First layer inconsistencies
Hi,
I have recently received my MK3s and already printed >100h mostly successfully. However, I noticed some inconsistencies in the first layer when printing larger objects(see picture):
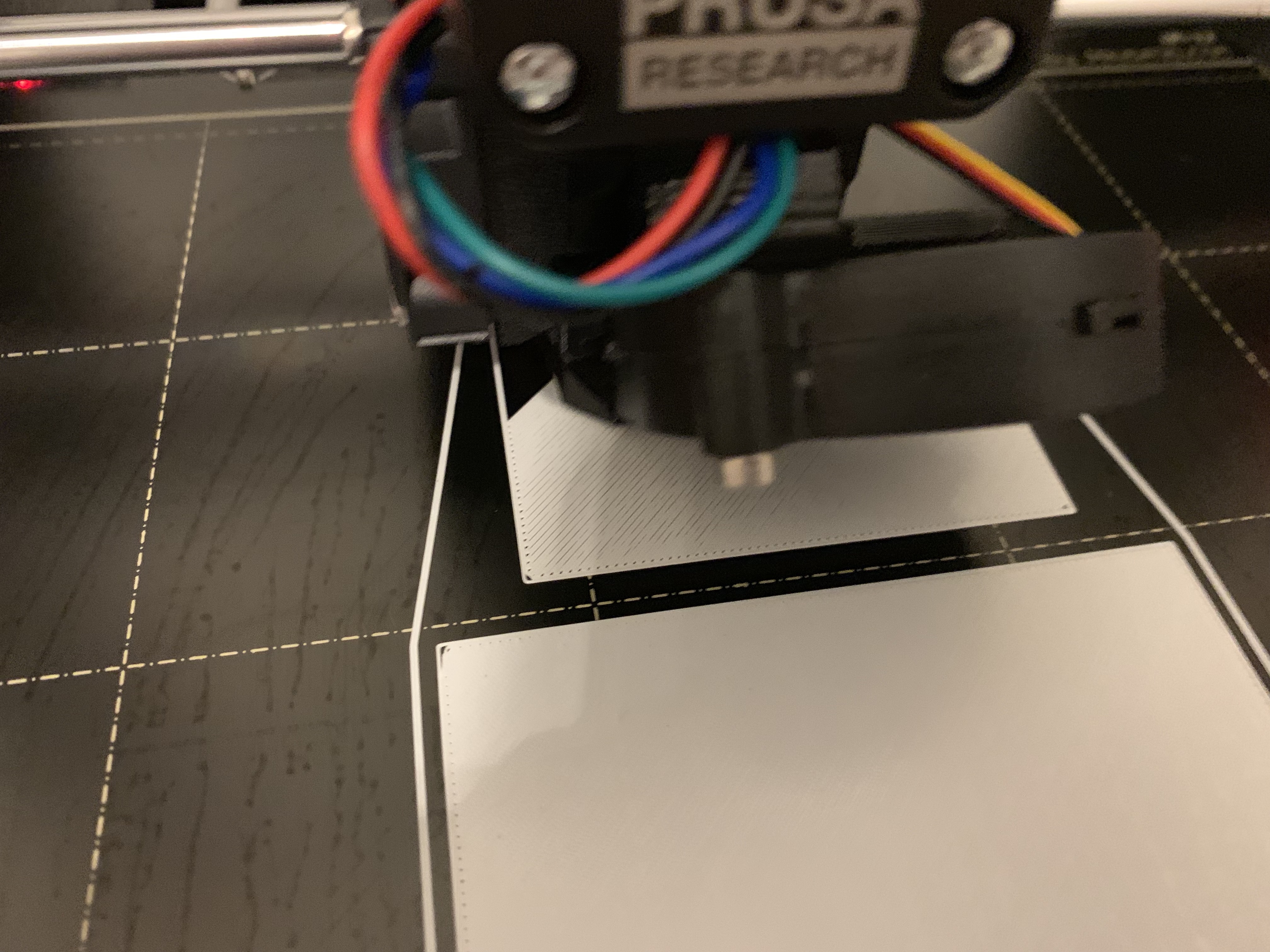
It looks like the nozzle is too high in the upper rectangle, whereas the lower rectangle seems to be fine.
Don't know if that's relevant but the output of the G81(bed levelling results) command show the following values, which do not look strange:
-0.01583 0.14852 0.24519 0.27417 0.23546 0.12907 -0.04500
0.04861 0.20424 0.29550 0.32241 0.28495 0.18313 0.01694
0.09528 0.24424 *0.33087 0.35519 0.31717* 0.21683 0.05417
0.12417 0.26852 *0.35130 0.37250 0.33213 * 0.23019 0.06667
0.13528 0.27708 *0.35677 0.37435 0.32983* 0.22319 0.05444
0.12861 0.26992 0.34729 0.36074 0.31026 0.19584 0.01750
0.10417 0.24704 0.32287 0.33167 0.27343 0.14815 -0.04417
Any ideas in which direction to look at?
Thanks in advance for your help,
Andreas
Re: First layer inconsistencies
Your PEI sheet is quite dirty. That can affect first layer cal.
Second is the method used for G80. Are you using the 3x3 or 7x7 method? If using 7x7, you don't need to do the G80/G81 tweak; 7x7 simply works (at least for many of us ).
Re: First layer inconsistencies
The dirt is basically dried window cleaner, which I applied before printing PETG. However, I observed the issue also with a cleaned bed before printing PLA.
Currently, I am using 3x3 levelling. So, maybe the first think to check is if the issue still happens with 7x7 method.
Thx
Re: First layer inconsistencies
Make sure you have 3.7 installed, run through the menus to select 7x7, use at least 3 samples per points, more is better, and if on turn off the magnet detection, and try again.
3x3 is notoriously bad for bed level. 7x7 does a direct measure of cal points without any interpolation (guessing) at mid points. It takes a bit longer, and why 3x3 was used in earlier releases. But 7x7 does a great job and defines a good layer 1 correction mesh.
Re: First layer inconsistencies
I followed your suggestion and switched to 7x7 bed levelling (magn. comp=off) and printed the same 1st layer again under the same preconditions, but unfortunately there are still inconsistencies:
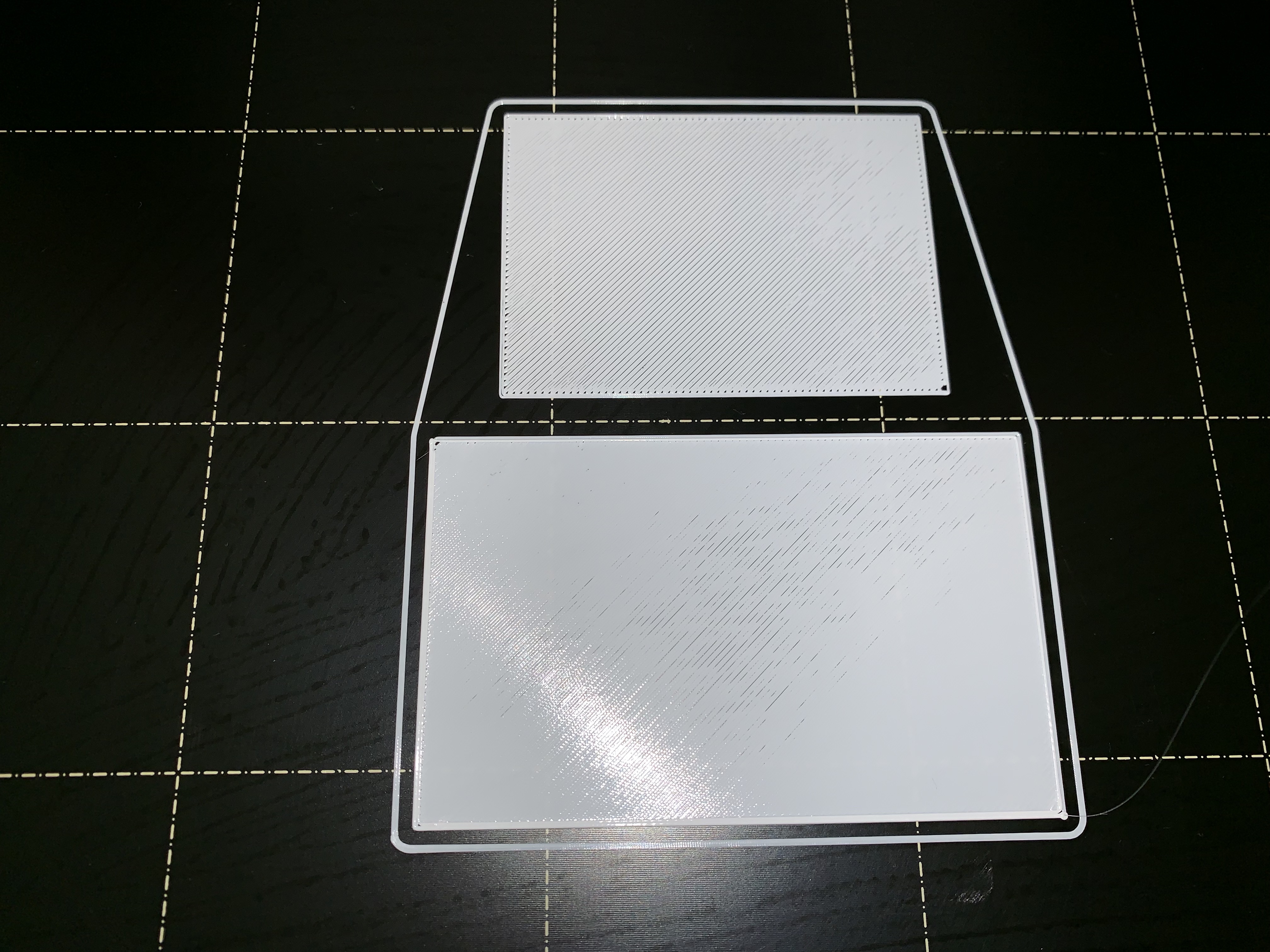
The inconsistencies are similar, but now also parts of the lower rectangle are printed too high(z height was not changed between the first and second print). Towards the upper left and lower right corners of the lower rectangle the print looks fine in my opinion.
I compared also the new G81 values to the first measurement but they are similar (differences are max. 0.05 but mostly between 0.01 - 0.02).
Any further ideas, what I could check?
Re: First layer inconsistencies
Clean the bed with dish soap, several times.
Then with alcohol.
This is very important, more then you think.
If you extrude by hand, is the stream straight out of the nozzle, if not the nozzle clogged.
Then check if your first layer is low enough.
Also check if your extruder, extrudes enough, mark your filament extrude a length, is this the lenght you markt with a pen? See google how to.
Try hotter first layer,
try different filament,
try slower first layer,
try lower the z layer, maybe you think it is low enough, but do not go to low, you will hit the bed.
Re: First layer inconsistencies
Remove any previous Manual Bed Setting if they are anything other than 0. Mine had persisted after the firmware update and until I 0d them it was not a lot better.
Re: First layer inconsistencies
Hello there! What brand of filament are you using?
Re: First layer inconsistencies
Hi again,
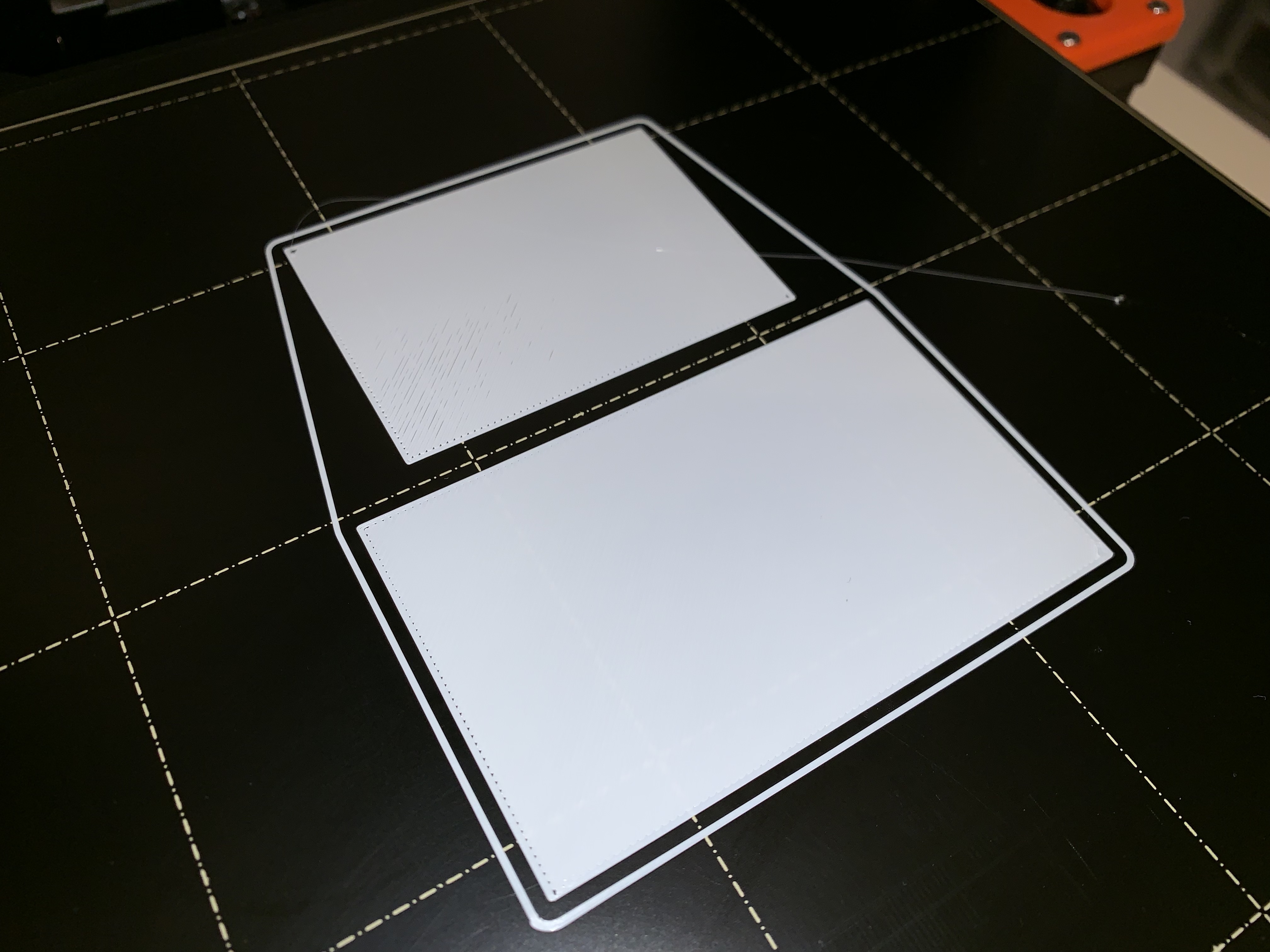
I cleaned my PEI sheet properly with dish soap and alcohol before I started a new print(still with the original z height from the previous attempts).
The first attempt looked much better(but still not 100%, but might be corrected with z live adjust):
During the print I checked again the bed level mesh and I noticed that the values are lower than before, e.g. for the middle point I got 0.23 while in the previous prints it was around 0.36. What I did differently to the previous print was that I had to change filament so the printer was already heated for some time. After reading further in the forum I guess it could have something to do with the pinda temperature correction, which is applied during mesh bed levelling.
So, I repeated the exercise after waiting for the printer to cool down (pinda temp was around 27C) and I got a worse result (nozzle too high in some areas):

Again I checked the output of G81 and now it showed a value of 0.32 for e.g. , so much higher than the previous value. Might be that due to the low pinda temp no temperature correction was applied. This somehow matches the observations.
So, I assume I will have to add some GCODE to start mesh levelling with a constant pinda temp every time to get consistent and hopefully better 1st layer results.
Does this make sense?
@todd.s7
The filament brand is "digital rise" PETG (ordered on amazon(DE)). But I doubt that the quality of the filament is the reason for my issue.
Re: First layer inconsistencies
My startup gcode: I park the nozzle at bed level to get the PINDA as low as possible - then I run the bed up to temp, while warming the nozzle to 185c. and let the PINDA soak to at least 35C. Once it hits 35c I do a mesh query, 7x7 four samples per with the custom code I am using. After the mesh is found I hme again then raise the nozzle 10 mm to heat to print temps. Once print temp is achieved I start the purge.
I've tried for 40C, and found it takes a very long time to reah that temp, and often doesn't. 37c even takes tens of minutes with a 60c bed and 185c hot end.
M115 U3.4.0 ; tell printer latest fw version
M83 ; extruder relative mode
G28 W ; home all without mesh bed level (cold zero to get PINDA low)
M104 S185 ; set extruder partial temp
M190 S[first_layer_bed_temperature] ; wait for bed temp
M109 S185 ; wait for extruder temp
M860 S35 ; wait for PINDA temp to stabilize
G28 W ; home all without mesh bed level (hot)
G80 N7 ; mesh bed leveling N7 = 7x7 ?
G91 ; move relative
G1 Z10
M109 S[first_layer_temperature] ; wait for extruder temp
G1 Z-10
G90
G1 Y-3.0 F1000.0 ; go outside print area
G92 E0.0
G1 X60.0 E9.0 F1000.0 ; intro line
G1 X100.0 E12.5 F1000.0 ; intro line
G92 E0.0
M221 S{if layer_height==0.05}100{else}95{endif}
RE: First layer inconsistencies
I added the start gcode for the pinda heating to Slic3r and made two prints. Now the results seem to be consistent between the prints. Still had to fine tune the z height a bit, but now I am quite satisfied.
Thanks a lot for your help 😀
RE: First layer inconsistencies
Hi again,
I noticed another issue on the first layer if the shape being printed is a bit more complex (see pictures). When just printing squares the layer looks good
There are fat lines and there are bands, where the z height seems to increase or decrease gradually.
Any ideas what happens here?
RE: First layer inconsistencies
It's an artifact of the slice changing nozzle direction, belt slop, and acceleration differences. You can tighten up the belts, slow down the infill print speed, and reduce flow a bit (check filament diameter and adjust accordingly). Change in layer "height" is a side effect of plastic overflowing at the extrusion boundary.