Is this a retraction problem or something else?
Hi,
I've been printing this spiral chess set on thingiverse with my new MK3: https://www.thingiverse.com/thing:470700
Since I'm a bit picky about quality I've been trying to print at 0.05 resolution since otherwise the layer lines of the rounded parts and spiral are too obvious (for me) and the model is hard to clean/paint.
The overall print looks great but the spiral itself always has this 'fuzzed' lower edge that I haven't been able to get rid of. It's hard to take a picture of well, but the below black version shows pretty well:
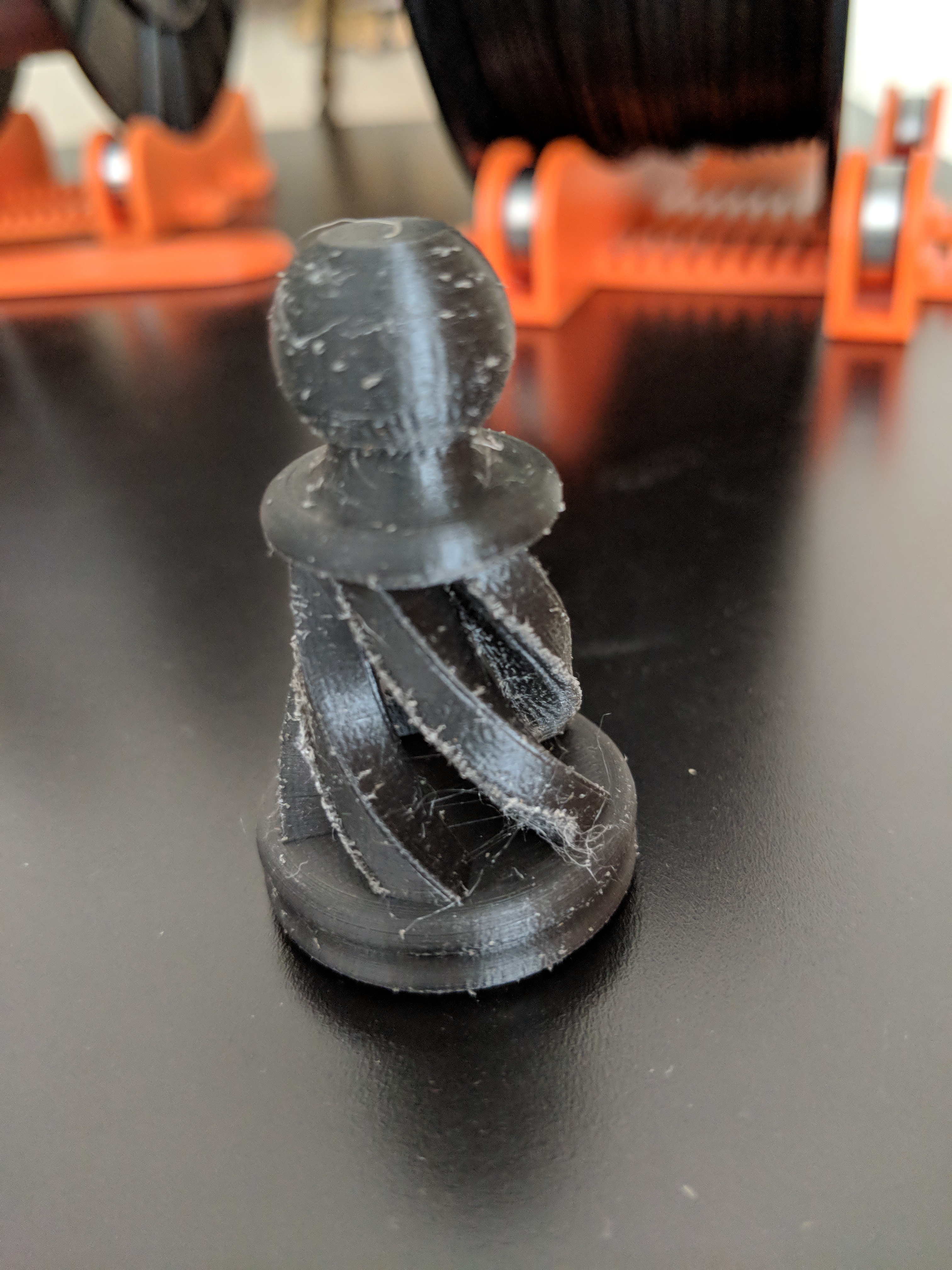
The picture might make it look like strings, but the edge is fairly solid. It's stuff that I can clean up a bit but was trying to take this as a test example to try to see if I can improve this. There is white fuzz around the model too because I was using random z seams. With this black PLA these are very visible.
I've tried to use different PLAs (Hatchbox, Amazon Basics, Paramount) and they all have the same issue.
I've tried many many things and none of them seems to improve the situation by much.
This seems to be caused by the spiral corners curling slightly up during the print and as the nozzle draws the perimeter it pushes the curled material off to the side. This just builds up from layer to layer.
I'm wondering if anyone has any suggestions on what could stop the curling from happening. I've tried:
* Lowering the temperature of the nozzle down to 195 (lower and I start getting failures) - Didn't help.
* Lowering the bed temperature from 60 to 50 to see if it might reduce curling - Didn't help.
* Trying to increase retraction length and/or speed. I do see a bit of stringing/oozing as the spirals are being built so was thinking maybe I'll try to stop that. I haven't been able to completely get rid of it though. Tried retract speeds of 100mm/s and distances of 0.2mm to 1mm.
* Tried Cura vs. Slic3r PE - Sometimes this makes a difference for me but didn't seem to.
* Tried to switch off z-hop - Eventually the model got knocked off.
* Tried the Coasting functionality on Cura - Seems to help just slightly but still not gone.
* Tried to reduce speeds to 25mm/s or so - Doesn't seem to help there.
* Tried to make the z seam random - doesn't seem to help much.
Not sure what else to try. Any pointers/suggestions?
Thanks.
Re: Is this a retraction problem or something else?
For lip curling: slow the print speed down, way down (30 to 40% from 100%); or give the plastic a set time to cool between layers with intra-layer delays in the custom gcode. If printing one piece at a time, you can add more pieces for the print to slow down layer times.
Also, spiderwebs can be helped by reducing nozzle temp to 190 or 200 rather than 210; or play with retraction and jerk settings.
Re: Is this a retraction problem or something else?
Thanks for the pointers.
Yes, I've tried slowing things down and lower temps. I've slowed things down to 15mm/s across the board of types of speeds and that didn't help very much.
I've also tried to print down at 195 but below that I start getting issues with the print in general.
Since it does seem to be a very slight curling problem I took some time and looked at other options with possibly better shrouds to see if there were better options to cool the PLA quickly. Printed this one https://www.thingiverse.com/thing:3003316 and I did see some improvements. There is still a little curl but better than before (at temps of 200).
The other thing I think I realized is that enclosures are not so good for PLA. I went down the path of building an enclosure more for fun and for having a place to put the printer and surrounding tools/filament/etc.... Rather than printing ABS. It's not air tight but the temps inside the enclosure typically hover around 30-31 C. Printing with the doors open drops the temp to 27 and this seems to improve things a little too. I'm thinking that I might add some venting to the enclosure... i.e. try to keep the temps cool but control the drafts.
I'm right now trying the multiple prints at the same time to let the PLA cool more before the next layer. Will see if this improves things even more.
Re: Is this a retraction problem or something else?
In the Printer Custom gcode, Before Layer Change block, try adding something like this pause. or even add commands to start the delay at some low layer, then remove it at some higher layer or change speeds on the fly as shown in the code below.
https://manual.slic3r.org/advanced/conditional-gcode
https://github.com/slic3r/Slic3r/wiki/Conditional-Gcode-Syntax-Spec
;BEFORE_LAYER_CHANGE
G92 E0.0
G4 S15 ;pause 15 seconds (or G4 P5000 for 5000 milliseconds)
M220 S100 ; set the default speed to 100
{if {layer_z > 2} && {layer_z < 10}}M220 S25{endif} ; for all layers between 2mm and 10mm, set speed to 25%
{if {layer_z > 2} && {layer_z < 10}}G4 S15{endif} ; for all layers between 2mm and 10mm, pause 15 seconds
Re: Is this a retraction problem or something else?
I would assume that since the curling is due to heat just pausing might not be enough? I would think the heat from the nozzle, where ever it pauses at the beginning of the layer would still cause problems?
I see Cura has a setting to move the nozzle away from the print during a layer change. Maybe that would help....
Re: Is this a retraction problem or something else?
You can buy a silicon bra for the nozzle heat block... mine never stays on though. But my guess it's the hot melted filament that transfers most of the heat, and once the head retracts the radiated heat doesn't go away, but is low enough the fan can deal with it. And in my reading, a pause is what most people do for curling parts.
Re: Is this a retraction problem or something else?
My multi model print didn't go so well. The 'lip curl' I was seeing didn't really get any better and there was a lot of thick stringing/ooze between the models especially where the travel ends. I probably put the models too far apart but I think it still seems to point to not having retraction well tuned. So now I've switched to trying to tune my retraction with one of those test models on thinigiverse, but I noticed that it's perfect at 0.2mm layer height but pretty bad at 0.05mm even if the travel speed is the same. Not sure I understand that part yet... I'm going to spend some time trying to dial that in if I can figure out how.
Re: Is this a retraction problem or something else?
You can buy a silicon bra for the nozzle heat block... mine never stays on though.
Try twisting some soft wire around it. I was disappointed that my silicone socks were sagging badly after a few days use. I wrapped some soft thing-gauge wire around it, being careful to avoid the thermistor and heat cartridge wires, and I can get a couple of months out of a sock now with a bit of cleaning.
Someone suggested a spring from a retractable pen could be stretched out and used, though I've not tried that myself.
Re: Is this a retraction problem or something else?
@ andrea - Honestly, the parts don't look that bad, curl wise. Lots of hair though. Retraction and temp reduction might be the best way to deal with the furry problem. I've tried higher temps and lower temps and even retraction settings to control spider webs, but it really comes down to the specific filament composition. Same brand, different colors behave differently. I'm not sure there is a single fix for all situations.
I've more or less accepted that some prints need a heat gun to remove the hair after printing, along with a bit of manual cleaning to remove the resulting blobs.
@ bob - I'll consider the spring clip idea. Seems I've seen clips that would be perfect; just need to rediscover them.
Re: Is this a retraction problem or something else?
Lower the extrusion multiplier.
If you have S3D, try to use "avoid crossing outlines" feature and print only one part.
Often linked posts:
Going small with MMU2
Real Multi Material
My prints on Instagram