Print Quality issue
Hi everyone,
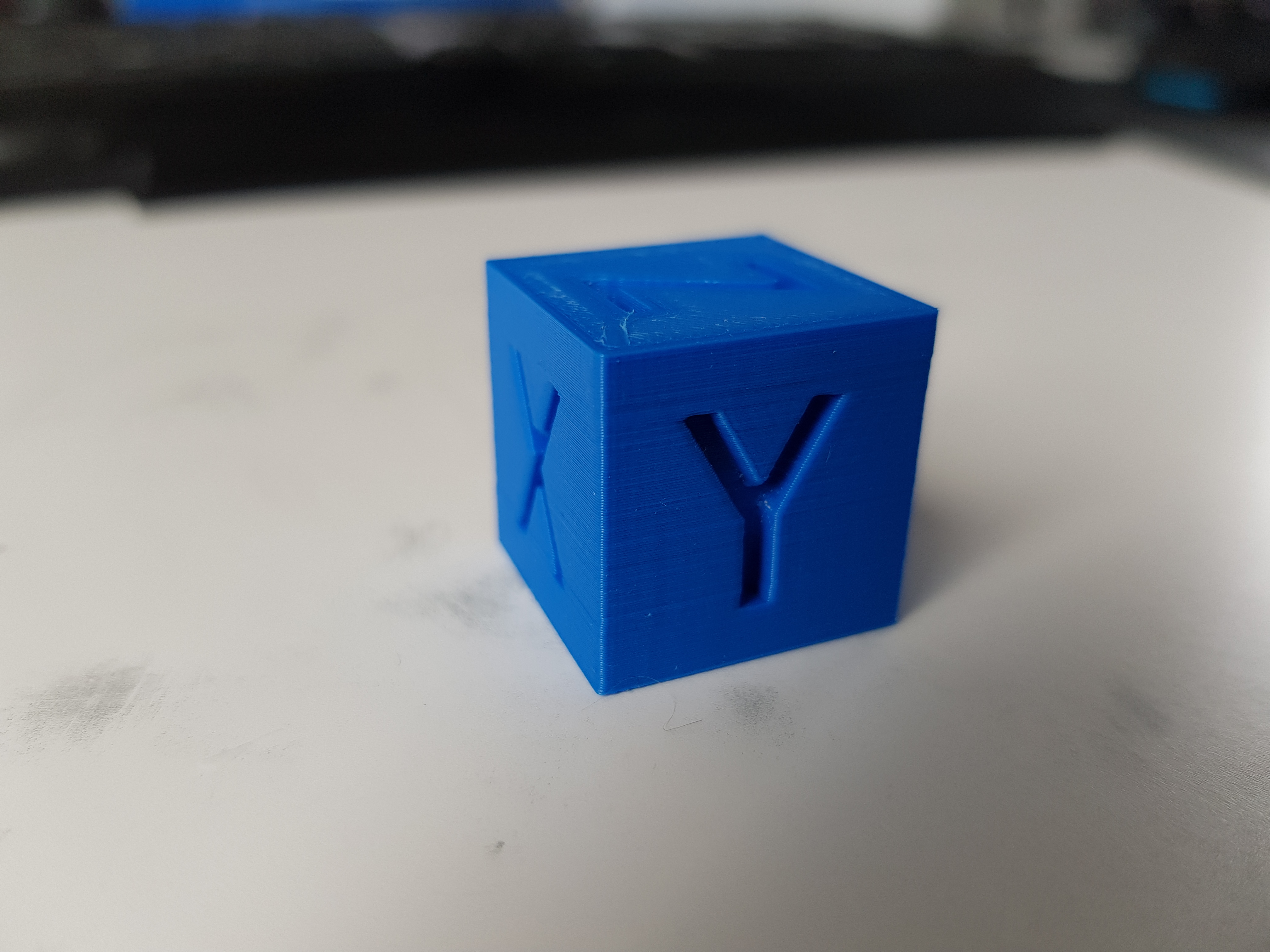
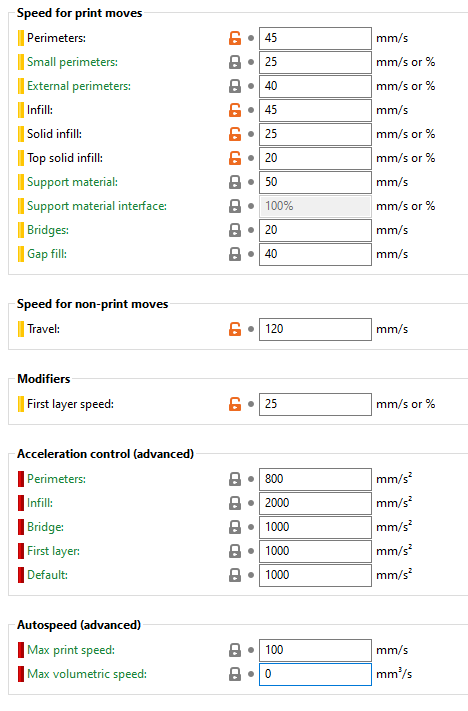
My current printer settings leave me with a practically perfect calibration cube, as shown below. However once I start printing larger objects I'm getting some terrible artifacts I can only describe as micro layer shifts. These can be seen in the lines in the last 2 pictures. Does anybody have an idea how I can fix this issue? I have included my current print speed settings in the last picture.
Calibration Cube:
Micro shifts in the layer lines:


Current printer speed settings:
RE: Print Quality issue
Make sure both driver pulleys are secure. Then, belt tension can help; but there will always be some surface artifacts. The belt tension numbers you see on the display are meaningless. You need to measure the belt tension using a gauge if you want the best performance. I've attached a worksheet I've been using to achieve about 6 pounds force on the belts. Yes, the worksheet can be tough to follow - the numbers for Tst (static tension) are in pounds-force. So is the deflection test force you apply to the belts to measure the static tension. Slide the extruder to the left, stop, and the bed to the rear stop. Apply about 200 grams upforce to the bottom of each belt loop, and you should see the belts deflect about 1/4" on the X belt, and 3/16" on the Y belt.
RE: Print Quality issue
Make sure both driver pulleys are secure. Then, belt tension can help; but there will always be some surface artifacts. The belt tension numbers you see on the display are meaningless. You need to measure the belt tension using a gauge if you want the best performance. I've attached a worksheet I've been using to achieve about 6 pounds force on the belts. Yes, the worksheet can be tough to follow - the numbers for Tst (static tension) are in pounds-force. So is the deflection test force you apply to the belts to measure the static tension. Slide the extruder to the left, stop, and the bed to the rear stop. Apply about 200 grams upforce to the bottom of each belt loop, and you should see the belts deflect about 1/4" on the X belt, and 3/16" on the Y belt.
Thank you for the reply. I'd like to try get the belt tension right, however I'm really unsure how I'm supposed to apply exactly 200g of force. Do you have any clever trick how I might simulate that?
RE: Print Quality issue
For me the "Droop" method works. Just tighten the belts until there is no observable droop.
It is not critical, and is sure less risky than chasing those numbers.
RE: Print Quality issue
Most folk use a scale. I use a trigger pull scale; some use luggage scales. The belts require minimum 2 lbf to provide minimal accuracy, even less to not skip (droop method provides just enough force the belts don't hop over drive gear teeth), but low tension doesn't provide the best positional accuracy and allows wandering as the extruder moves. And it is easy to overtighten them. The 6mm belts are rated to 25 lbf, but the motor bearings set the usable tension to under 8 lbf.
In the end, proper belt tension doesn't provide perfect walls: instead, other artifacts begin to show up (aka VFAs). So it is like peeling an onion. Get past random belt noise, then step linearity becomes visible (motor drive); then motor non-linearity (motor assembly); and so on.