need help with geometric distortion. I'm stumped
I'm trying to print a large print that spans the bed and almost full height. It prints perfect until right near the top and then it fails with strange geometric distortion. The print completes but I call this a fail because it is a piece of a larger model than needs to fit together so the warping is not acceptable. This is in PETG with a 0.6 nozzle using mostly standard 0.2 layer PrusaSlicer profiles (see debug below).
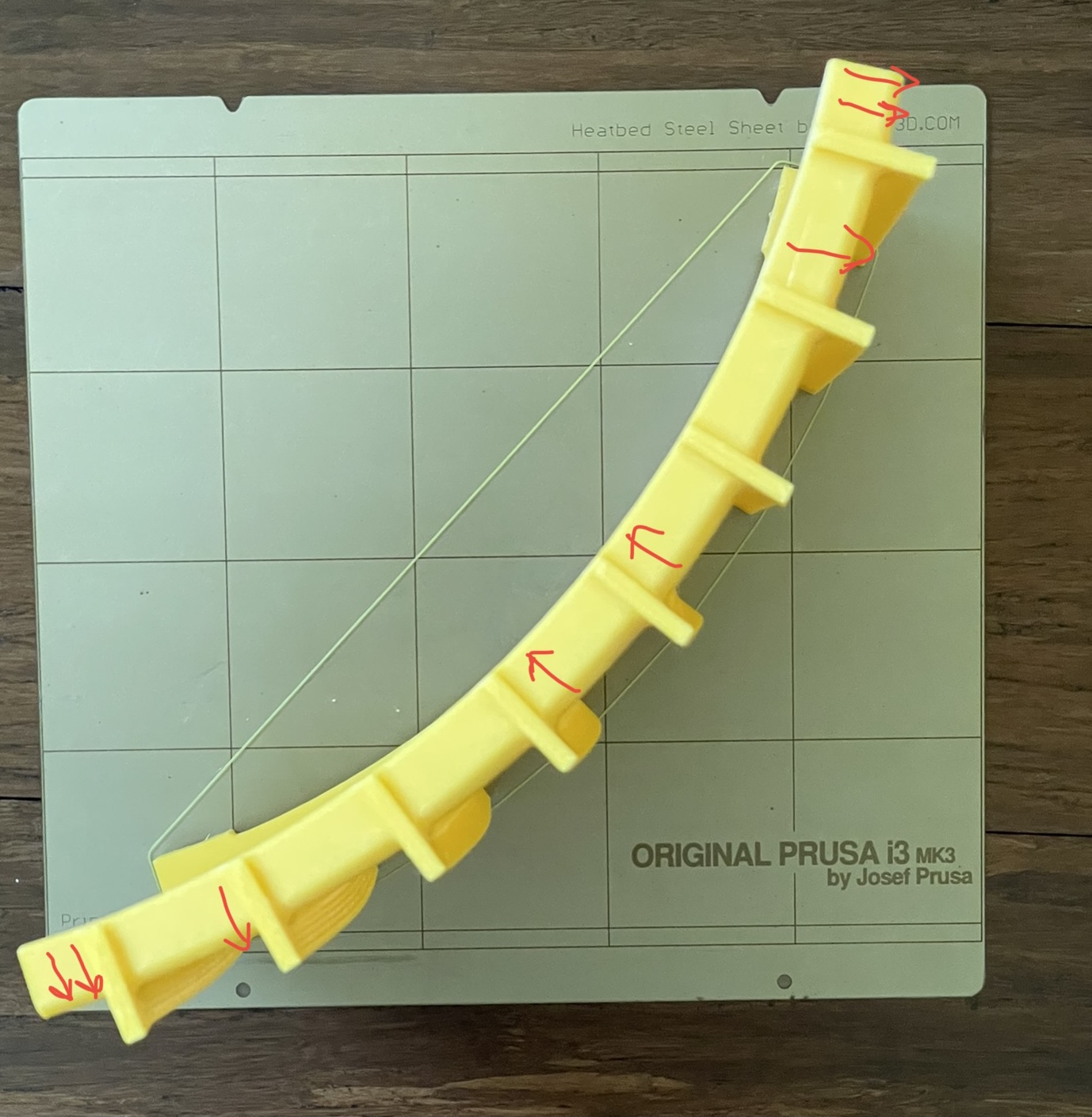
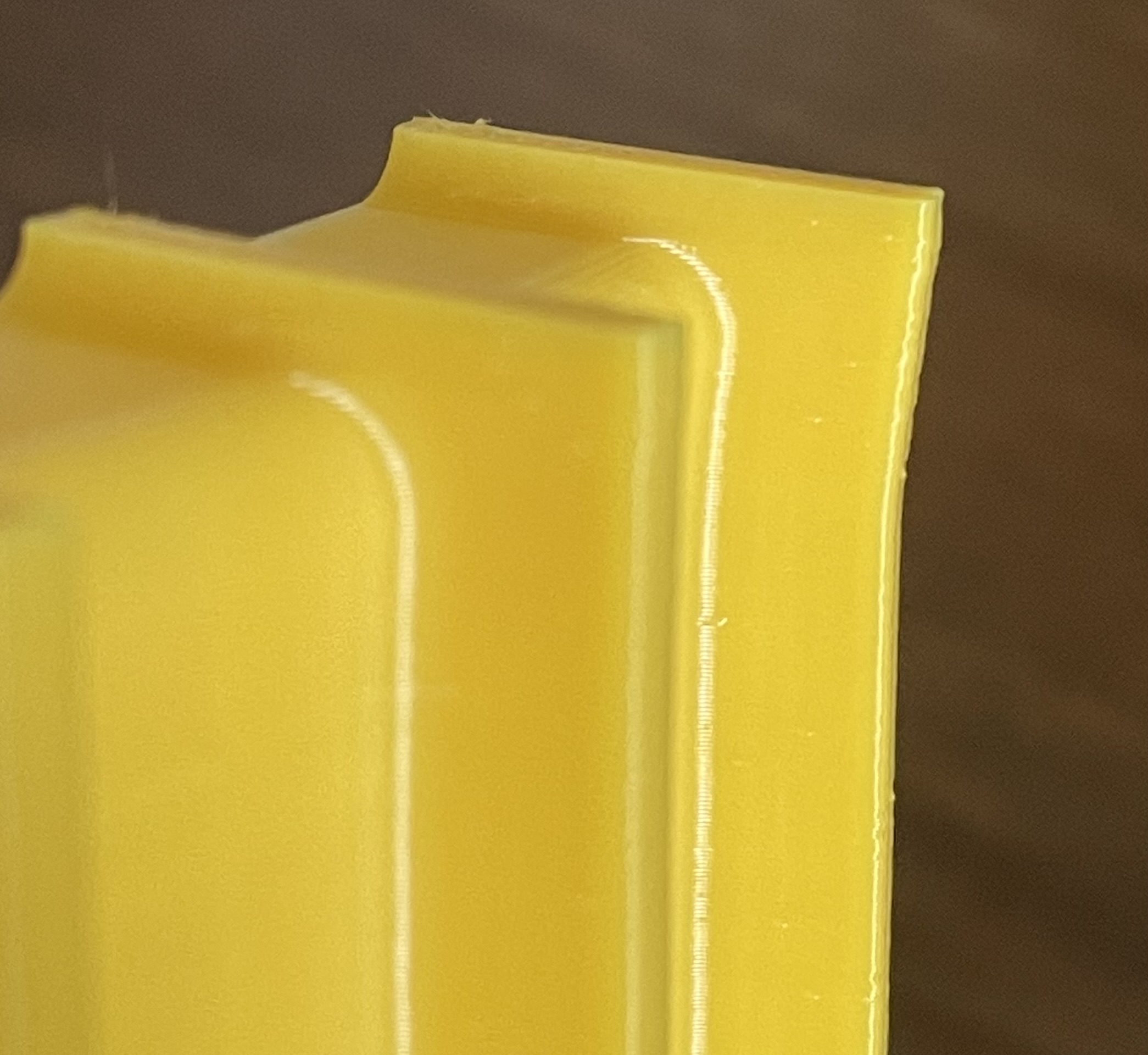
The part is curved and the distortion appears like the curve is getting flattened (straighter) so the ends are off the most, the middle is warped the other direction, but a couple points are close to correct. So the direction of the distortion follows the object, not printer axes. I drew arrows on photo to show where distortion is occurring. Double arrow means most distortion, single is less. In between arrows changing direction from outward to inward the print looks ok. You can see in compare photo that the hole is supposed to be square, not a rectangle. The corner of the fin should be square (actually slightly sloping inward) not angling out.
It prints the first ~160 mm fine and then start to distort in the last 14mm. Consistently.
I need help. This is an expensive debug (>200g filament and 11 hrs per test). Here is where I am with debug.
print:
[not wobble issue] printed full speed and slowed down (both head and bed), same fail
[not orientation] printed at two different angles on bed, same fail
[not speed] slowed down perimeters and infill so all speed and volumetric flow the same, same fail
[not material] tried two different PETG that have different 'feel' (one stiffer, other softer), same fail
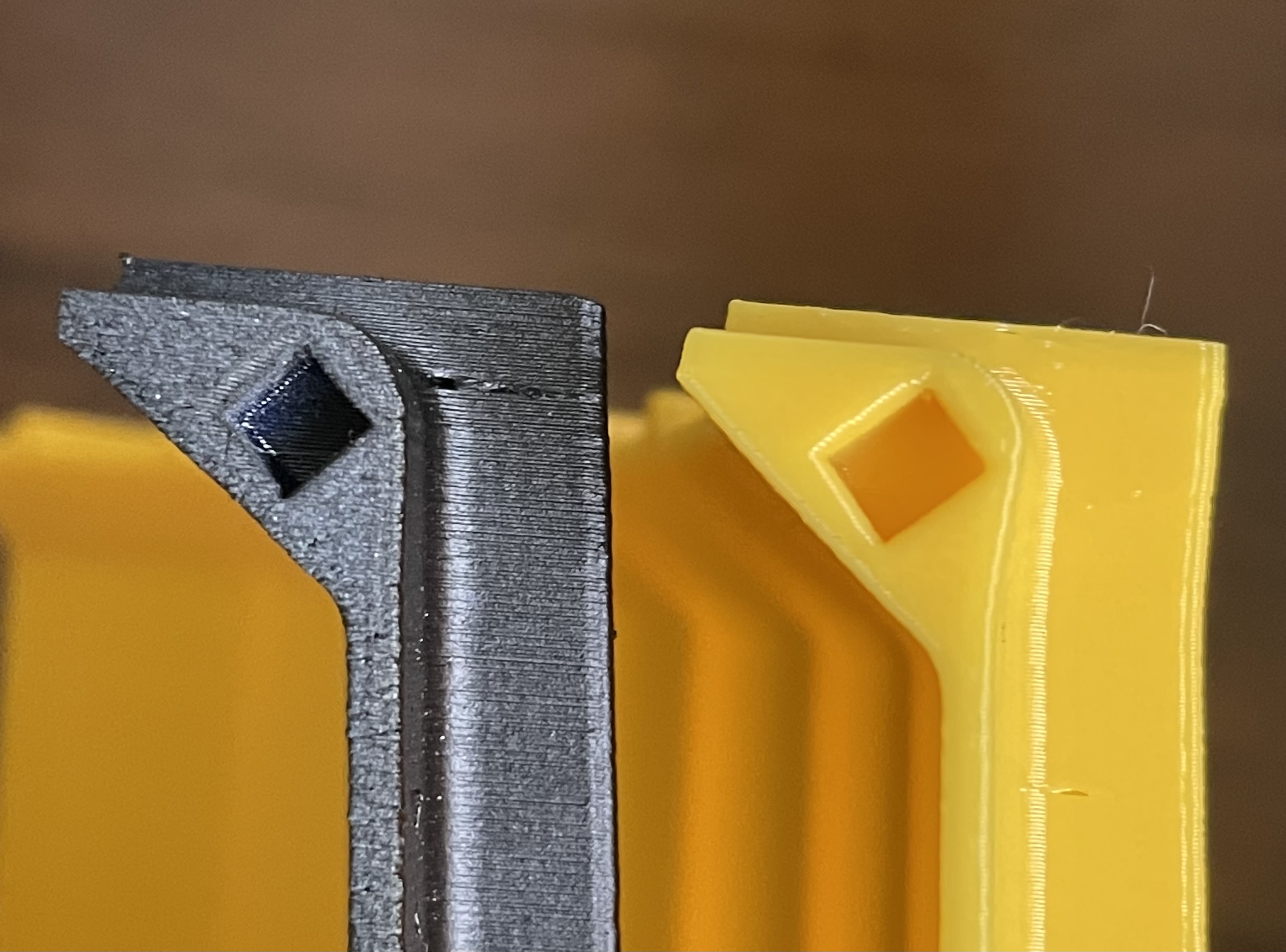
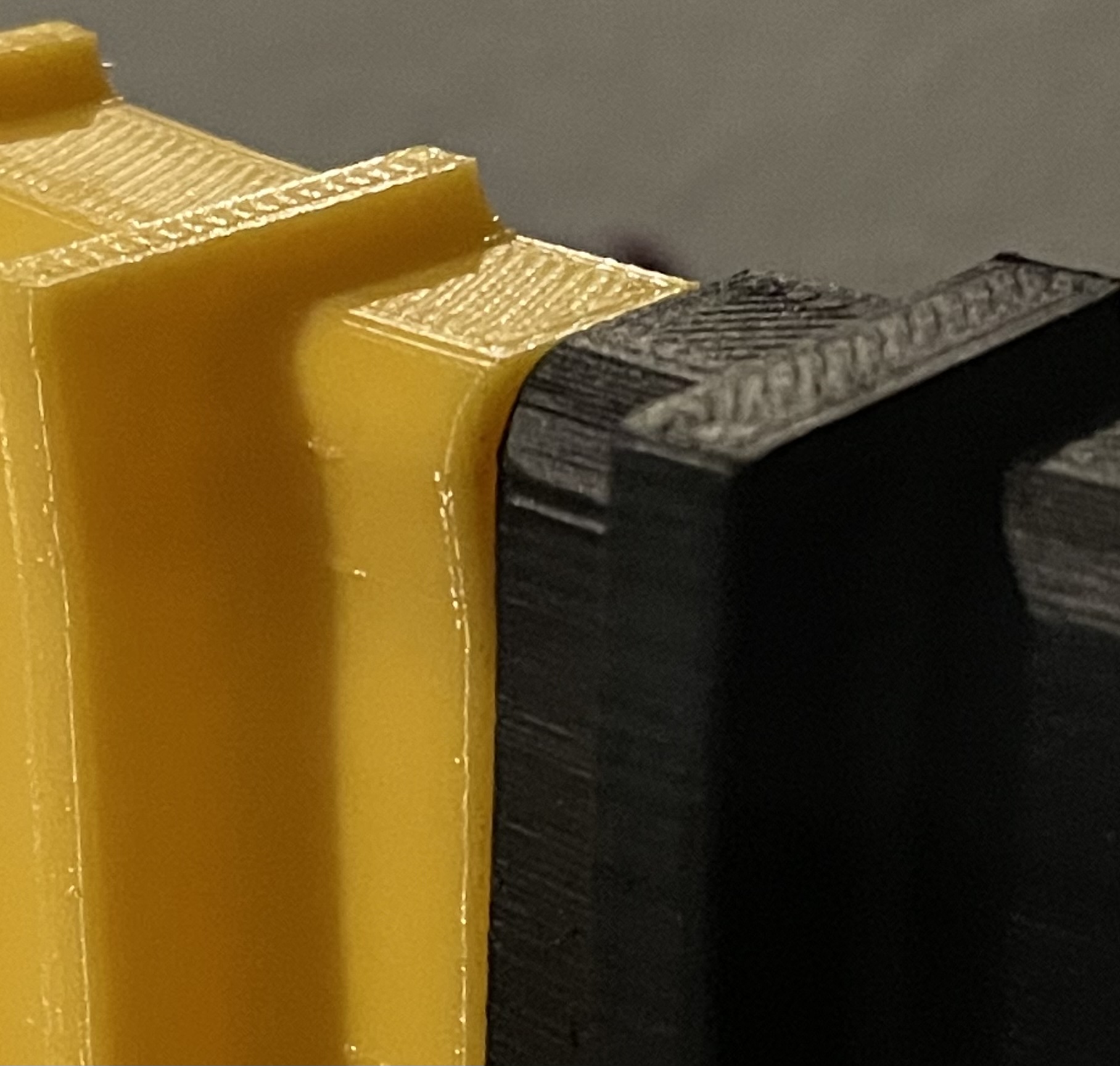
printed a narrow, full height slice of same object, pass! (see black print)
Gcode:
[not transmission issue] printed from SD and octoprint, same fail
checked for errors. loaded back into gcode viewer in PrusaSlicer, slice appears correct. loaded into 3rd party viewer, slice appears correct.
[not gcode error] took full gcode from failed print, hacked out middle 90% to only print top section, pass!
Firmware:
[accumulated rounding error?] I am in process of new gcode hack to test this theory
RE: need help with geometric distortion. I'm stumped
Have you tried using an enclosure and perhaps raising the bed temperature? You can improvise a temporary enclosure with a large cardboard box to test if it will be of use.
Cheerio,
RE: need help with geometric distortion. I'm stumped
@diem
I can try that, but what failure mechanism are you proposing?
PETG doesn't really warp in my experience.
When I printed a full height section the print was fine even though the top is just as far from the bed. Only the top 14mm is distorted.
The distortion is skewing outward (expanding?) on the ends and skewing inward (compressing?) in the middle.
RE: need help with geometric distortion. I'm stumped
PETG does warp, and a tiny cross section is not representative of the thermodynamics of your full model as shown in the images you posted.
if your using a temporary enclosure it would behoove you to keep an eye on the temperature inside and try to keep it as even as possible at different elevations, as the failure mechanism would be (uneven cooling of the part) if you can maintain this and do a slower controlled cool down of the material you have a good chance of avoiding warping do to uneven cooling, you may expect PETG to be more forgiving then ABS but it does warp to be sure, and how much can very from brand to brand and of course the environment around the printer.
I would try the enclosure suggestion.
Good Luck,
Swiss_Cheese
The Filament Whisperer
RE: need help with geometric distortion. I'm stumped
It's warping sure as can be. I print with PETG all the time, and some shapes, such as the one you show, will be very tricky because of warping. Think about stress relief in your print design - holes to break up the strands ever inch or so. And then, if you get _any_ bed adhesion issues due to the warping, the part is essentially shifting on its own.
Don't forget the impact of inertia either - as you get to the top, if you are not taking steps to prevent the part from wobbling due to it's own inertia as the bed rips back and forth and to and fro, you will see those rough outer edges because the thing is wobbling around due to inertia. You can address that by radically slowing down acceleration - fortunately, there are slicer controls to address acceleration in addition to top speeds.
RE: need help with geometric distortion. I'm stumped
@dan-rogers
@swiss_cheese
My first instinct was warping by the way it looked, but I could not explain the mechanism. I have printed full print volume models in PETG with zero warping so I was surprised to see any here. I next suspected wobble but ruled that out with further experiments as outlined above.
So I'm back to warping as only possible cause. I have built an enclosure and am printing now to test this.
However, I'm having a hard time figuring out how it is failing so I can try to counteract it in the model. The head is moving in the correct XY path on each pass. So it has to warp underneath on the previous layer(s) in the opposite direction to the final distortion I observe. This goes on for almost an hour but then completely recovers in seconds as soon as the print is done? This was all open air and far from the heat of the bed.
RE: need help with geometric distortion. I'm stumped
Yes, warping is what the model does as long plastic strands get laid down hot and cool. The forces add up layer by layer- so on that little beastie, you have hundreds of strands all pulling towards the center while the form prints. The head does not know that it has warped, so it keeps printing faithfully to the hypothetical model that you sliced. That is what causes the curved and misformed edges - your part has warped (pulled inwards at the top, twisted radially along the length due to the cup shape.
Cut holes in it (square, angled 45 degree so you aren't creating a bridging problem) - every inch, cut a half inch hole along the length. That would help. Yes, you'd have a swiss cheesey thingie, but it would help manage the warping that that shape is destined to experience.
Try printing it in SLA instead (no heat factor to contend with).
Add supports - everwhere. It would take a whole lot longer, but the added support would help with the warping (would not eliminate all of it).
Adding a brim will help if your doo-dad is separating from the plate, not at all if not.
That shape is a FDM torture test for warping. Good job.
RE: need help with geometric distortion. I'm stumped
Maybe the photo makes it more clear. the print head was moving along paths as observed in the black part, yet rendered the result in yellow part. Think about what must have happened in the top 14mm to produce that result. Note that the offset at the top is 3mm which is 5 nozzle widths!
RE: need help with geometric distortion. I'm stumped
@dan-rogers
Yeah, I was thinking of add strain relief cuts along the inside so it is not pulling concentrically. Thanks for the help.
RE: need help with geometric distortion. I'm stumped
@jltx
I'm going to be speaking hypothetically, because I'm not there I can't see the situation, I don't have your model, all I have is your images.
however what I might be thinking if it was me having this problem is, I'm printing a tall elliptical object it takes up the entire bed, I know that the ends of the bed are cooler then the middle by far, I know that I have elephants foot to compensate for, and it's probably going to happen more in the middle then out on the ends, my object is tall so any distortion will be exacerbated as it gets taller. furthermore I have an elliptical plastic shape that has longer plastic strands on the outside edge then on the inside edge, that means the one sided can expand and contract more then the other and plastic is very thermally active. I could think more about this but in the interest of moving on I'll start thinking of ways the counter these effects, one might be to use a raft, but you still need to keep the heat up to keep a grip on the materials another might be to use a TPU layer then print on top of it with the bed heat very low (40C), another use an enclosure even a make shift enclosure can get the job done.
It doesn't have to be fancy.

I just need the ability to control the temperature around the object (I make an attempt to keep the heat even), if you lower the temperature of the bed you can also try lowering the temp of the plastic as you extrude it less kinetic energy in the overall environment means less thermal distortion and so on, and one I'm not sure many people think about is keeping the filament heated on the spool as your printing with it, not just for drying the filament but it seems to have the added benefit of helping with a very nice even extrusion, I don't have an explanation for this but I've noticed the effect time and time again, it helps. A skirt may also be advantageous, the list goes on.
Good Luck,
Swiss_Cheese
The Filament Whisperer
RE: need help with geometric distortion. I'm stumped
The print in the enclosure was better, about half the distortion, but still there. But it confirms the warping issue.
I have modified the model to add strain relief cuts on the inside so it cannot contract the radius. I’m optimistic this will resolve it. Full print in progress.

RE: need help with geometric distortion. I'm stumped
The reason this print surprised me is I have had great success with petg prior. I’m fact, coincidentally, I printed a similarly full volume thin curved print in petg recently and it came out perfect. This mounts into a frame and requires tight tolerance.
RE: need help with geometric distortion. I'm stumped
very nice print, it looks like a fender/ wheel cover for a Onewheel.
Good luck with the current print I hope it turns out good for you.
Swiss_Cheese
The Filament Whisperer
RE: need help with geometric distortion. I'm stumped
OK, the slots worked! no more warping. Thanks for the help.
I will post a final print once I am done. It will be a couple weeks to print and paint.
RE: need help with geometric distortion. I'm stumped
@swiss_cheese
good eye. It is a magnetic fender I designed for a friend.