How to stop BVOH from making a stringing mess
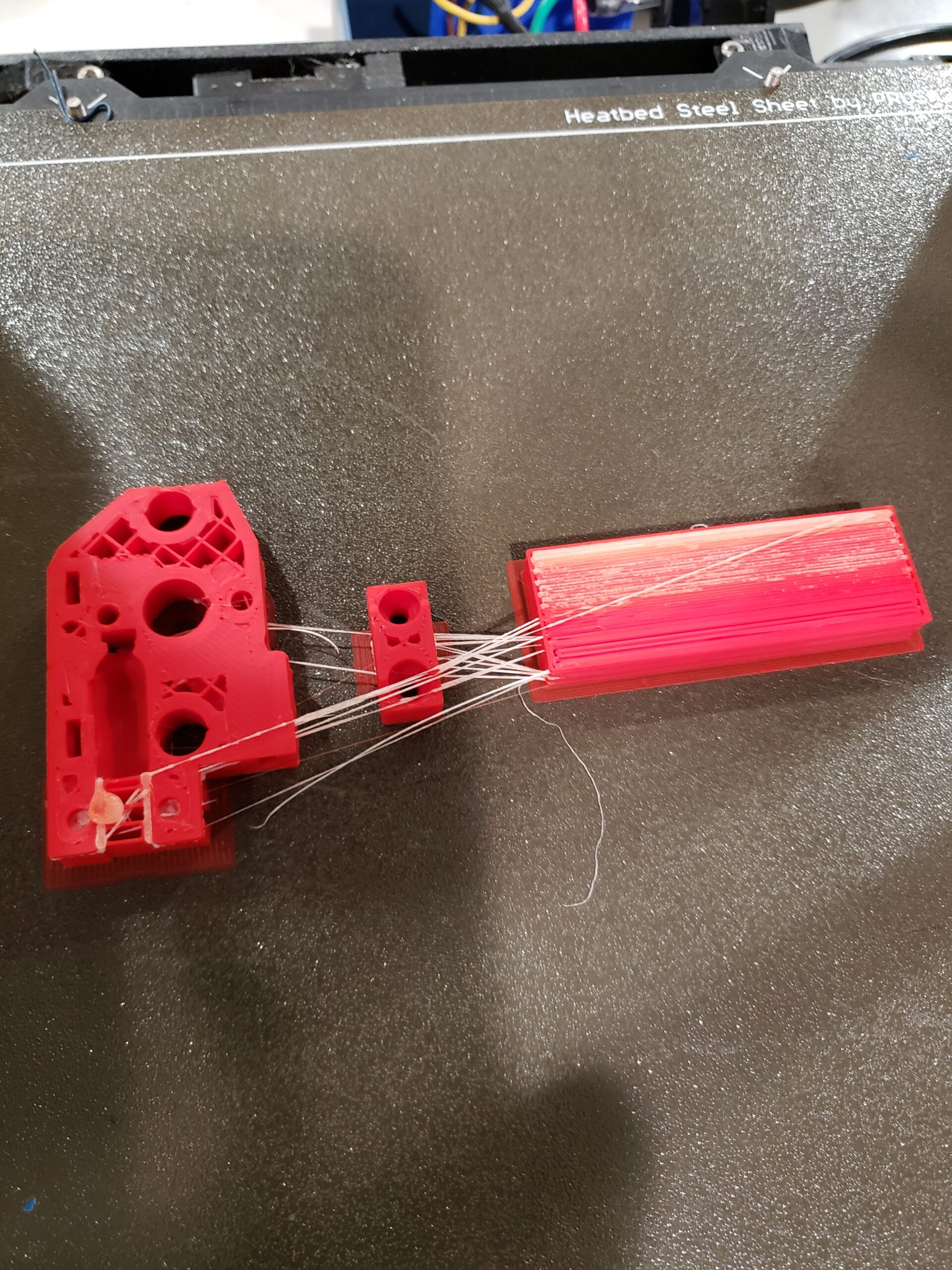
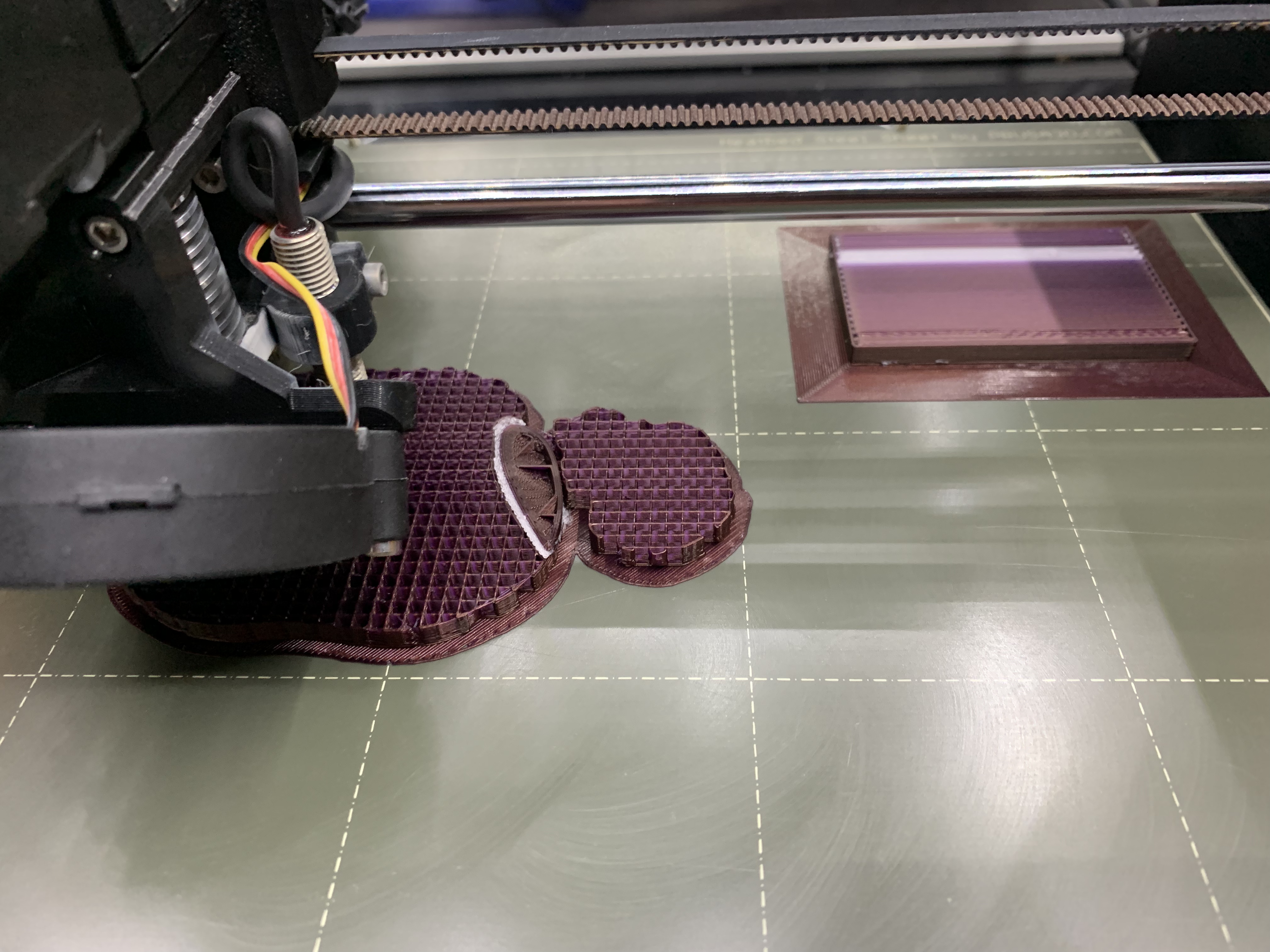
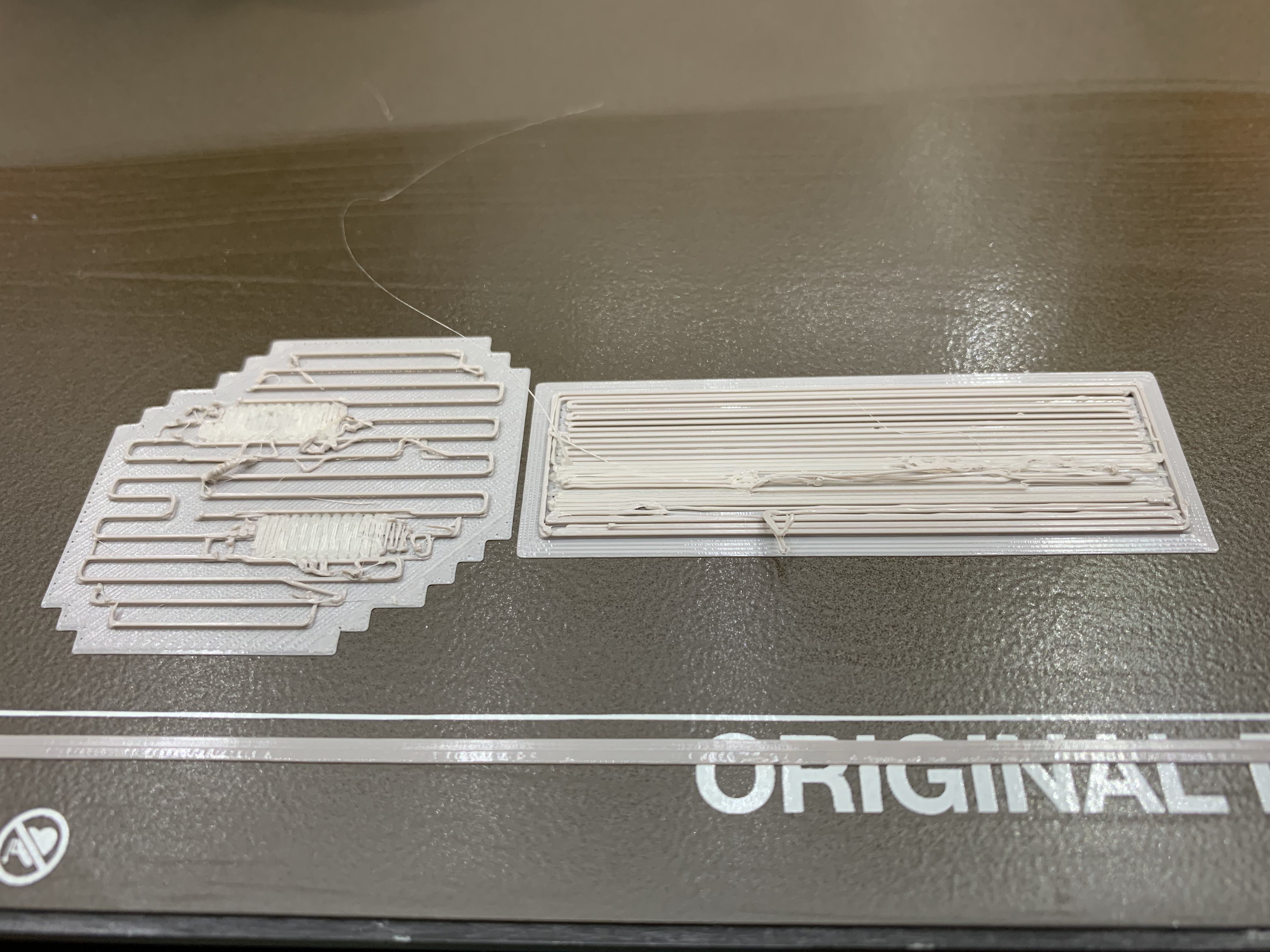
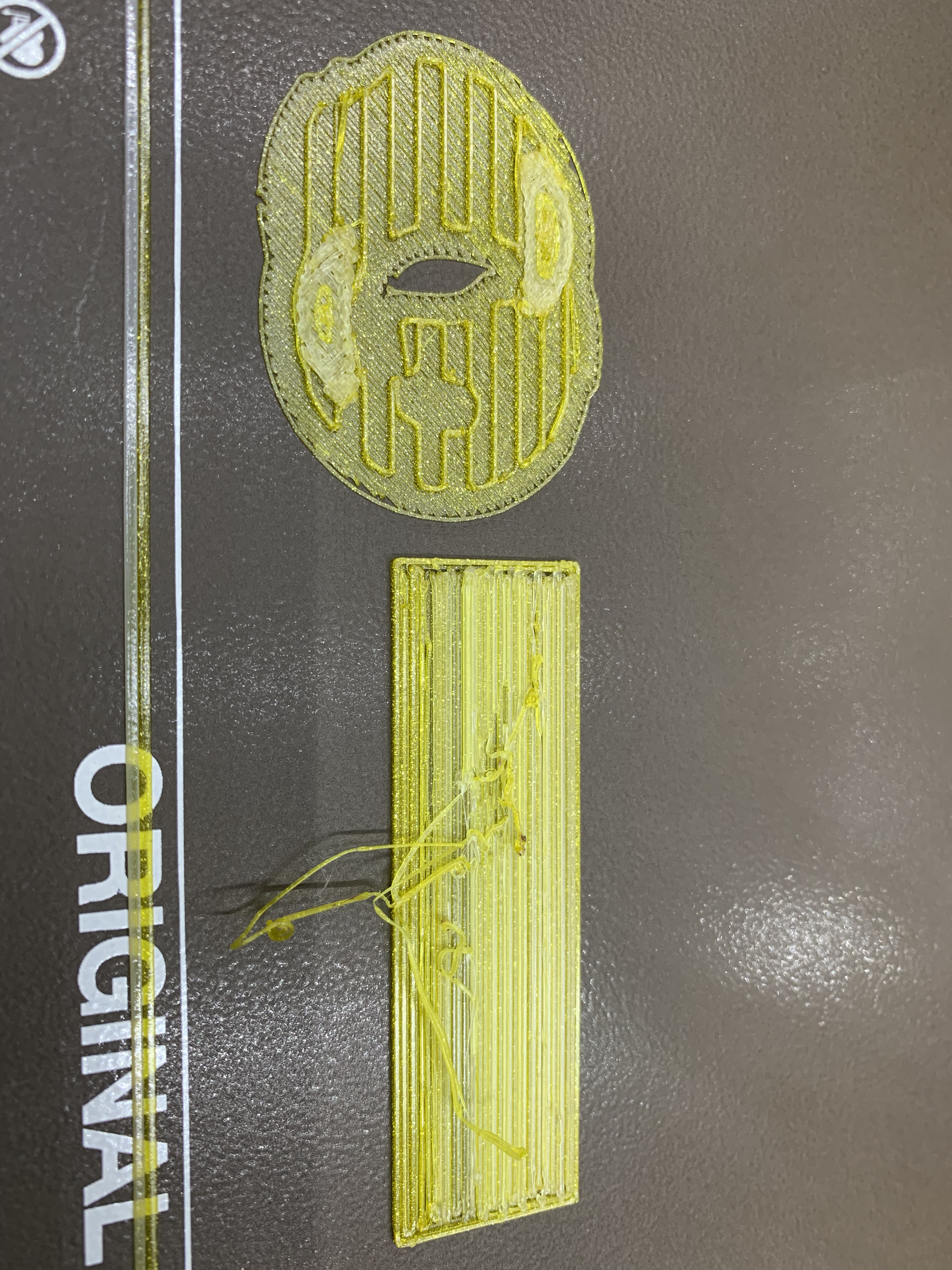
I've been using BVOH for while and cannot stop the stringing during filament changes. Sometimes I can position the purge tower so the strings don't overlap the body of the print, but most of the time I get strings of BVOH in the middle of my printed object. Obviously I would like to avoid contaminating the printed part with BVOH filament. See image below.
I've tried:
increasing retraction, but I can't verify that is actually retracts when moving back to the purge tower. Lower temperature definitely effects BVOH print quality, but it doesn't stop the strings.
Any ideas.
RE: How to stop BVOH from making a stringing mess
Make sure you're using Verbatim BVOH. I've not tried any other BVOH. The default settings for Verbatim BVOH work fine.
Do make sure it's DRY though. I recommend drying while printing at 40C. Put in the dryer for a day at 45C while not printing and then store in a bag with some desiccant packs to when in storage.
You didn't mention what your primary filament was. It works really well with PLA. PETG can be a little more challenging with adhesion on the wipe tower. I find with prints with a lot of supports that I need to increase the temp for the PETG.
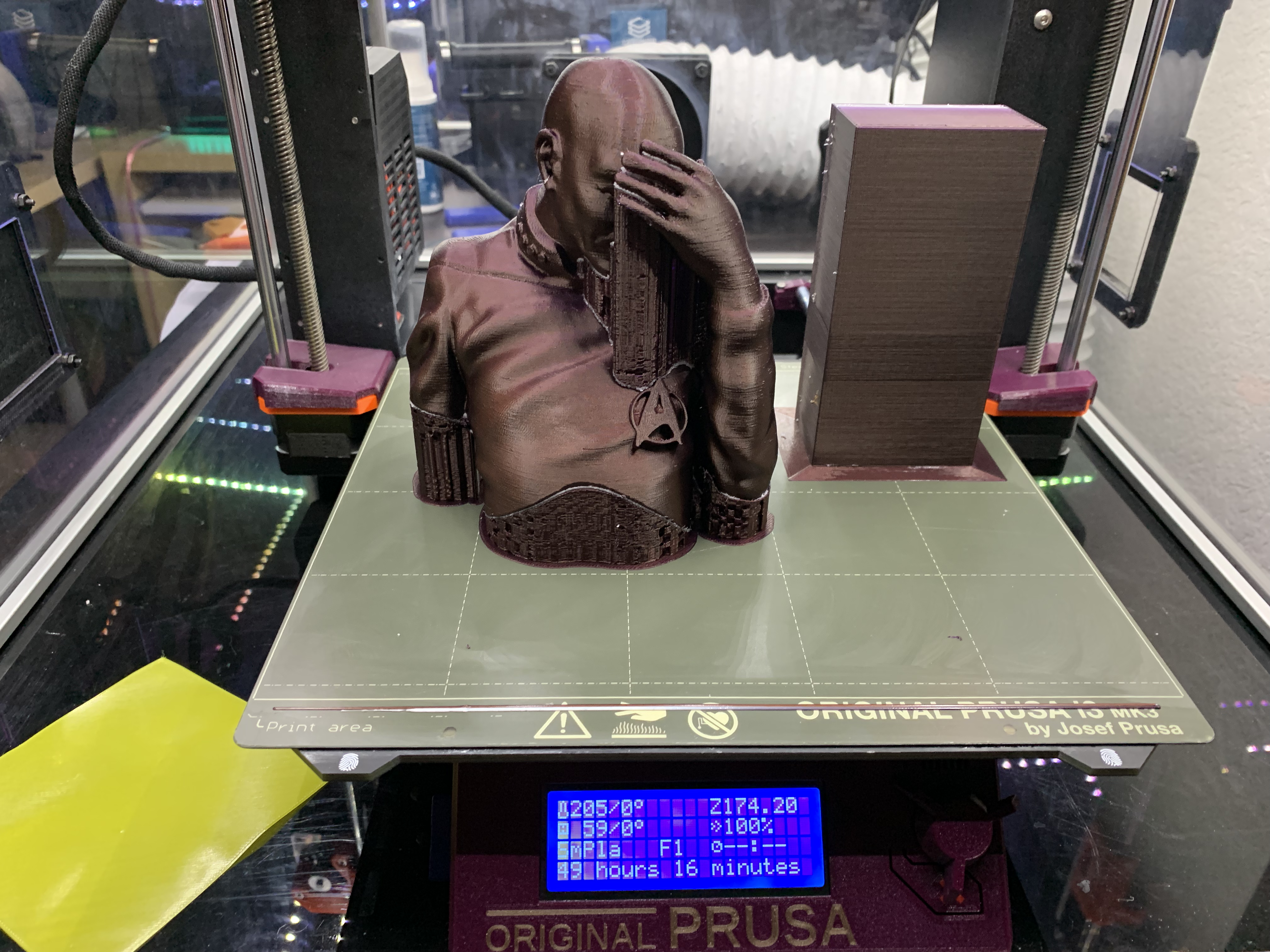
Right now I'm printing another Picard bust with Mystic Brown PLA. Default settings for the BVOH and PLA. And it looks great.
RE: How to stop BVOH from making a stringing mess
Let me know if you want to see the .3mf for this print.
RE: How to stop BVOH from making a stringing mess
if you can attach your zipped .3mf file I can try to do a print with PETG and BOVH.
Here's the PLA+BVOH one of picard bust.
RE: How to stop BVOH from making a stringing mess
trying zip again, it may be too large
RE: How to stop BVOH from making a stringing mess
I've not done a PETG+BVOH one in a while, but the last time to the stuff to stick to the wipe tower I had to put an X model in the print job that overlapped the wipe tower. It's not intuitive at all but it works.
Look in comments for this issue for placing an X in the purge tower when printing with PETG + BVOH. This worked for me last time I printed with that combination.
RE: How to stop BVOH from making a stringing mess
forgot the link
https://github.com/prusa3d/PrusaSlicer/issues/1948
RE: How to stop BVOH from making a stringing mess
That solution is snappy. I will remember the X tactic in the future.
As an update on my stringing issue, I have the BVOH temperature at 190C, and retraction at 8mm, the stringing is still present, but is much better. I've dried the BVOH and it prints better, but this stuff is pretty frustrating.
Do you use any special filament overrides for you BVOH filament settings.
RE: How to stop BVOH from making a stringing mess
I’m only using defaults. I think it’s 195 by default
RE: How to stop BVOH from making a stringing mess
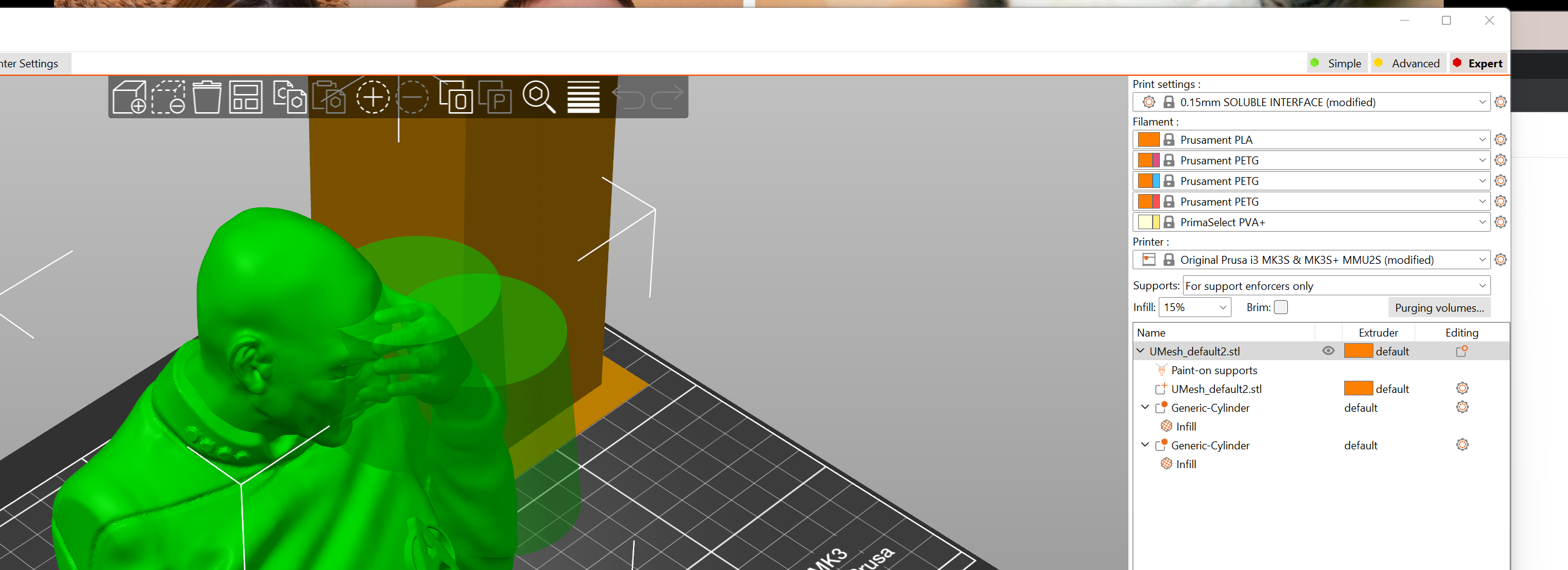
So interestingly I have PrimaSelect PVA+ profile selected. I think because first I was was trying to use that up before the bvoh. It ended up not working well so I switched to the BVOH, which I've had much better success with. But I must have forgotten to change the filament profile. It's a happy mistake because it's printing wonderfully. Normally I use the stock Verbatim BVOH profile.

RE: How to stop BVOH from making a stringing mess
so my second picard print turned out great. I'm going to do a small petg + bovh test print
RE: How to stop BVOH from making a stringing mess
so the initial attempt with petg and bovh wasn't happy. I'm going to try to dial this in with 2.4.0 slicer and post a .3mf here once I get a good result again.
RE: How to stop BVOH from making a stringing mess
So I have not been able to replicate the PETG+BVOH success I had many months ago when I was printing a Huey. There have been printer profile and slicer updates since then.
I set up a small .3mf that to try to iterate and find working settings again. the PLA + BVOH work flawlessly, but PETG not so much. The lower temps in the MMU profiles I think are part of the problem. Both BVOH and the PETG are being printed at much lower types so as to prevent stringing and help shape the filament tips, but I think that this prevents adhesion between the petg and the bvoh on the wipe tower. I know with non-soluble prints that have a lot of supports, I generally have the best success at 250+ where as the mmu profile for prusament prints at 230.
I'll probably continue to try to iterate on this, but here's the small test print I've been using. you can usually know within 2-4 layers if it's going to work or not.
RE: How to stop BVOH from making a stringing mess
so just to rule it out I've left the prusament petg in the dryer overnight. I'm currently doing the same print as above but in prusament pla and bvoh just to see that work. Since I saw this work for the picard bust, I have no doubt it will work. Once that's done I'm going to try the dryed petg. Looking forward to the XL where I don't have to worry about a wipe tower. 90+ percent of my issues with the MMU these days is with the wipe tower.
RE: How to stop BVOH from making a stringing mess
Ok the drying of the petg didn't improve things. The one I have been trying was Prusament PETG, urban gray. I just tried Prusament PETG yellow gold, without any better results. I feel the default temps in the the prusament PETG and verbatim bvoh profiles is likely too low to get good adhesion here. But they do those low temps to prevent stringing when the filaments are retracted.
I dried the urban gray in the printdry overnight at 65C which the printdry's manual says is the temp to use for PETG. I'm going to put the urban gray and yellow gold in the dryer at 75C and dry for the day. maybe I'll try this again tomorrow. I might also contact support and see if they have any suggestions. The time I got this working before, I was using paramount 3d army green PETG and not prusament.
@lynn What material are you trying to print your part in?
RE: How to stop BVOH from making a stringing mess
The bust print is pretty awesome.
I've been playing with settings also and have dried the filament again. The stringing is minimized (not eliminated) with the BVOH at 195C, but now I'm having problems with purging the BVOH out of the nozzle when the next filament loads. this is causing poor layer adhesion for the next layer of regular PLA/PETG. If I leave the purge volume settings at 70 mm3 (default) you can see a strong discoloring of the next layer from the BVOH. And as you would expect the model breaks at that layer. I've been able to improve the oncoming filaments layer adhesion by increasing the oncoming filament load purge, I'm currently up to 200 mm3. Its possible that my BVOH has become contaminated to the point where these issues can't be corrected, but I hope that's not the case($$). The filament still flows well and both PLA and PETG still sticks adequately to finish the prints. When they said printing with soluble filament is challenging, they weren't kidding.
RE: How to stop BVOH from making a stringing mess
The red model was printed with Hatchbox PPLA. I like to matte finish, but it can be somewhat brittle so I have to judicious when I use it.
The blue print is Eryone blue PLA. It also is in matte finish and looks really nice, but boy can you see the imperfections due to print head slope.
Almost all my printing is related to fabrication of parts and tools for personal use. When I need strength, I use PETG and the stringing and and globing is frequently a challenge. I frequently use a silicon boot around the nozzle when printing with PETG to prevent the globing.
The cost and availability of Prusament has kept me from purchasing it. I love 3D printing and have went throught 102 KG of plasic, but I got the my hobby affordable.
RE: How to stop BVOH from making a stringing mess
I ALWAYS use the advanced purge configuration to configure purging. This allows you to pick the specific values from X to Y. I don't use a value less than 180 when the switch is from the soluble back to a non-soluble. You don't want to have any soluble end up in your printed object.
Here's an example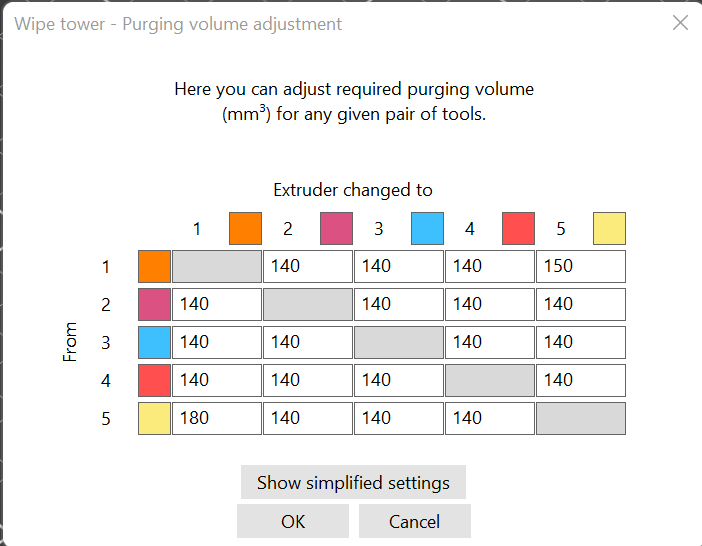
I have gotten this work before, but when I printed a huey. It was using paramount3d PETG, not prusament though. I really feel like the temps need to be higher, but you can't really go too high or you run into the stringing on unload. The whole device is really a kludge. This is a big reason I preordered the XL with 5 extruders. The BVOH does definitely need to be dry, and preferably dried while printing. I'm currently redrying the two spools of PETG and after that I'm going to redry the BVOH and see what happens. BVOH is the only soluble I've had good success with. I have a spool of Primaselect PVA+ which I think will work fine with PLA, and I have a spool of Aquasys 120 that will NOT play well in the MMU at all due to blobby tips.
Anything with a lot of supports in PETG I usually print at 250-255. Have you tried printing your object with standard supports? The quality has gotten a LOT better in PS 2.4 and I find that stuff I assumed could only be printed with soluble supports can now be printed entirely in the one filament.
I fired off an email to support just to see what they say.
The bust print is pretty awesome.
I've been playing with settings also and have dried the filament again. The stringing is minimized (not eliminated) with the BVOH at 195C, but now I'm having problems with purging the BVOH out of the nozzle when the next filament loads. this is causing poor layer adhesion for the next layer of regular PLA/PETG. If I leave the purge volume settings at 70 mm3 (default) you can see a strong discoloring of the next layer from the BVOH. And as you would expect the model breaks at that layer. I've been able to improve the oncoming filaments layer adhesion by increasing the oncoming filament load purge, I'm currently up to 200 mm3. Its possible that my BVOH has become contaminated to the point where these issues can't be corrected, but I hope that's not the case($$). The filament still flows well and both PLA and PETG still sticks adequately to finish the prints. When they said printing with soluble filament is challenging, they weren't kidding.
RE: How to stop BVOH from making a stringing mess
I use several manufacturers for filament, mostly what I can order on amazon. Ordering BVOH from prusa direct is CHEAPER like 50 dollars than ordering from amazon. I just ordered a few spools of it from prusa recently. I tend towards Paramount3d, Hatchbox, MatterHackers, Duramic, eSun, etc.
Prusa has a couple nice colors, but I like to use their filament as a control.1
I figure if it doesn't work with:
A prusa printer
Prusa filament
Prusa-recommended soluble filament
Then it's going to be hard to expect anything else to work lol
The red model was printed with Hatchbox PPLA. I like to matte finish, but it can be somewhat brittle so I have to judicious when I use it.
The blue print is Eryone blue PLA. It also is in matte finish and looks really nice, but boy can you see the imperfections due to print head slope.
Almost all my printing is related to fabrication of parts and tools for personal use. When I need strength, I use PETG and the stringing and and globing is frequently a challenge. I frequently use a silicon boot around the nozzle when printing with PETG to prevent the globing.
The cost and availability of Prusament has kept me from purchasing it. I love 3D printing and have went throught 102 KG of plasic, but I got the my hobby affordable.
RE: How to stop BVOH from making a stringing mess
Ok, here was my rather unsatisfying, but kind of expected, response from support.
"Hello,I am not sure how well the PETG and the BVOH stick together in general. We usually recommend using soluble filament only with PLA. If you are still using the same spool of BVOH then it might be a little wet even if you dry it. The soluble filament absorbs the moisture a lot and it is very hard to dry. I recommend ordering a new spool of BVOH if this one is a little older. And I recommend storing it in a very dry place. You can even submerge the whole spool in a silica gel to keep it dry"
I know it CAN work though, So I'll see with completely dried petg and bvoh. probably try again tomorrow. If that doesn't work, I'm waiting for the XL to do PETG and soluble.