Printing 0.6 mm layer hight with 0.4 mm nozzle? ... No problem at all!
Nearly everyone on the internet says that the layer hight should be smaller than the nozzle diamater. Often you read something like "no more than 70% or 80% of nozzle diamater to get good layer adhesion".
I never understood why that should be the case, as adhesion depends on the ratio of extrusion width to layer hight.
I made some test prints and took some pictures. The prints were done using prusament galaxy black with standard settings (Slic3r PE 1.42-beta1) on an original Prusa I3 MK3 with Bondtech BMG extruder. I changed nozzle size, layer hight and external perimeter extrusion width in Slic3R PE. The nozzle always remained the same: 0.4 mm NozzleX.
The prints are mechanically very stable, I can not peel off the layers, so it looks like a perfect print to me.
My question is: What is the benefit of a larger nozzle like 0.6 mm, if I can easily print with the same parameters using a 0.4 mm nozzle?
Re: Printing 0.6 mm layer hight with 0.4 mm nozzle? ... No problem at all!
The layer adhesion is less. The cube test you've printed is an ideal scenario where you could do it. But on the corners you can already see how much less contact area you're getting with higher layer height.
The real problems will start with angles, speed increase, infill, various filament types.
You can go ahead and try to print more complex objects and compare the results. It's always interesting to see what's really possible and how.
Often linked posts:
Going small with MMU2
Real Multi Material
My prints on Instagram
Re: Printing 0.6 mm layer hight with 0.4 mm nozzle? ... No problem at all!
The layer adhesion is less.
Why? Are you saying that the layer adhesion depends on more geometrical factors than the extrusion width and layer hight?
Re: Printing 0.6 mm layer hight with 0.4 mm nozzle? ... No problem at all!
There is no way I can explain it in couple sentences. Just try to understand that you're printing from higher above and pushing the filament out of bounds of the nozzle. You're also generating more back pressure and uneven fluid flow.
Often linked posts:
Going small with MMU2
Real Multi Material
My prints on Instagram
Re: Printing 0.6 mm layer hight with 0.4 mm nozzle? ... No problem at all!
The layer adhesion is less.
Why? Are you saying that the layer adhesion depends on more geometrical factors than the extrusion width and layer hight?
AFAIK layer adhesion depends on contact surface area between layers and how much the upper layer can melt into the surface of the lower layer.
Looking at the left-hand (intentionally over-extruded) cube, you can see that the width of the contact area is not as wide as your extrusion width. I can't tell from the pictures if the contact area is the same as the other cubes.
As far as the upper layers melting into the surface of the lower layers, I know just enough to know that there is a lot I don't know about this topic. I can think of lots of different variables in play, but I don't know how much each affect each other and the system as a whole.
See my (limited) designs on:
Printables - https://www.printables.com/@Sembazuru
Thingiverse - https://www.thingiverse.com/Sembazuru/designs
Re: Printing 0.6 mm layer hight with 0.4 mm nozzle? ... No problem at all!
pushing the filament out of bounds of the nozzle.
What are the bounds of a nozzle? Are you referring to the circular hole in the nozzle?
You're also generating more back pressure and uneven fluid flow.
I agree on the higher back pressure, but as long as the extruder can generate enough force, it shouldn't be a problem?
I'm not sure what you mean by "uneven" fluid flow. What is even and what is uneven flow? Are you referring to lamiar and turbular flow?
Re: Printing 0.6 mm layer hight with 0.4 mm nozzle? ... No problem at all!
Looking at the left-hand (intentionally over-extruded) cube
What is your definition of over-extrusion? The usual definition is something like: "Extruding more material than intended or fitting into the geometrically available space." You seem to have a different definition?
you can see that the width of the contact area is not as wide as your extrusion width.
Isn't that always the case? If contact area and extrusion width were the same, you would get rectangular extrusions and the resulting side-surface of the print would be perfectly smooth. I have never seen this to happen.
Re: Printing 0.6 mm layer hight with 0.4 mm nozzle? ... No problem at all!
Looking at the left-hand (intentionally over-extruded) cube
What is your definition of over-extrusion? The usual definition is something like: "Extruding more material than intended or fitting into the geometrically available space." You seem to have a different definition?
Yes, over-extrusion. Because you are exceeding the general rule of thumb that you even sited here:
Nearly everyone on the internet says that the layer hight should be smaller than the nozzle diamater. Often you read something like "no more than 70% or 80% of nozzle diamater to get good layer adhesion".
I added the modifier "intentionally" because you meant to do that as an experiment. I wasn't trying to cast any allusions. I'm simply trying to precisely describe what you did.
you can see that the width of the contact area is not as wide as your extrusion width.
Isn't that always the case? If contact area and extrusion width were the same, you would get rectangular extrusions and the resulting side-surface of the print would be perfectly smooth. I have never seen this to happen.
Yes, it is always the case. But it appears (and I could be wrong, I only have the picture to go on) that the unevenness between the middle and the left cube is different, the grooves between the layers on the left look deeper than the middle one. That seems to indicate that means the ratio between the contact width and the wall width is smaller on the left cube if the are the same width. According to your settings they should be (but you don't provide actual measurements), but lets take it on faith that they measure the same width. The smaller ratio on the left cube would then mean that the contact width on the left cube is less than the contact width on the middle cube.
If the width is smaller and the contact length is the same (same size cubes) then the contact area is smaller. Less contact area, less potential layer adhesion. How much less? Well, here is where I admit that I don't know enough to be able to tell. Might be insignificant, but it also might be significant. Might depend on your application.
P.S. One of the attributes of the Prusament Galaxy Black that I love is also making this harder to judge from a simple photograph. The matte finish and the irregular sparkles in it go a long way to hiding surface finish issues. I've printed some models in a glossy PLA and can see layer lines at arms length. Then print the same g-code in Galaxy Black and can't see the layer lines until I'm inches away from the model.
See my (limited) designs on:
Printables - https://www.printables.com/@Sembazuru
Thingiverse - https://www.thingiverse.com/Sembazuru/designs
Re: Printing 0.6 mm layer hight with 0.4 mm nozzle? ... No problem at all!
Reminds me of that time Stevie jumped a 40 foot ditch in his dad's Corvair van and pulled it off. Didn't work so well the 2nd time, God rest his soul...
You've printed squares which allow layers to stack directly on the layers below, so a lot of the problems when printing anything other than perfectly vertical walls are not coming into play.
Take a look at the E3D nozzle dimensions:

The nozzle opening shown in the A measurement is what we think about most. There's more to the nozzle shape though. Check out the B dimension. It's not simply a rim around the opening that remains the same for every size. As the nozzle opening expands, that flat "shoulder" surface expands at a bit more than 2X the opening size. (Note: This is why cheap nozzles often don't print as well as the real deal. Check out Triangle Labs if you want cheap(er) knock-offs.)
Now think about pressing down with a tube of toothpaste. You can press down directly below the opening where paste is flowing. You can press down with the edge of the opening to a degree. You can certainly push out enough to squish paste out the sides, but you won't have that downward pressure, causing the "over extrusion" effect. This may be a consideration as you print more sloping surfaces.
Layer height is also related to pressure, in that a higher layer height is progressively more round. Round extrusions have less surface contact with the layers immediately above and below, so can affect adhesions. Again, this will be more of an issue with slopes, and especially with overhangs.
Also keep in mind that as you increase extrusion widths or layer heights, speeds have to go down. The E3D V6 hotend can only process so much plastic.
Don't get me wrong. I'm a big fan of pushing nozzles and the Mk3 to their limits. Have fun with it. Try giving ol' Benchy a try with those settings and see what happens! I found with some tinkering that the guidelines of 80% of nozzle size for layer height, and 120% for extrusion width work well in most cases. Above that and wider lines tended to snap apart, and taller heights produced weak walls. Here's what I was able to get with a 1.00mm nozzle with 0.20mm (left) and 0.80mm (right) layer heights.

Nothing harmed by trying, but do be careful of declaring victory when you've pulled off small benchmarks. They may not work so well the 2nd time. 🙂 My results with a 1.50mm nozzle at 1.2mm layer heights wasn't exactly successful.

Bridges are a mess due to sheer weight of the extrusion. The bow overhangs are actually surprisingly good. What works for you works for you though, so there's certainly nobody going to kick down your door to take your Mk3 away.
My question is: What is the benefit of a larger nozzle like 0.6 mm, if I can easily print with the same parameters using a 0.4 mm nozzle?
Well... more. If you can go wide with 0.40mm, you can go wider with 0.60mm and completely bonkers at 1.00mm. Think of it as painting your dad's Corvair van with a fine tip paint brush versus a paint roller. I found 1.25mm and above a bit impractical.
Re: Printing 0.6 mm layer hight with 0.4 mm nozzle? ... No problem at all!
Thanks bobstro. I hoped you will jump in with much better and detailed explanation.
Often linked posts:
Going small with MMU2
Real Multi Material
My prints on Instagram
Re: Printing 0.6 mm layer hight with 0.4 mm nozzle? ... No problem at all!
Thanks for your great explanation! I already knew that you would write a great post, after I read your website 🙂
Also keep in mind that as you increase extrusion widths or layer heights, speeds have to go down. The E3D V6 hotend can only process so much plastic.
This is true, but isn't this the same for all nozzle sizes, as the maximum volumetrix flow rate is independent of nozzle size? (Or is it really?)
I agree, I have to conduct more tests. The spiral vase cubes are probably the "ideal" conditions, where nothing can go wrong. I have to test some more realistic scenarios. I guess that bridging will probably be most affected, as the material can not flow to the side and the resulting extruded line will just be too long and hang down. (Which could be corrected in software)
What is your definiton of over-extrusion? Christopher.e8 and me seem to have different definitions and I couldn't find an official one.
Re: Printing 0.6 mm layer hight with 0.4 mm nozzle? ... No problem at all!
the most common definition I have seen used is when you are pushing more plastic into the space than can physically fit. A good example is a first layer that is too low; you will get ridges and ripples from the nozzle plowing into the plastic.
But after your question, I can also see it being applied relative to the nozzle and pushing through a wider or higher layer line than recommended for a given size.
Re: Printing 0.6 mm layer hight with 0.4 mm nozzle? ... No problem at all!
It is the same for all nozzle sizes. The capacity of the hotend is measures in mm^3/s, which with the E3D V6 is roughly 11.5mm^3/s (advertised as 15). Throughput is measured as Extrusion Width X Layer Height X Speed. In other words, using a 0.40mm nozzle to get extrusions of the same size won't gain you anything over using a 0.60mm nozzle, and the larger nozzle is likely to yield better results at the same print settings and times.
[...] This is true, but isn't this the same for all nozzle sizes, as the maximum volumetrix flow rate is independent of nozzle size? (Or is it really?)
I agree, I have to conduct more tests. The spiral vase cubes are probably the "ideal" conditions, where nothing can go wrong. I have to test some more realistic scenarios. I guess that bridging will probably be most affected, as the material can not flow to the side and the resulting extruded line will just be too long and hang down. (Which could be corrected in software)
Not to discourage you, but ... why? You'll get results, possibly even "OK" results. But simply using a larger nozzle will yield better results. "Right tool for the job" and all that. A nozzle swap takes 2 minutes once you master the procedure, and if going bigger is what you want, why stop at 0.60mm? 0.80 and 1.00mm nozzles work well with the Mk3 (though hardly ideal for big parts) and you can find 1.25 and 1.50mm nozzles if you really want to go nuts.
What is your definiton of over-extrusion? Christopher.e8 and me seem to have different definitions and I couldn't find an official one.
Well, if extrusion is "a process used to create objects of a fixed cross-sectional profile", over-extrusion is a result that distorts that profile due to excessive material. If you tell your slicer you want a flat vertical wall and you wind up with a stack of uneven sausages, that's over-extrusion. If you slice walls at 0.40mm and get printed walls at 0.50mm, that's over-extrusion. It can be tricky to judge from pics. To give any sort of qualitative call on over-extrusion, you could either show us your 1st layer results, or print a hollow cube sliced with walls of a fixed thickness and measure the printed results to compare.
It can be a cool effect, but you're getting a result that differs from what you told the slicer to produce. You're drifting into the world of "art" at some point, and I'm not going to tell anybody they're creating their art incorrectly. I just wouldn't expect getting consistent functional results with it.
Re: Printing 0.6 mm layer hight with 0.4 mm nozzle? ... No problem at all!
Not to discourage you, but ... why? You'll get results, possibly even "OK" results. But simply using a larger nozzle will yield better results. "Right tool for the job" and all that. A nozzle swap takes 2 minutes once you master the procedure
I totally agree and I often swap between 0.6 mm and 0.4 mm for different prints. However, sometines a prints contains small features on a large, featureless block. Maxing out the possibility of a nozzle would make the variable layer hight feature more powerfull.
But my main motivation is probably to understand why these limitations exist instead of simply accepting them. So far, I found no explanations on WHY the layer hight should not exceed 70-80 % of the nozzle size. Some people who give an explanation don't take into account that the extrusion is usually wider than the nozzle diamater. And some explanations on this topic even have a wrong understanding about it, like this video by Prusa:
(The picture of the nozzle diamater is wrong)
Well, if extrusion is "a process used to create objects of a fixed cross-sectional profile", over-extrusion is a result that distorts that profile due to excessive material. If you tell your slicer you want a flat vertical wall and you wind up with a stack of uneven sausages, that's over-extrusion. If you slice walls at 0.40mm and get printed walls at 0.50mm, that's over-extrusion.
That makes sense. So you are basically saying that overextrusion happens if more material is extruded than previously intended (calculated)?
Re: Printing 0.6 mm layer hight with 0.4 mm nozzle? ... No problem at all!
Some people who give an explanation don't take into account that the extrusion is usually wider than the nozzle diamater. And some explanations on this topic even have a wrong understanding about it
The wider extrusion only works well if you print without any angles and very slowly. Otherwise the more extruded filament will go in any direction. In general you have less control over your layer.
Maybe there is a misunderstanding. Not advised, doesn't mean you can't do it. You can use 0.2 nozzle and slice/let the slicer extrude for 0.8 layer height . Under certain conditions you will be able to print your test cube. But as soon as you print regular daily prints, you will realize the limitations and that it's not really practical.
As already suggested, do your tests. Compare it visual, compare the layer bonding. Share the results. Maybe you will find something which is maybe not practical but visually really cool. Nobody is trying to convince you not to do it.
Often linked posts:
Going small with MMU2
Real Multi Material
My prints on Instagram
Re: Printing 0.6 mm layer hight with 0.4 mm nozzle? ... No problem at all!
Take a 0,4mm string and lay it every 0.6mm and you will see the problem. I think you can over extrude to fill the gap
Re: Printing 0.6 mm layer hight with 0.4 mm nozzle? ... No problem at all!
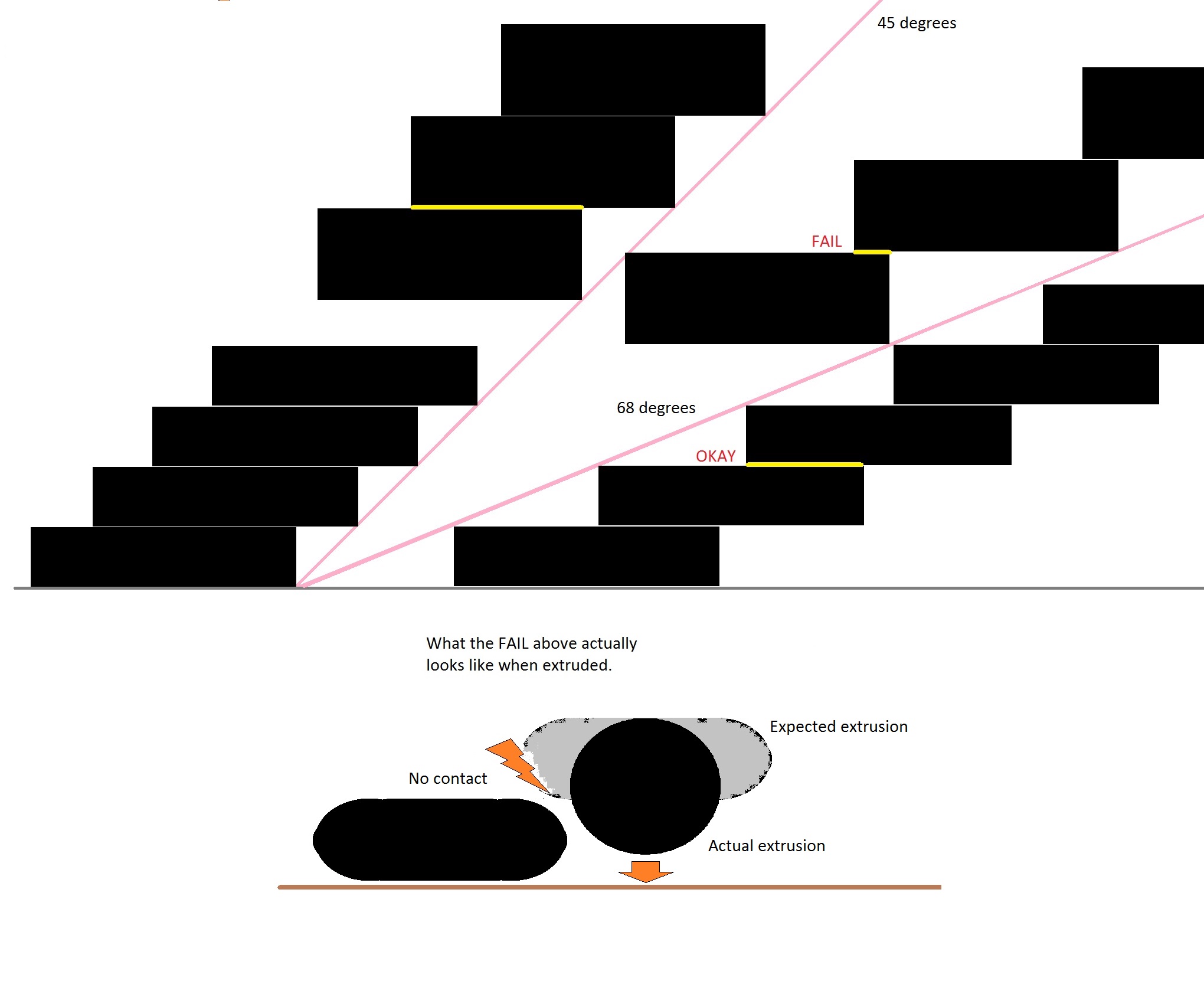
The problem with a nozzle smaller than the extrusion width is when printing overhangs. Beyond some angle the nozzle will extrude material that never touches the lower surface, and can't "compact" to make the wide track needed to connect.
Re: Printing 0.6 mm layer hight with 0.4 mm nozzle? ... No problem at all!
Take a 0,4mm string and lay it every 0.6mm and you will see the problem.
I'm not sure what you want to say with this. Did you read my first post? My 0.4 mm nozzle did not extrude a 0.4 mm string. It it did, than the print would obviously fail.
Re: Printing 0.6 mm layer hight with 0.4 mm nozzle? ... No problem at all!
The problem with a nozzle smaller than the extrusion width is when printing overhangs. Beyond some angle the nozzle will extrude material that never touches the lower surface, and can't "compact" to make the wide track needed to connect.
Thanks, this is a really good explanation! I marked it the "best answer", not because it is better than bobstros explanation, but because it will benefit other users the most thanks to its easy to understand, yet perfectly accurate explanation!