Re: poor print quality
Ah ok! There goes my theory:-) Thank you!
Re: poor print quality
Ah ok! There goes my theory:-) Thank you!
There is something wrong with Slic3r PE, it handles some retractions weird. This causes some hard visible layer lines.
I've sliced a cube, 1 shell, no infill/top/bottom and added it to this post.
go to http://gcode.ws/
and upload it there.
Now look at the sliders. Go up a few layers then move the bottom one for the print move on the same layer.
Slicer does some weird retraction move i've never seen before on the old versions i've used with the MK2.
Outer wall almost finished, quick move to the side, then it goes back, and makes a z-hop to a new line.
On the old Slic3r versions, it did not have this weird behavior, just a z-hop at the nearest /aligned/rear setting to the next layer.
It looks like it does a deceleration brake to omit the rest of the filament. The side where the kaput Z-hop is located looks like crap.
Also i've included the same cube with z-hop disabled.
No weird retractions there.
That cube prints nice from all sides.
It does not do this on all prints, only some gocde sliced with the newer Slic3r version exhibit this, and others do not.
It's the wipe move, thanks.
I r dumb.
Re: poor print quality
Do you mean the wipe move?
Re: poor print quality
Ah yes, wipe move.
Totally forgot about that, thanks.
This seems to be a standard setting now where it wasn't before?
Re: poor print quality
I had the seam set to "nearest", i think thats why, i made one set to "aligned"
IMG_3741.JPG
FYI, if you want to debug gcode printing issues, I found Craftware has the best tool head simulator. You can load gcode from slic3r into craftware and trace though any layer, also showing travels so you can predict stringing, etc. it shows exactly which line it is executing. I have debugged some esoteric hidden issues using this workflow. Warning that it has a bug that misses some small travels so you may see the odd fill line that is off parallel. It is unfortunate but still a powerful debug tool.
{kind=link}
Re: poor print quality
Posted this on the 602 github but thought may as well post it here too:
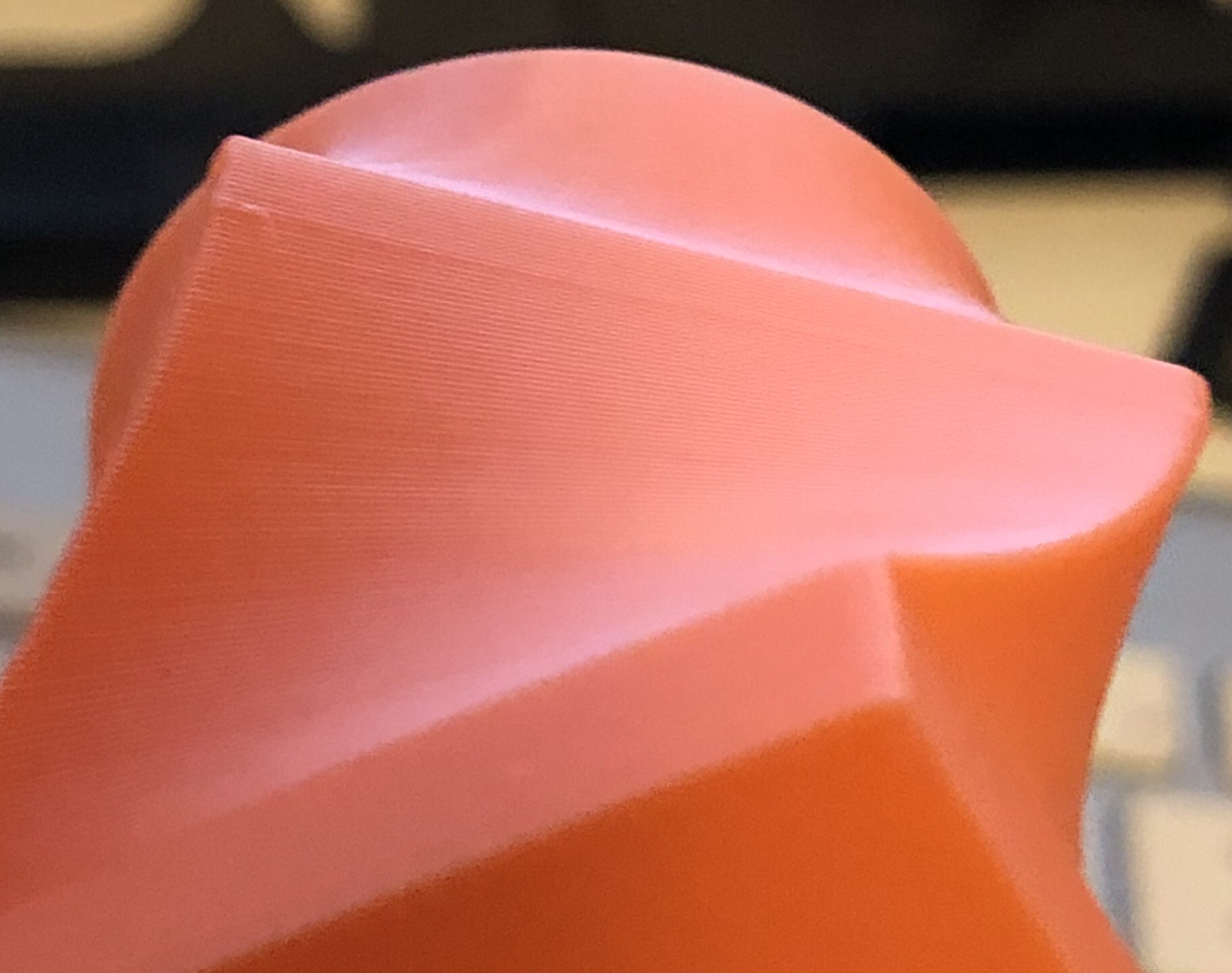
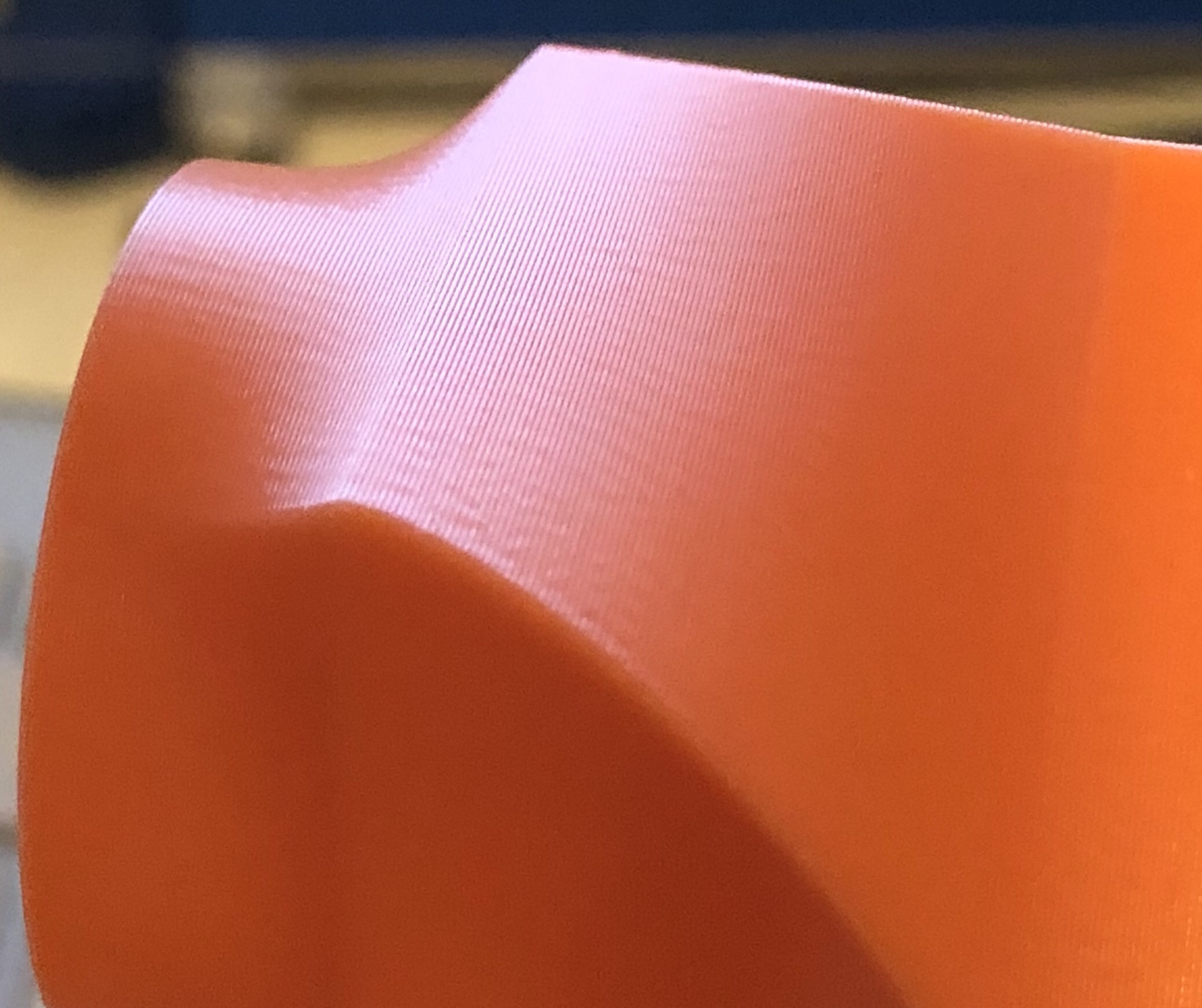
First print object you see (2 shell only 20x20x200mm tower), I varied the extrusion multiplier every 10mm up (and every 10mm there is a small recess in the wall put there by me when i created the stl) ranging from 1.05 down to 0.86 (so decreasing by 0.01 every 10mm up the tower). Noticed the change in moire pattern. Got me thinking the pattern is caused by inconsistent extrusion/flow.
To test the theory, I then made another test, kept the extrusion multiplier constant but increased the amount of coast by 0.1mm every 5mm up, thereby incrementally reducing the total path length of extrusion per layer by 0.1mm every 5mm up. I then repeated it but with 0.2mm incremental increase in coast every 5mm up. The results are seen in the second pair of prints in the video. Not only do see the moire pattern change based on the amount of coast but that it's angle is proportional to the incremental change in coast, with the frequency of the macro pattern doubling with twice the amount of incremental coast too.
Lastly, although I did not show it off in the video, I made another stl with the total perimeter decreasing 0.1mm every 5mm so that it would have the same effect as changing coast 0.1mm every 5mm (at least in theory if caused by inconsistent extrusion) and surprise-surprise, the moire pattern on that came out looking exactly the same.
Re: poor print quality
I will say I have had many words with my MK3... But the quality is coming around. I have changed quite a few settings in Slic3r PE, but it's getting there.
I have attached pics of a hollow 20mm cube in Prusa PET
Anything can be made better
https://www.myminifactory.com/users/Joe%20Prints
Re: poor print quality
Well, I started this thread. Here’s my update. Pretty happy with these results right now. Some corner ringing but pretty smooth. I’m using my custom made extruder but I don’t know if that’s helping here.
Re: poor print quality
jltx and ironjoe13,
Those prints are indeed looking better. Can you guys share your profiles/print settings? Happy to see that things start to look better.
Thanks
Re: poor print quality
jltx and ironjoe13,
Those prints are indeed looking better. Can you guys share your profiles/print settings? Happy to see that things start to look better.
Thanks
stock settings.
But I'm suspicious this test print is favorable due to the constant motor control. Except for the bottom bit, all the layers are at angles or curved such that the motor driver is constantly updating the position. A square test print looks worse where one motor is "off" for each side. I'm wondering if there is crosstalk on the wiring that affects the undriven motor? If I turn the square test print to an angle, it looks better.
Re: poor print quality
I am currently running Slic3r PE-
Perimeters- 50/s
small perimeters- 20
external perimeters- 40
infill- 60
solid infill- 50
top solid infill- 40
gap fill- 40
Travel- 250
first layer- 20
retraction- 1.0
Z lift- 0.6
retraction speed- 40
K factor- 45
default layer widths
This is what I am currently running for PETG- It is not blazing fast but the quality is tons better.
Anything can be made better
https://www.myminifactory.com/users/Joe%20Prints