Printer stops extruding always mid-print with only specific model
Hello,
I'm trying to print a model in PLA that needs supports, and I'm having problems mid-print. The print job always stops in the middle of the job, with the extruder clicking and unable to extrude more filament. I'm having a huge difficulty in pinpointing the reason. Strangely enough, I'm printing other models with similar settings and zero problems. My settings are the following:
- Material: PLA
- Temperature :235ºC (I know it seems high, but it's the best temperature given by the temperature towers and I've printed all kinds of models without any problems at that temperature)
- Nozzle: Revo's standard Brass 0.4mm Nozzle
- Profile: Prusa's standard 0,20mm QUALITY 0.4mm nozzle preset. I'm limiting the maximum volumentric flow rate to 11.5mm^3/s.
- Extruder: Revo 6
- Speeds: lowered to 40mm/s, but I've set the max flow rate to 11.5mm^3/s as mentioned above, so I undestand that would be the main limiting factor.
- The nozzle has been cleaned out with cleaning filament and flows very easily and very clean. With the PTFE tube also not blocking the cleaning filament at all, so everything seems clean...
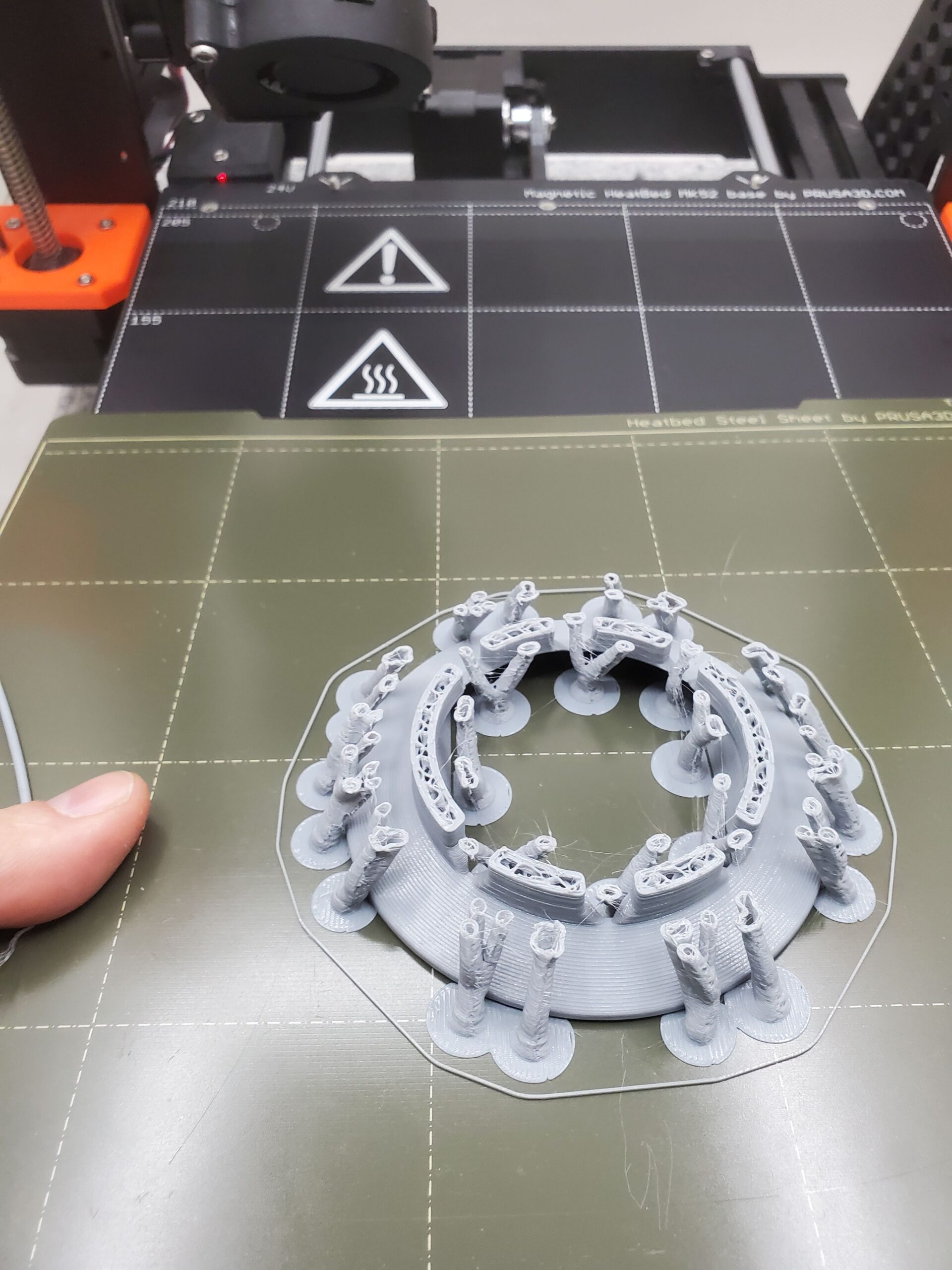
I'm posting how the filament looks once I unloaded it after the extruder starts clicking. I'm also posting a picture of the supports, which are organic, and they seem to have a lot of holes in the structure itself, is this normal?
I'm also attaching the 3MF file in case anyone can help me.
Many thanks!
Pedro



RE: Printer stops extruding always mid-print with only specific model
What brand of PLA? Not all brands are equal.
Cheers
-Bob
Prusa I3 Mk2 kit upgraded to Mk2.5s, Ender3 with many mods, Prusa Mini kit with Bondtech heat break, Prusa I3 Mk3s+ kit
RE: Printer stops extruding always mid-print with only specific model
A couple other questions, how old is this printer? How long have you owned and used it, and how many hours it had on it? Do you often print with high temp filaments like ABS or nylon?
I've spent time looking at your photos and it looks to me like you have a clog. I don't use organic supports so I don't know what normal is, but I see gaps in your supports and I suspect that's not correct. When I've seen gaps like that in my print it's usually due to a clog. The taper on the print looks pretty good, but the vertical walls show uneven extrusion which could be from the slicer or could be a clog. As for the filament the ribbon looks suspicious, I don't see that with mine, there's also a ring where the filament tapers which looks like there could be a gap where the PTFE tube contacts the heat break and that could definitely cause a clog and if your heat break is filling with filament that could result in that ribbon.
From what I see you may be suffering from heat creep, try a cold pull and check your PTFE tube for shrinkage.
Cheers
-Bob
Prusa I3 Mk2 kit upgraded to Mk2.5s, Ender3 with many mods, Prusa Mini kit with Bondtech heat break, Prusa I3 Mk3s+ kit
RE:
This is heatcreep at a height with a lot of retracts. The organic supports increased the number of retracts substantially. The heat "isn't flushed out fast enough". Please lower the fairly high nozzle temperature. If you have an enclosure, keep the door open. A long time ago, a Prusa firmware update lowered the extruder temperature. You can try an additional fan on a motor cooler hood like this one. The upgrade from MK3S to + rectified the filament path in the extruder. You could print the changed extruder parts. Make sure, that the filament path up to and including the spool does not impose too much friction. Please have a look at this older video by prusa.
Your PLA shows stringing due to the high temperature but maybe also because your filament needs to be dried. You can try another PLA spool and see whether it shows the same behaviour.
Please do not contaminate your heatbed with grease by touching it with fingers. I always use paper kitchen towels.
Cheers
Mathias
RE:
Hello,
Thank you so very much for all the answers:
The filament is called Winkle PLA HD, it is a well-known filament here in Spain, used by many 3D printing services and shops, with which they obtain very good quality prints. I've always also obtained very good prints in the past with it, so although I would discard the brand itself as the issue, it could be this specific spool itself that is deffective. The spool has been very recently opened from its vacuum sealed box, and there is very little humidity indoors where I live so I'm also tending to discard humidity.
The printer is a Prusa MK3S+ with Revo 6 Hotend installed, that has been working very well since its purchase (1 year ago), so I'm also discarding the printer itself.
I have to check the PTFE tube, and I did have a clog in it recently, which I managed to unclog using a tiny drill bit, but I may have moved the PTFE tube sightly from it's ideal position when repositioning or may have damaged it somehow inadvertidly. When feeding the cleaning filament manually the filament seems to pass through very smoothly through the PTFE, but there could very well be a gap, so my next step is disassembling the extruder, checking the PTFE tube and posting pictures for you guys if I see anything strange.
If the PTFE seems fine, my next attempt will be to lower the temperature, from 235 to something lower and see if that has an effect, as heat creep seems very plausible.....
I've also found out that I had the option of "keep fan always on" checked and the "enable auto cooling" unchecked, I've reverted that to the default values and reprinted with the exact same problem. Nonetheless, I have the gut feeling that it's clearly a heat creep, so I will lower the temperature of the extruder, open an extra window around the house, and let you guys know how it goes.
RE:
The PTFE in the original extruder must have a specific geometry including chamfers (see ptfe-tube-original-prusa-printers). I'd try to avoid using a drill-bit. That might damage the PTFE tube. There exists a nice ptfe-multitool to cut and chamfer those. Otherwise you can make inner chamfers easily with classic regular household scissors. Hold the tip of one blade into the PTFE and turn the tube. I do not have the Revo. So I can not give recommentations for it specificly.
Try to lower the temperature around the printer if you can. Opening a window (draft is less of a problem for PLA) is definitely a good start. Shield the sun. Move other heat sources away or switch them off. Put a fan beside the printer, relocate the printer into a cooler room, maybe even a basement, print during times when it is cooler. Things like that. You get the idea. If high temperatures are already an issue now in march, how problematic will it become during a usual hot Spanish summer? Before the update to MK3S+ I often had extruder clicking when the room temperature reached 30 degree C here in Germany. The update also added a small opening at the front for additional air flow.
Last week I had a new spool of quality PETG that seemed to have some humidity right out of the sealed bag. So, even a brandnew spool might need to be dried prior printing.
RE:
Thanks for the input Blauzahn,
The clog I'm talking about, was exactly as the one shown in this youtube video, and I had to unclog it the exact same way. A piece of filament was tightly stuck inside the ptfe tube, and inserting filament or even a steel rod wouldn't budge it, so the only way was with a small drill bit, which won't flex as the steel rod and is strong enough to pull it out. As it was in the PTFE, previous to the hotend element, heating the extruder and using cleaning filament was not an option...
Thank you for your tips with the PTFE tube, I'm going to try to print the chamfering PTFE tool yo mention, before disassembling the extruder, so if once I open it, I have to change the tube, I already have the tool with me. The actual tube is the one that came with the hotend, so it should have been correctly chamfered initially, but I may have damaged it while unclogging the stuck filament as mentioned.
Strangely enough, I have printed without problems here in Madrid with very high ambient temperatures 35º Celsius...but they were simpler models without supports, which don't have as many retractions...so I'm thinking it has to do more with localised heat around the hot-end than actual ambient heat. I'm not saying it does not affect, obviously...but maybe it's the combination of high nozzle temperature 235C plus the frequent retractions...so I'm also checking options to upgrade Prusa's stock fan or adding a second one...
RE:
If you have a hot air gun, you can heat up the open hotend clamped into a vise. Then it is easier to push out the filament without damaging. Please be aware, that you must not heat up PTFE beyond 250 degree C. Beyond that it emits toxic fumes.
Apart from once, every time I thought I had a clogged nozzle, it actually was not. Heating up and pushing filament manually, determined but carefully with some patience usually did the job. Even without disassembling anything, not even the nozzle which I hardly ever do. In case I had loaded PLA I use PETG and the appropriate hot end temperature to push.
My hotend is equipped with a titan heatbreak, a nickel plated cupper heatblock (E3d) and a hard coated brass nozzle (micro swiss). The thread between heatbreak and cooler is coated with thermal paste, the thread between heatblock and heatbreak is not. Everything, in order to maximize heat flow towards the nozzle and minimize heat flow towards the top. On the standard heat sink, verify that the collar is pushed out and keeps the tube in place.
Apart from the printed part of the tool I mentioned you need a centering drill and a blade of a common pencil sharpener. Please be aware that the lengths of the tube is slightly different between MK3S and MK3S+.
In the past I sometimes temporarily stuck the hood with an additional fan onto the extruder motor and run it with an external power supply. I have not needed it for a while now.
RE: Printer stops extruding always mid-print with only specific model
edit time expired;
Instead of actually being clogged, usually the filament facing the pulley has been nibbled away by it so that the force pushing it down is missing. Applying that force manually makes up for that.
RE:
So, just to update, it turns out I wasn't interpreting well my temperature tower, and redoing it more slowly I've seen that I can print well without any discernable differences in the tower in the range of 205-220C. I decided to retry the print using new lower temperatures of 215C for the nozzle and 40C for the bed, to reduce general heat. It definitely improved things, as although the print did stop extruding, this happened much later in the print, as shown in the picture below.
As Blauzahn mentioned, it was clearly due to the high number of retractions caused by the huge number of small branches that the organic supports use, agravated mainly by the circular shape of the model. As I wanted to reduce scarring caused by supports to the minimum, and was trying to avoid for the supports to have to be built on top of the lower part of the model, I decided to create supports in the model itself, as shown in the photos: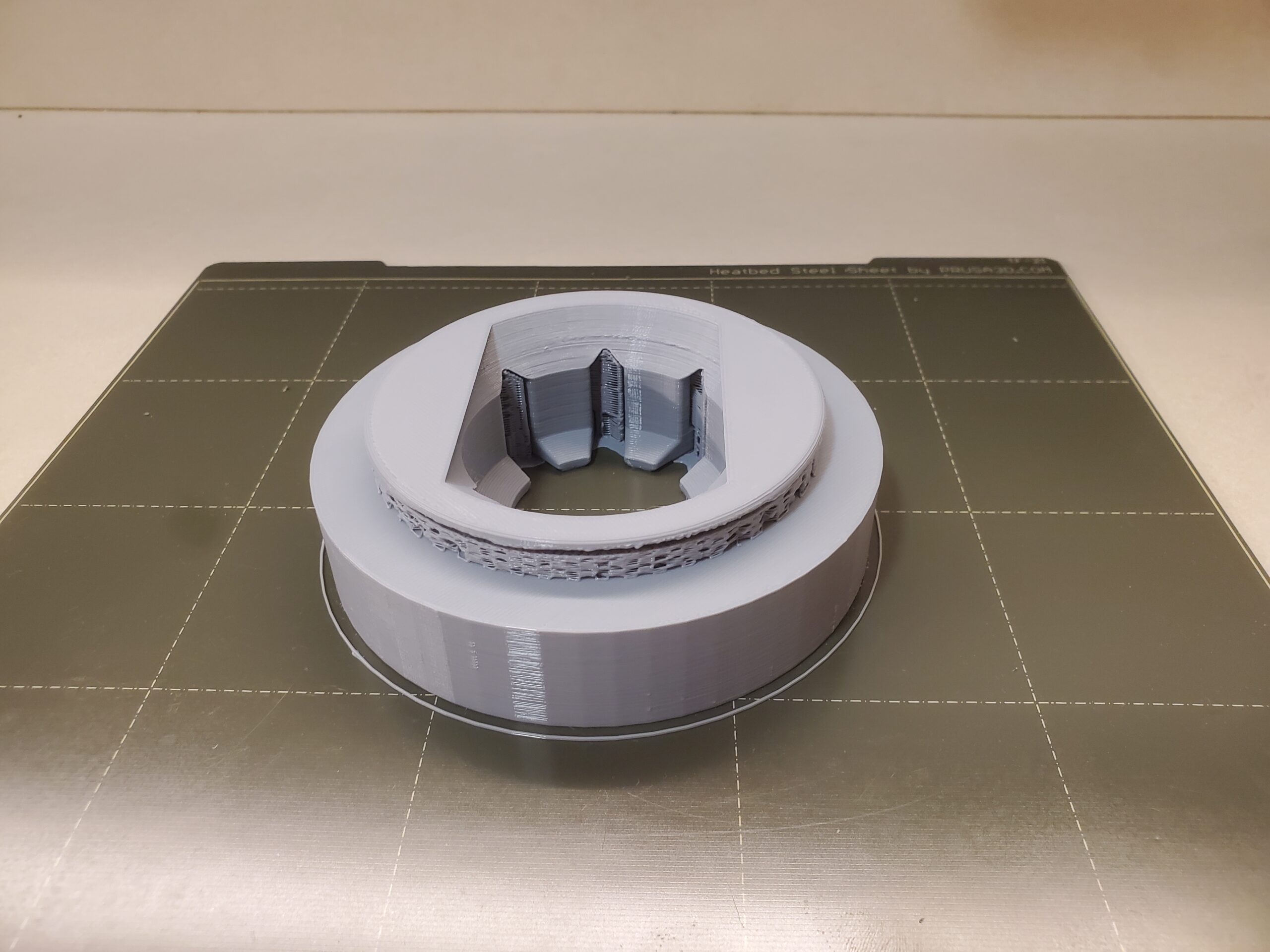


This did work as expected. I got some scarring below, which was entirely my fault as I auto-generated supports, instead of using the paint support tool to only paint them where I wanted. I also got some scarring above, but that scarring was inevitable as that support I did really need to sustain the overhang.
As this is a cable holder, and the scarring is inside the support, I'm not going to bother to try to get better results, as the outside of the piece, looks good.
I've learnt through other posts of this forum, that another resort I could use would be to try to print the overhang section without supports, but use modifiers in prusa slicer, just for that section, to print very, very slowly and use smaller layer height and wider extrusion width in that area, which apparently can help with overhangs. Also, I'm always so anxious to print the whole piece, that I forget the way to go is just extract the problematic section of the model (in this case could be a 'pizza sliced' cut of the top overhang) and try different slicing settings just with that area to avoid wasting time and material.
I've also liked the idea mentioned of adding an additional fan to the extruder motor using the shroud shown, but I'm always wary of touching the stock ventilation system, as it can add additional air drafts, which might cause other negative effects... so unless it's an upgrade many people have done with good results, I prefer not to be the guinea pig and stay away from that for now.
Many thanks to you all for all the help, I've learnt so much in this process!!
RE: Printer stops extruding always mid-print with only specific model
Instead of the slicer making the whole scaffolding for the support you can design a narrow dummyring around your part that reaches upwards and towards the overhang section just before that so that the lower surface of your part does not have to act as support and the builtin support just has to bridge a small gap between the dummyring and the upper overhang.
As an alternative please consider splitting that part into two sides. I'd definitely go that way and probably save overall printing time and filament as well. Supports are quite costly -- snug and organic types less so but still. The design might be snap-fit or screwed together. For the latter I have a bunch of screws (M3, 4, 5, 6) and corresponding nuts (hex for all sizes and square for M3).
Drying the filament might help.
The additional fan is mostly useful for PLA where draft hardly hurts. I only put the hood with the fan onto my extruder when I was printing PLA in the summer. That way you stay very close to the original.