Problems printing with PETG first layer.
I normally don't have problems like this. Could someone please tell me what is going wrong. I have attached the GCode file (which looks fine) and the Pruslicer config.
Thanks in advance.
Senior Life member of IEEE.
RE: Problems printing with PETG first layer.
My knee jerk thought is, nozzle too low. I'd back off with my live z.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: Problems printing with PETG first layer.
I agree w/fuchsr
RE: Problems printing with PETG first layer.
If I back off any further, the print won't stick. This setting works well for me. I wonder if the filament is too wet?
Senior Life member of IEEE.
RE: Problems printing with PETG first layer.
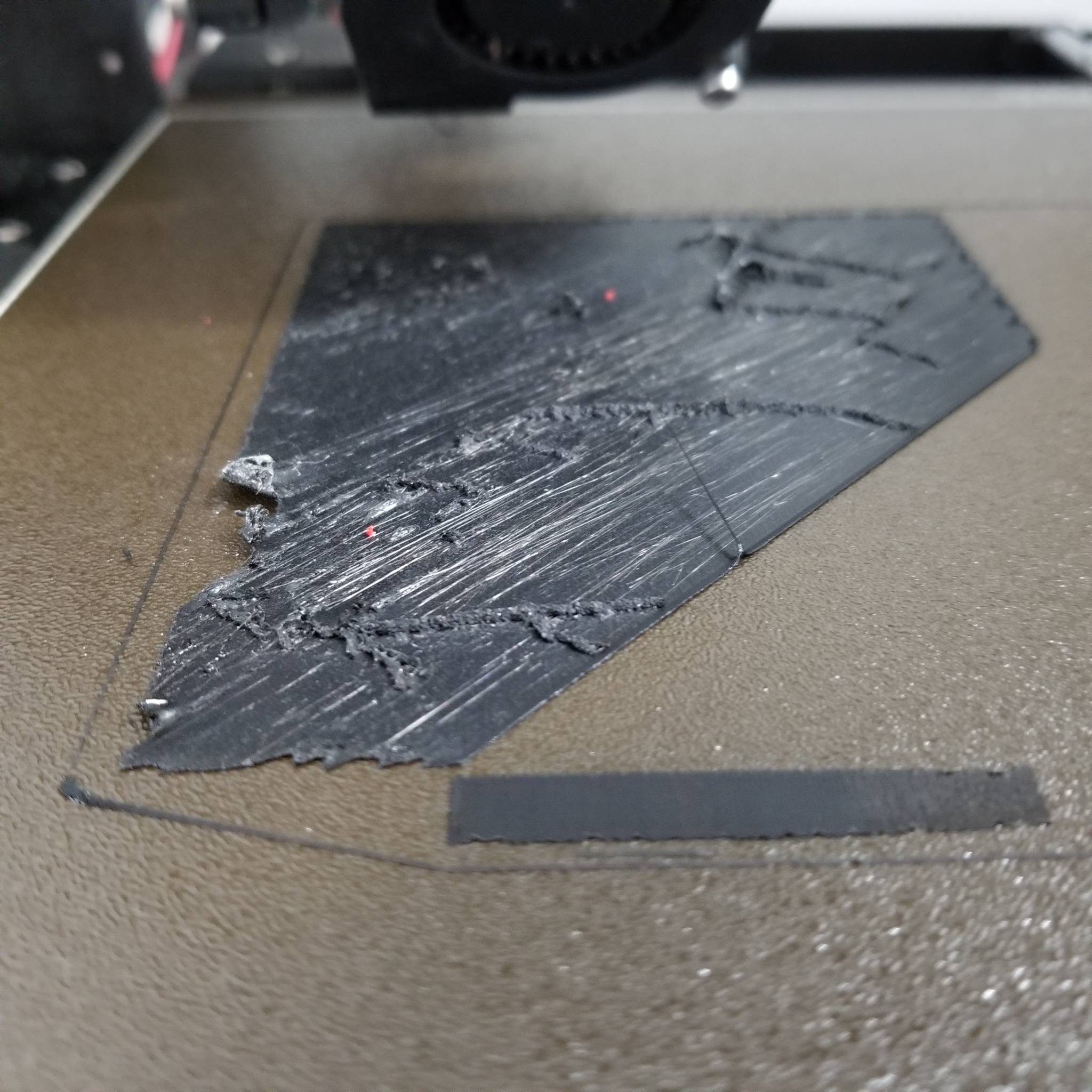
My take is you are close, with a chance you're not low enough : does the texture side show any linear features? A yes means too high. And the bed is rejecting the filament - which means it needs to be cleaned.
Fingerprints, and oil film left by the last alcohol cleaning, etc. are really good at causing those failed print margins. A few drops of dish soap on a paper towel, a good scrub with hot water at a sink, rinsing for a few more minutes in the hottest water the spigot can provide. Then dried and then roasted on the bed heater at 80c for 10 to 15 minutes to ensure all the moisture has been cooked from the texture.
BTW, the gcode is fairly useless for this type of issue. ZIP and post the project .3mf file so folk can see what settings you are using.
RE: Problems printing with PETG first layer.
@fuchsr
I concur - too low.
--------------------
Chuck H
3D Printer Review Blog
RE: Problems printing with PETG first layer.
How do I get the .3mf file? On my Prusaslicer, the Save Project entry is grayed out. I included the .ini file, hoping that it would show my settings.
I'll clean the bed tomorrow. I generally clean it with denatured alcohol between prints.
Senior Life member of IEEE.
RE: Problems printing with PETG first layer.
@steve-8
If it is grey - then you've not loaded an STL, so there's no project to save. A project includes the parts on the platter, profiles used, and profile settings you've changed.
Take the sheet to a sink and wash it - you'll be happy you did. Do not use alcohol after a soap and water wash - it just contaminates it again unless you are using proper technique (large microfiber cloth or a handful of fresh paper towels - and a 50 to 100 mm puddle of alcohol applied directly to the sheet). A dab of alcohol on a paper towel then wipe will move oil from your fingers to the sheet.
RE: Problems printing with PETG first layer.
@steve-8
Pretty sure after you slice it you can save it as a .3mf. Elsewise, load the STL into 3dbuilder (you already have it if you are using windows 10), and then save-as and you'll be able to select .3mf
RE: Problems printing with PETG first layer.
@dan-rogers
But Dan, using 3Dbuilder wouldn't save the PS settings, so we wouldn't get the information needed to troubleshoot.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: Problems printing with PETG first layer.
Here are the 3mf and stl files
Senior Life member of IEEE.
RE: Problems printing with PETG first layer.
@fuchsr
If you want to convert the STL to 3mf, you can then open that file in prusa slicer (open project) and then set your settings - will ungray the save project menu choice.
RE: Problems printing with PETG first layer.
@steve-8
I can't say that I'd ever recommend setting perimeter widths to less than the nozzle diameter. You can get away with that trick for supports and infill because those generally don't require placement precision. In your settings, you have 70%, essentially begging for problems. 😱 I would never go below 100% of nozzle for any solid layer - and around 125% is the typical accepted value for best results.
The other place you'll have problems is the support separation of 0.3 mm - that will allow quite a bit of droop.
But I also think part of your problem is the print sheet has oils on it and the extrusions are lifting or being picked up by the next layer.
RE: Problems printing with PETG first layer.
Its worse than that Tim, when set to a % its a percentage of LAYER HEIGHT, not nozzle width so with a first layer height of 0.2mm that means the extrusion width is 0.14mm for all of the first layer, which is not going to print out well at all. Same with the normal perimeters.
I wish people would stop using % based values with Prusa Slicer as it always leads to problems.
RE: Problems printing with PETG first layer.
@neophyl
Ouch - yeah - I misread. Double ouch. At least my gut was right - it is a BAD IDEA!
ps: had to be up at 5 am this morning to be a transport agent - and I haven't had my first cup of coffee; guess I can forgive myself the error. 🙄 Wait - my text wasn't really wrong, just missed the part the setting relationship ... so yeah - I feel better already!