightly stringy from 180ºC to 210ºC and significantly rising 210ºC up.
RE: Silk PLA curved surface imperfections
... I forgot to mention that I use a 0.6mm nozzle ...
RE: Silk PLA curved surface imperfections
Prusa Slicer has no ability to lock a seam left or right. Your choices are nearest, rear, aligned, random. Those look like random - which is what will happen if you select one of the others and the part isn't oriented to ensure the spot you want things "aligned" is rear facing. Even rear and aligned doesn't produce perfectly aligned seams on wavy curved surfaces like yours.
As always - if you really want help; zip and post the project file (.3mf format); then folk can see your settings and the part.
RE: Silk PLA curved surface imperfections
Oops - seems like the thread was hijacked ... lol. Sorry for responding to the OP's issue.
RE: Silk PLA curved surface imperfections
I had this issue myself. Replace your nozzle and dial back retraction.
After playing with slicer settings for ages, trying different filament brands, and reading at least 10 threads where other people had the same issue, but no one posted a resolution, I finally noticed that during printing I could hear tiny pops where the printer was under-extruding. I thought, like others have suggested, that it was moisture, but I realized that the tiny pops weren't random, but always happened 2 or 3 seconds after a retraction. I'm hypothesizing that the retraction is sucking tiny amounts of air back with the filament, and that when it is forced back out, it creates those surface flaws. I replaced my nozzle, lowered the retraction distance from 8 to 2 and reduced the retraction speed by half. The imperfections are gone. I'm having a little trouble with blobbing now, not surprisingly, but I'm confident I can find a sweet spot.