Recommendations for settings for Overture TPU using M3S+ please
Just ordered a roll of Overture TPU and I'm hoping someone will share there profile for same. I've had good luck with PLA and PETG, but never tried flex before.
A shared profile and/or suggestions would be greatly appreciated!
Thank you very much! Ted
RE: Recommendations for settings for Overture TPU using M3S+ please
I just finished printing two spools of Overture TPU. I started with the Generic Flex model but changed bed temperature to 60 and nozzle temperature to 230, Maximum Volumetric Speed to 1.5 (kudos to @swiss_cheese). Everything else defaults.
The key is to loosen the idler screw to the point that it always falls out. I did that by completely removing it, then screwing it back in until it just catches in the nut.
I also printed everything from a dry box. Made a big difference.
EDIT: I initially had a lot of extraneous stringing when I tried to print multiple copies on one sheet. The fix was to choose "sequential printing" and to carefully arrange the models on the print bed (again, kudos to @swiss_cheese, who reminded me of the sequential printing option I had totally forgotten).
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
Recommendations for settings for Overture TPU using M3S+ please
Do you recommend a textured sheet? I have both textured and smooth...
Thanks, Ted
I used the satin sheet. Don't know about the textured sheet but for the smooth I would put glue stick on, as a separating agent. Check out https://help.prusa3d.com/en/article/flexible-steel-sheets-guidepost_2195
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
The Textured and Satin are equally good for TPU and Fuchsr is spot on about using glue or some kind of separator on Smooth PEI.
Regards
Swiss_Cheese
The Filament Whisperer
RE: Recommendations for settings for Overture TPU using M3S+ please
@technical-ted were you able to successfully print with Overture TPU? If so, did you follow the advice of @fuchsr and @swiss_cheese? Any other tips you can add?
I spent tonight trying to print Overture TPU and can't get a good print yet. Yesterday I finished building an MK3S+ kit and printed a few things using PLA with only minor issues. Overall I am happy with the printer calibration and print quality when using PLA. Today I tried printing Overture TPU using a textured sheet, 20 mm/s, 230C nozzle and 50C bed. I tried adjusting speed down to 15 mm/s, and tried lowering and raising nozzle temp. Also did a cold pull to ensure the nozzle was fully clear after printing with the PLA. My main issue is under extrusion. I can't get a consistent line. I loosened the idler spring almost all the way, but the idler gear wasn't spinning so I had to tighten it back up. I could not find a tension or settings that did not result in under-extrusion followed by gaps in the printed lines, at best. I checked the extruder motor gear and the set screw is tight. The idler gear spins freely. Time for bed now, so I threw the spool in a dryer and will try again tomorrow.
RE: Recommendations for settings for Overture TPU using M3S+ please
Are you getting gaps in the first layer? Are you new to 3D printing? Do you know how to get a good first layer? I get great prints from Overture TPU with minor tweaks on my MKS3.
Start with the GENERIC TPU setting to begin with. As stated, loosen the screw. You should get at least a reasonable print. What are your exact problems? Post a picture.
RE:
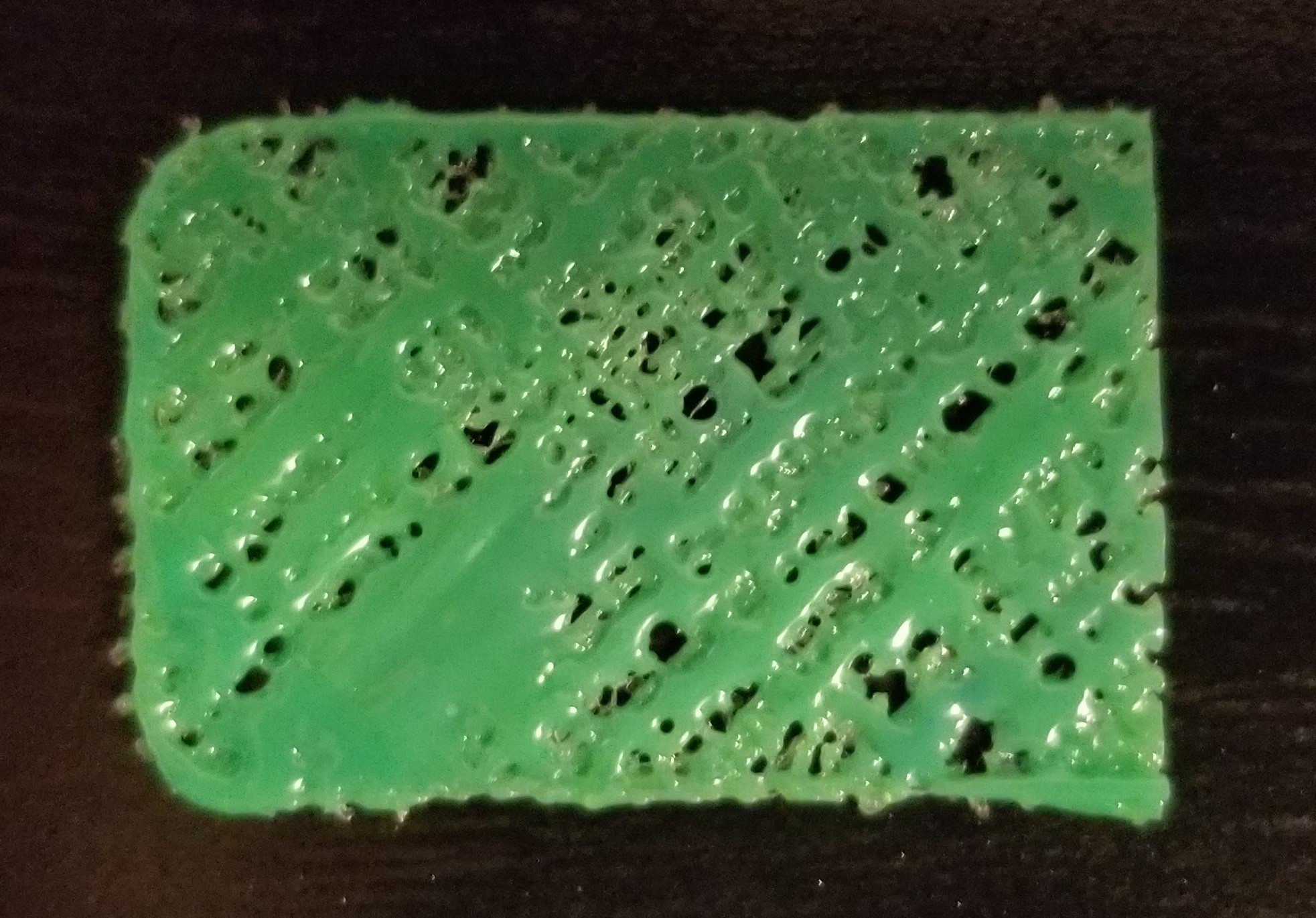
Yes, I am new to 3D printing and I get gaps in the first layer with the TPU. To get a good first layer I run first layer calibration, selecting FLEX (240/50) filament then tuning the speed down to 20 mm/s and the nozzle temp down to around 230C. I did let an actual print go a few layers and there were still many gaps after three layers (see the picture below). There were a few times the first layer calibration produced a solid square with no gaps, but the lines printed before the square were thin and had gaps. After changing settings to try to further improve the first layer I couldn't get it back to that ok point. When I look in the idler door while performing first layer calibration it looks like sometimes the idler gear pretty much stops moving. I don't think it is a tension problem, because if I move the extruder axis manually the idler gear moves a lot faster and I can get the filament to stream out nicely.
RE: Recommendations for settings for Overture TPU using M3S+ please
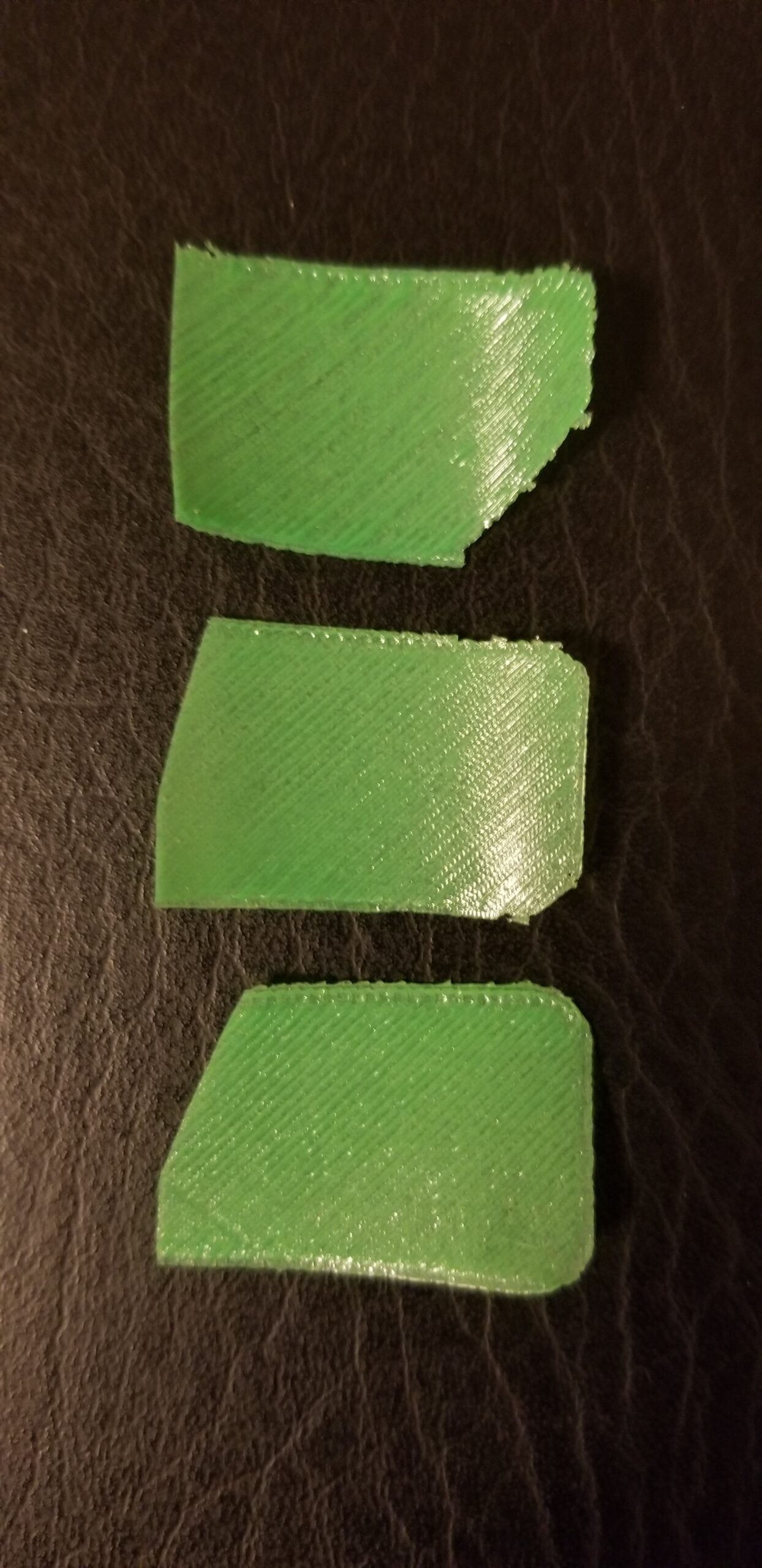
I realized the mistake I was making during first layer calibration. Tuning speed down to 20 was not 20mm/s, it was 20% I believe. Instead of using the built-in first layer calibration I created g-code that prints multiple first layers of the object I want to print and I manually changed the z offset for each layer. Here are a few of the results, cut off from the full object. From top to bottom the z offset goes from -1.7, -1.8, and -1.85 mm. I was using -1.45 for the PLA with the smooth sheet, which I measured with calipers to be approximately 0.4mm thicker than the textured plate.
Getting close to a good first layer now. One thing I notice on this calibration print is the nozzle dragged across the printed layer and left a mark when moving to the next piece. You can sort of see what I am talking about in the bottom left of the third piece in the picture.
RE: Recommendations for settings for Overture TPU using M3S+ please
What helped me a lot when I was new to 3d printing: Using default values and complying with the manual/documentation and avoiding deviations from both due to something somebody posted to solve a seemingly similar problem this someone had. Not making assumptions about what something should be like. For example assuming that you need 0.4 higher offset because the sheet is 0.4 mm thicker and missing the fact, that half of this difference is on the side below the steel plate facing away from PINDA and therefore is irrelevant for the offset. -> you are too low, resulting in the marks the nozzle leaves in the prints.
If at first you don't succeed, skydiving is not for you.
Find out why this is pinned in the general section!
RE: Recommendations for settings for Overture TPU using M3S+ please
prints multiple first layers of the object I want to print and I manually changed the z offset for each layer.
Same idea but--I think 😇--implemented in a simpler way is this calibration strip https://www.printables.com/model/105404
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: Recommendations for settings for Overture TPU using M3S+ please
0.4 higher offset because the sheet is 0.4 mm thicker and missing the fact, that half of this difference is on the side below the steel plate facing away from PINDA and therefore is irrelevant for the offset.
For a change I believe I have to differ with my esteemed colleague 🙂
As all steel sheets are sitting flat on the heated bed, the smooth sheet will sit an effective 0.4mm higher than the textured (or satin) sheet. So assuming that distance between nozzle and top of the steel sheet is roughly the same for "best" live Z for all sheet types (and yes, due to the varying height of coating that may or may not be true but it's close enough), the hotend needs to be positioned the same delta (0.4) lower for the textured sheet. Zt ≈ Zs-0.4

Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: Recommendations for settings for Overture TPU using M3S+ please
@fuchsr Your picture shows only half the sheet. The sheets consist of three layers: two coating (on each side) and the metal in the middle. This metal is what triggers PINDA, not the bed PCB. So if you measure the difference in thickness of two sheets you have to divide it by two to get the difference of relevant coating thickness, assuming the metal sheets are identical in thickness and both sides have the same coating, since that is probably not true anyway, the recommendation is: don’t measure and assume/calculate, just run the first layer calibration.
If at first you don't succeed, skydiving is not for you.
Find out why this is pinned in the general section!
RE: Recommendations for settings for Overture TPU using M3S+ please
On that we wholeheartedly agree!!!
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: Recommendations for settings for Overture TPU using M3S+ please
This metal is what triggers PINDA, not the bed PCB.
Thank you for this clarification. Seems you are correct. I used the textured sheet to print PETG and realized my setting was too low, so I did have to raise it back up. Right now I am getting good results at -1.65, which happens to be 0.2 (half of my measurement) lower than the smooth sheet.
In other news, I added the MMU2S to my printer and now I'm working through a few issues before getting back to printing Overture TPU: https://forum.prusa3d.com/forum/postid/618844/
I should be able to get back to dialing in my Overture TPU settings tonight and I will post any interesting updates here.
Thank you all for the support!
RE: Recommendations for settings for Overture TPU using M3S+ please
I know this is late but if anyone in the future is reading this seting retraction to 2mm retraction speed to 45mm/s, desecration speed to 20mm/s and minimum travel after retraction to 3mm almost completely got rid of stringing for me
RE: Recommendations for settings for Overture TPU using M3S+ please
Could you please clarify first setting as I don't see any "retraction" setting specifically so assuming you are referring to length.
Retraction Length 2mm?
Retraction speed 45mm/s
Deretraction Speed 20mm/s
Minimum Travel after retraction 3mm
RE: Recommendations for settings for Overture TPU using M3S+ please
retraction is in 'Printer settings'>'Extruder'
2mm seems quite a lot for a mk3S
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK