problem printing peaks in high z area (far away from the bed)
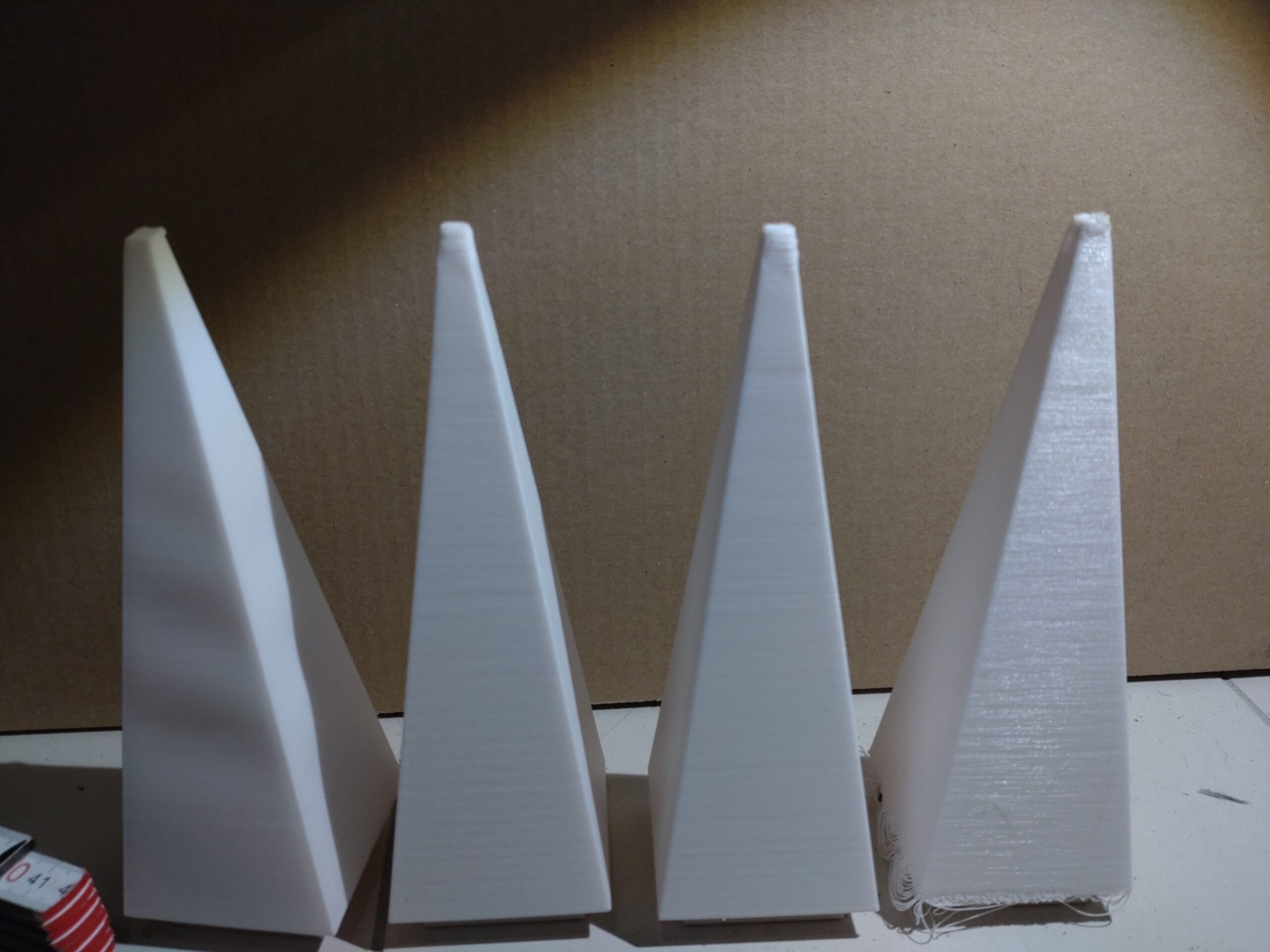
I am trying to print a herrenhuter star.
But always in a hinght about 180mm from the heatplate the print fails.
I use a Prusa MKS3+ with Sunlu PLA+ at 220°/75° then 215°/70°
speed is 45mm/sec.
0,4 snoosel and 0,8mm wall thickness,
no infill
fans are always on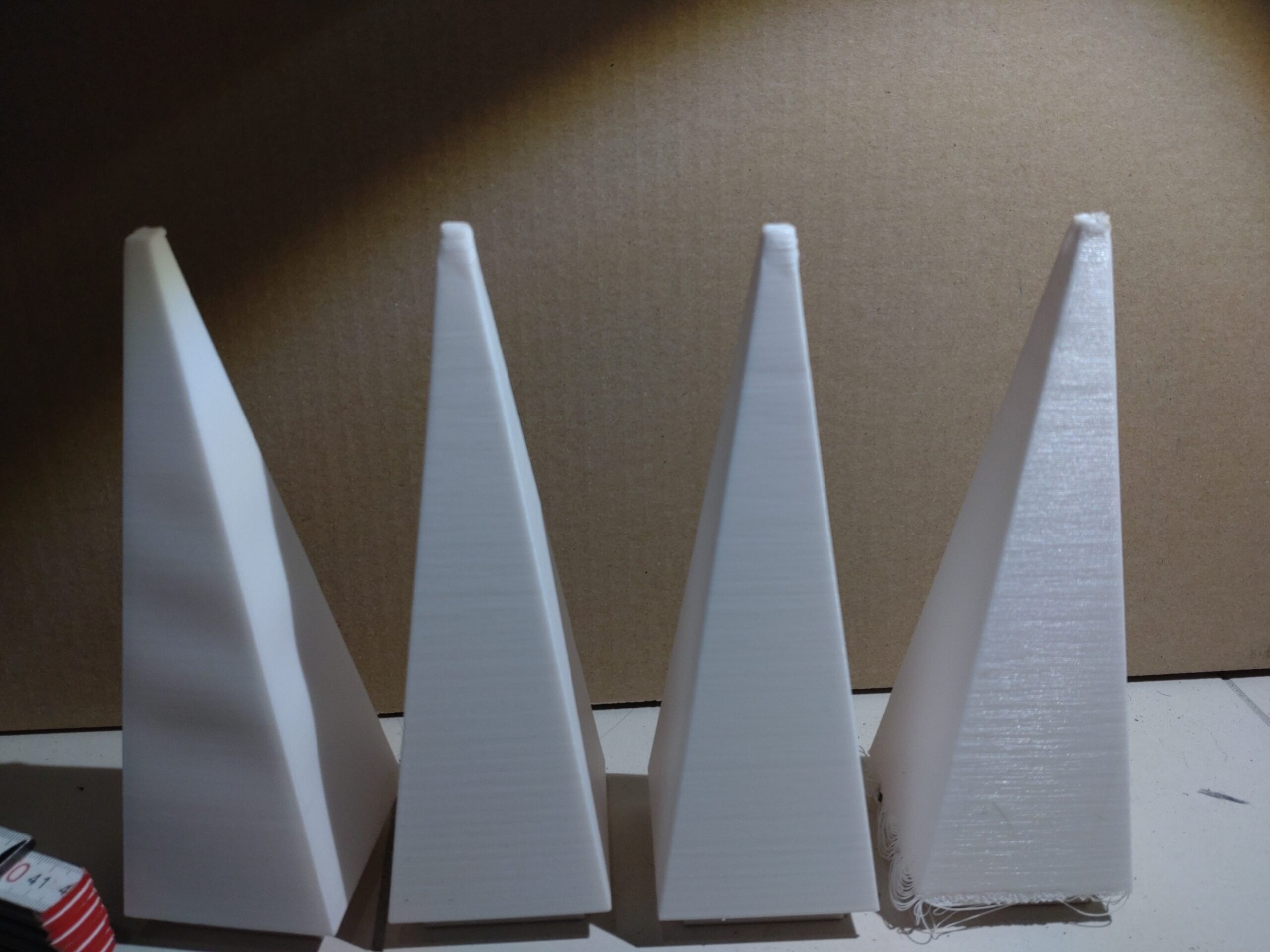



I tried to:
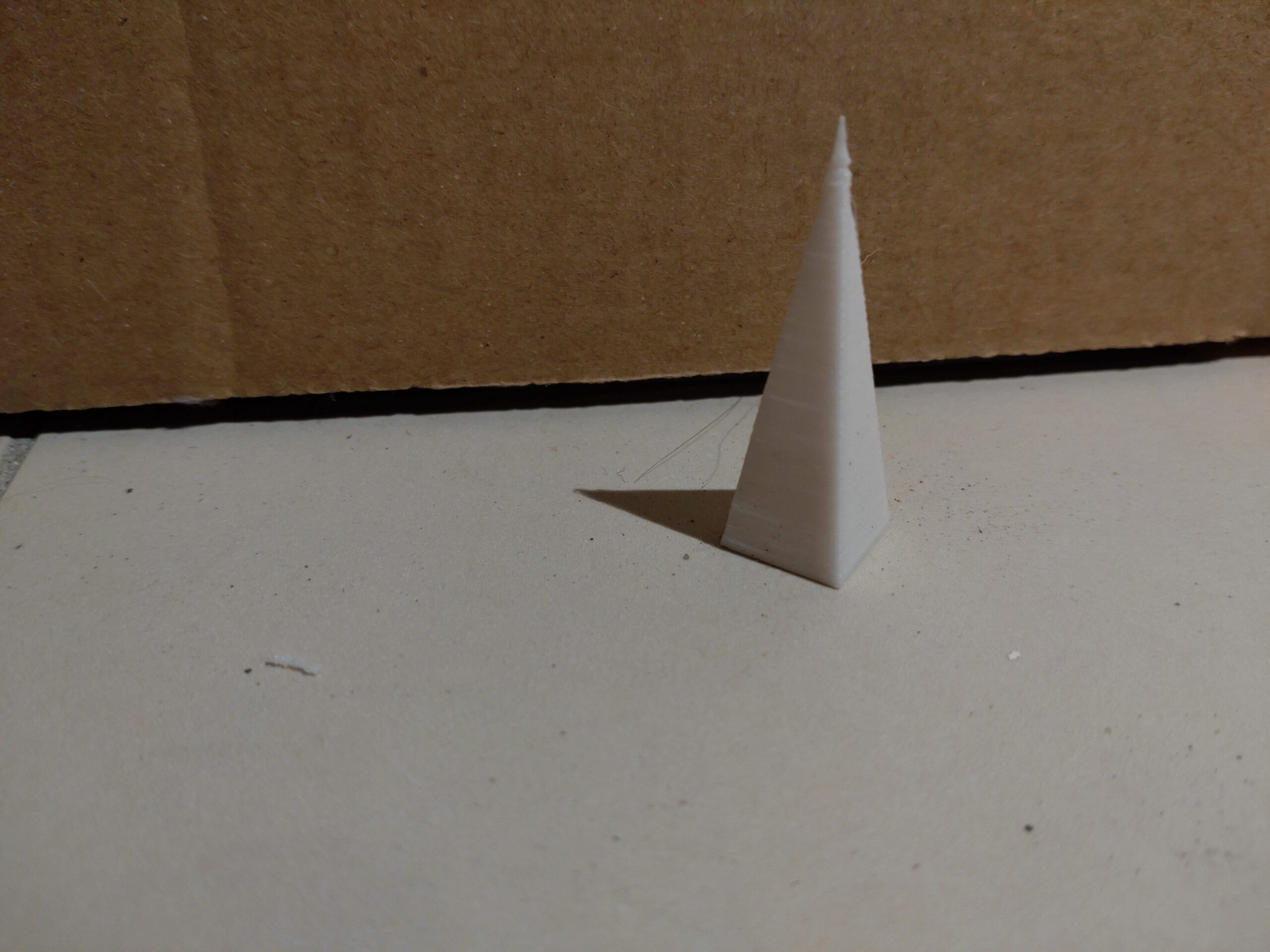
- print just the peak of the ray near the groundplate - perfect result.
and with no effect (if printed the whole ray):
- slower the print to 15mm/s
- lower the temperature to 210°C
- thinnen the walls (0,8 ->0,45mm)
models stick propperly to the heatplate(!)
whats interesting - all prints fail at the same hight and look like the "melted" at the peak
Do you have any other suggestion how I can recieve better peaks / ends of the rays?
@freshairfanatic
You will need to slow down the print near the failure point, you will also want to reduce the temperature of the hot end as you approach the area.
you will most likely have to graduate/gradate the heat and speed as it advances. It's a tiny area, and has to much heat build up as it approaches the top. slowing the M220 print speed will help, and also M104 hot end temperature changes.
here a post from before that explains the process, minus the M104 temp changes but they can be add in the exact same way.
https://forum.prusa3d.com/forum/prusaslicer/speed-modifier-in-vase-mode/#post-535939
you may want to chop off the top of the model and practice with only the tip, and then after you get things figured out you can apply them to the actual model your trying to print. sometimes we suggest printing more then one of them at a time as this will sometimes, give more time for the parts to cool before they receive the next layer. I don't think that's the way to go in this case.
Good Luck
Swiss_Cheese
The Filament Whisperer
@Swiss_Cheese
Thank you very much for your hints,
but I already did pint a small peak only, and it worked perfectly well!
RE: problem printing peaks in high z area (far away from the bed)
@freshairfanatic
No obligation to take my advice,
good luck to you.
Swiss_Cheese
The Filament Whisperer
RE:
Try adding this to your "After Layer" g-code and reslice:
;Set the following values to start at 100%, then slowly decrease to 10% at the top of the print area
M201 X{(((machine_max_acceleration_x)*(1.0))-((machine_max_acceleration_x)*(0.9)*(((layer_z)*(1.0))/((max_print_height)*(1.0)))))}
M201 Y{(((machine_max_acceleration_y)*(1.0))-((machine_max_acceleration_y)*(0.9)*(((layer_z)*(1.0))/((max_print_height)*(1.0)))))}
M201 Z{(((machine_max_acceleration_z)*(1.0))-((machine_max_acceleration_z)*(0.9)*(((layer_z)*(1.0))/((max_print_height)*(1.0)))))}
M205 X{(((machine_max_jerk_x)*(1.0))-((machine_max_jerk_x)*(0.9)*(((layer_z)*(1.0))/((max_print_height)*(1.0)))))}
M205 Y{(((machine_max_jerk_y)*(1.0))-((machine_max_jerk_y)*(0.9)*(((layer_z)*(1.0))/((max_print_height)*(1.0)))))}
M205 Z{(((machine_max_jerk_z)*(1.0))-((machine_max_jerk_z)*(0.9)*(((layer_z)*(1.0))/((max_print_height)*(1.0)))))}
M220 S{((100.0)-(90.0*(((layer_z)*(1.0))/((max_print_height)*(1.0)))))}