Preventing tiny segments
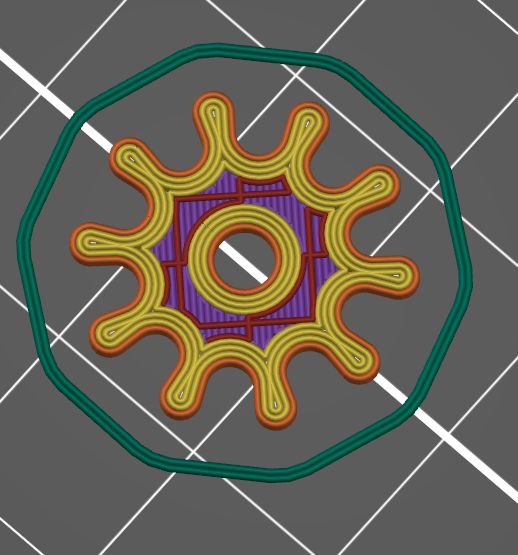
When printing gears, I sometimes get tiny segments in the slice, as show by the white regions in the attached screenshot, near the tip of each tooth. Is there a slicer setting that would prevent these from being generated? No extrusion at all would be an improvement. The problems with these tiny segments are:
- each of them involves a retraction, adding to print time
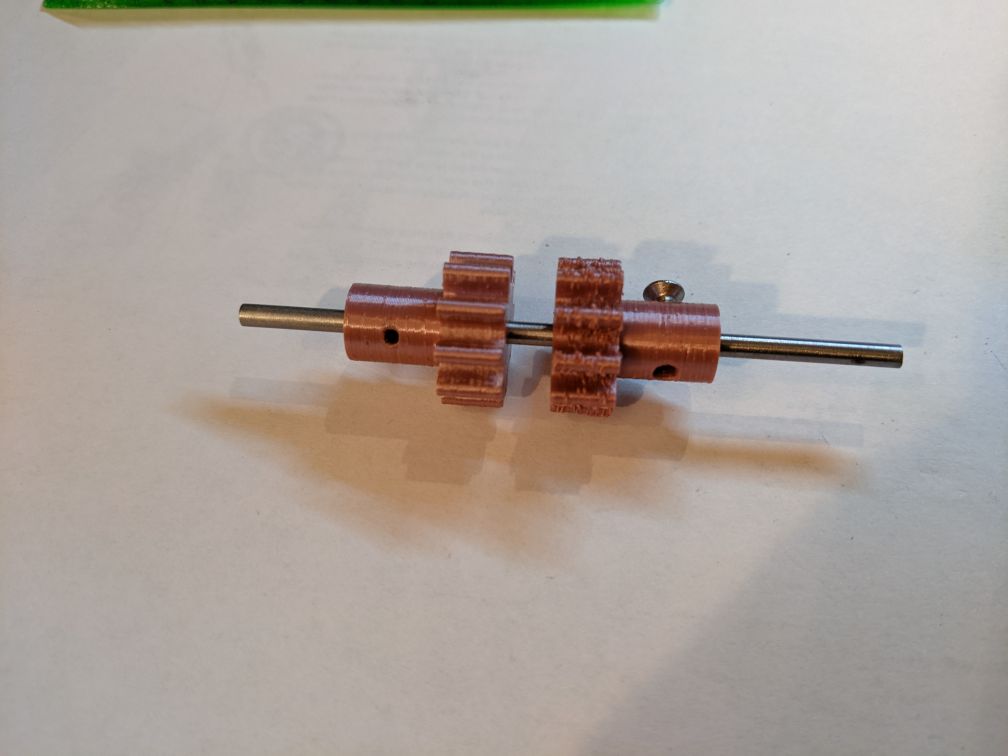
- you can sometimes get reduced print quality. I'm not sure what is happening here, but I have known the part to end up with pimples on the surface, perhaps due to remelting the filament. The second picture shows an extreme example on the right (I can't recall what the difference between this and the successful print on the left is).
- in extreme cases, the many retractions can overheat the extruder motor leading to a jam (rare, but I have known it to happen)
I've yet to find anything that helps with this, after trying multiple things such as adjusting the number of perimeters, external perimeters first, and the extrusion width. Detect thin walls does not help either.
Pictures:
That's gap fill
When printing gears, I sometimes get tiny segments in the slice, as show by the white regions in the attached screenshot, near the tip of each tooth. Is there a slicer setting that would prevent these from being generated? No extrusion at all would be an improvement.
The white bits are gap fill, used when there's a space between perimeters that's not big enough for infill and too small for a full extrusion to fit.
- You can disable it by setting the gap infill speed to 0 in older PrusaSlicer versions. (Print Settings->Speed->Speed for print moves->Gap fill)
- It can be disabled via an explicit setting in PrusaSlicer 2.4alpha. (Print Settings->Layers and perimeters->Advanced->Fill gaps)
and miscellaneous other tech projects
He is intelligent, but not experienced. His pattern indicates two dimensional thinking. -- Spock in Star Trek: The Wrath of Khan Unfortunately,…
ArcWelder?
I wonder if ArcWelder might help.
RE: Ah-ha!
I wanted to close the loop on this, after some further findings. In the original message, I showed two prints, one from a few days ago and one (with pimples) from yesterday. I was noticing when I did the second one that I was getting a short pause after the retraction following each of the tiny segments. I now believe that this was an issue with the extruder gear. After I opened the extruder flap and then closed it again, I am no longer getting the pauses or the pimples on the print. I don't know if this is because I now have slightly different tension, or that one of the gears was out of alignment and has now gone back into place. In any case, the prints are looking better.
Both of the replies are good suggestions, and I will certainly try them out in future. Thanks!