First layer height 0.6mm nozzle
With a 0.6mm nozzle I can't get the first layer height less than 0.22mm. With a 0.4mm nozzle my first layers are at exactly 0.2mm. I've tried reducing the "First layer" extrusion width under Print Settings -> Advanced, and then reducing live Z height closer to the bed but the layer height refuses to get close to 0.2mm.
With the 0.6mm nozzle I've dialed in extrusion factor and extrusion multiplier, and filament diameter is set at the correct value of 1.75mm.
RE: First layer height 0.6mm nozzle
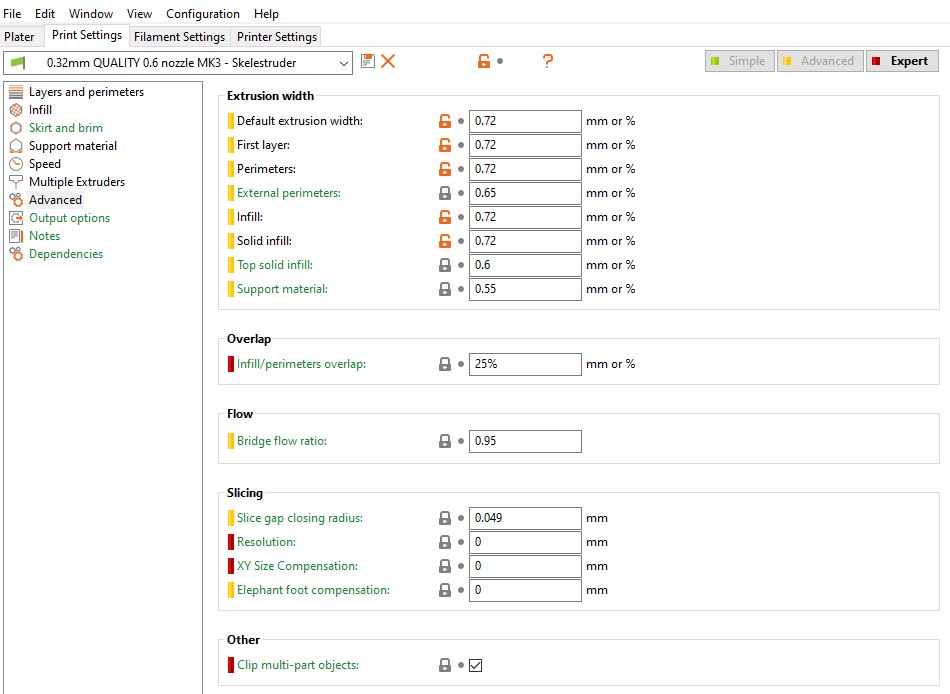
Before experimenting with the "First layer" extrusion width I printed many 0.2mm test squares with varying live Z values but none of them were less than 0.22-0.23mm thick. At some point pushing the live Z too low would produce roughness and spike the thickness measurement. I'm using Prusa's predefined values for the 0.6mm nozzle:

RE: First layer height 0.6mm nozzle
If you zip up a 3MF project file and upload it here, we can take a look. I use 0.2mm layer heights with all my nozzles from 0.15-1.0mm but there are settings that can restrict available layer heights. Are you using a Prusa default profile or a customized one? Also, are you talking about the setting or actual measured thickness?
RE: First layer height 0.6mm nozzle
@bobstro
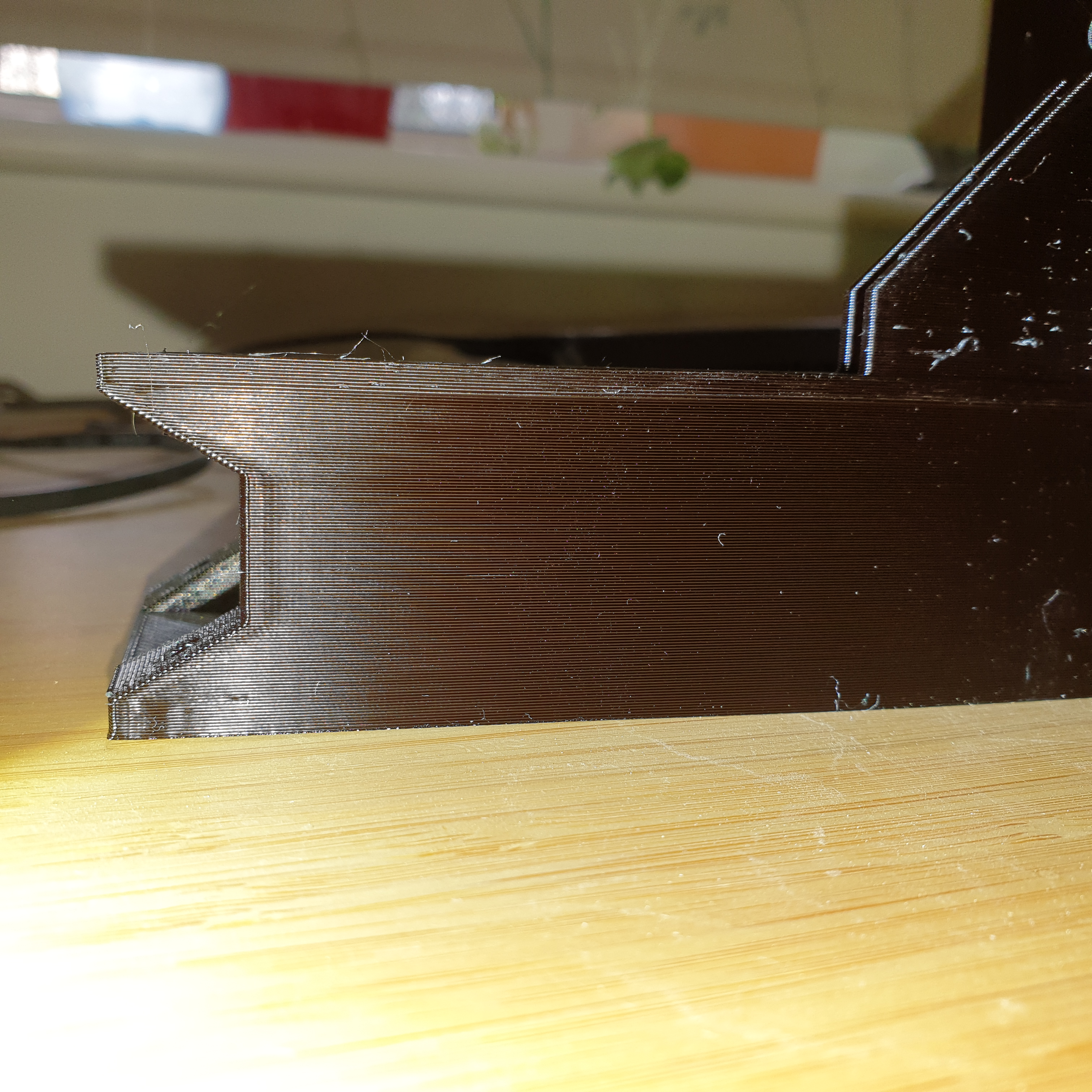
Using Prusa default profile and I'm referring to the measured thickness. See pic below. First layer height in slicer is set to 0.2mm.
3MF is attached. Extrusion multiplier is set to 1.03 because that's what's required to get a measured 0.7mm thick single wall. Thanks a lot for helping with this, it's been so frustrating after so many first-layer test prints.

RE: First layer height 0.6mm nozzle
I'll poke around when I get back home this weekend ... But 0.02mm is pretty good accuracy if those walls are spot on. You may get into diminishing returns or unwanted side effects chasing perfection if you don't need it! There are XY compensation settings in PrusaSlicer. 0.02 is about as fine a Live-Z tweak you can use and make a difference. Would simply lowering Live-Z by that much work without issues?
RE: First layer height 0.6mm nozzle
@bobstro
Thanks. Looking forward to your findings.
RE: First layer height 0.6mm nozzle
Thanks. Looking forward to your findings.
I think your calipers are more accurate than mine, so we'll see how it goes. How close are you getting on the external cube dimensions?
RE: First layer height 0.6mm nozzle
Hmmm, Only started playing with a 0.6 mm nozzle a short time ago and still getting settings adjusted, also did a PT100 upgrade with heater block etc so my old temperatures need a bit of tweaking.
My extrusion widths are a bit different to yours, I think I need to check my first layer calibration to make sure it is correct, but so far I'm getting good strong clean prints with PETG. Elephant foot compensation has not been set yet.
For comparison:
Normal people believe that if it is not broke, do not fix it. Engineers believe that if it is not broke, it does not have enough features yet.
RE: First layer height 0.6mm nozzle
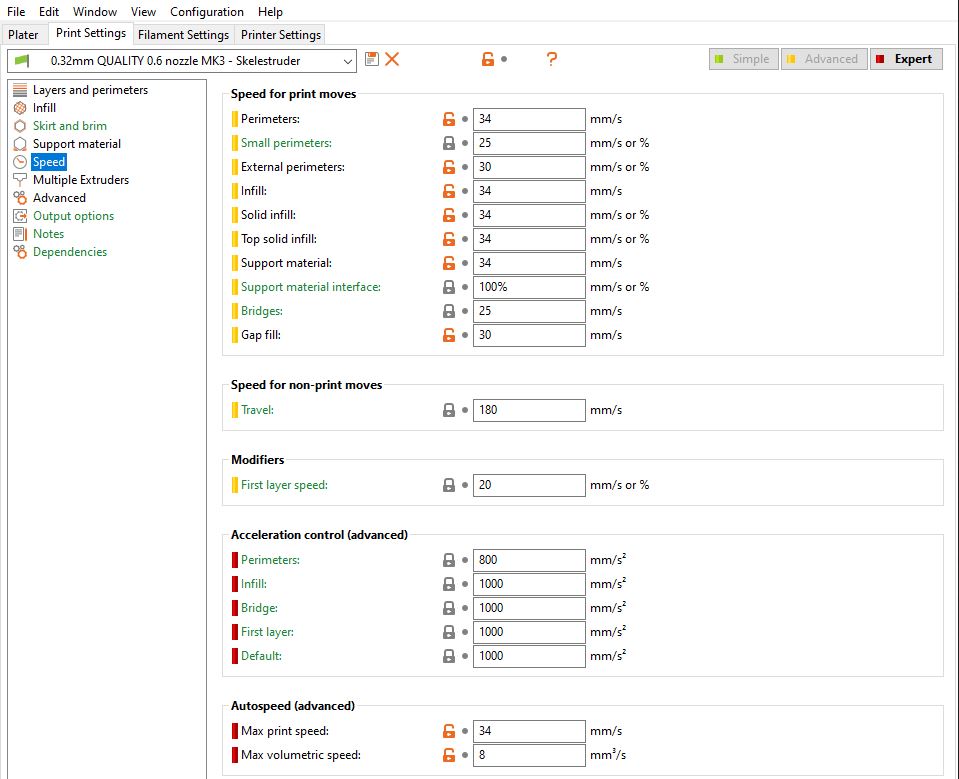
Oh and speed settings I used bobstro's advice (Thanks Bobstro):
Normal people believe that if it is not broke, do not fix it. Engineers believe that if it is not broke, it does not have enough features yet.
RE: First layer height 0.6mm nozzle
@bobstro
I'm getting exactly 0.7mm on all four walls
RE: First layer height 0.6mm nozzle
@chocki
Thanks for the info. Those speeds are half of mine. Big difference. What improvements did you notice from Prusa presets?
RE: First layer height 0.6mm nozzle
@chocki
The 0.6mm nozzle is a game-changer for larger, less detailed structural parts that don't need to look pretty. I love it.
With the stock heat block did you notice print improvements with higher/lower temperatures for the 0.6mm nozzle?
I'm probably being too critical about this first layer measurement, but if the nozzle is capable of 0.15mm layers then there must be something limiting my ability to hit exactly 0.2mm like I can with ease from a 0.4mm nozzle. Maybe with the larger nozzle my temp is set too low, preventing the filament from liquifying enough to flatten out properly?
My 0.6mm nozzle prints always have a rough top layer and I suspect that the tall-ish first layer is causing subsequent layers to squish too much.
RE: First layer height 0.6mm nozzle
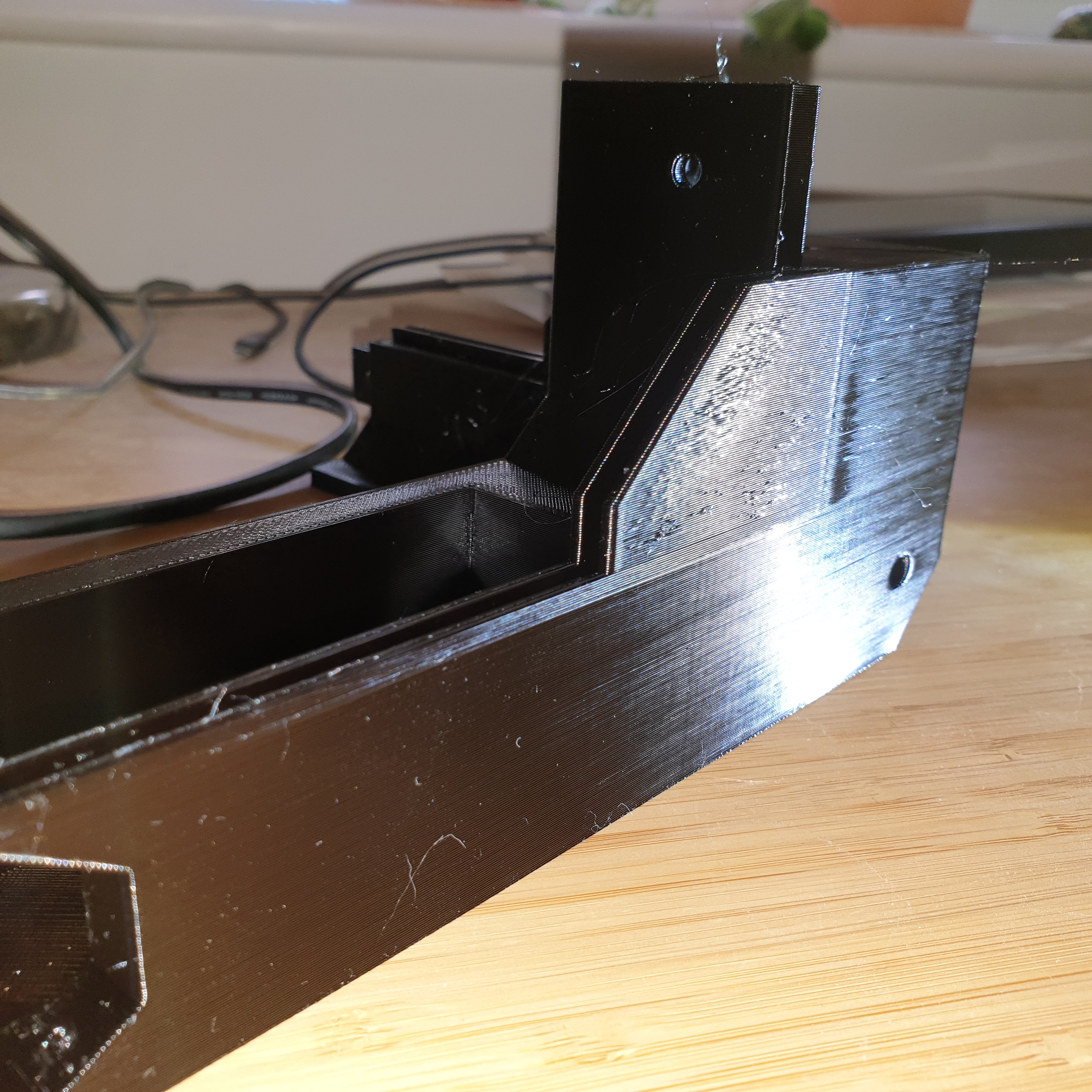
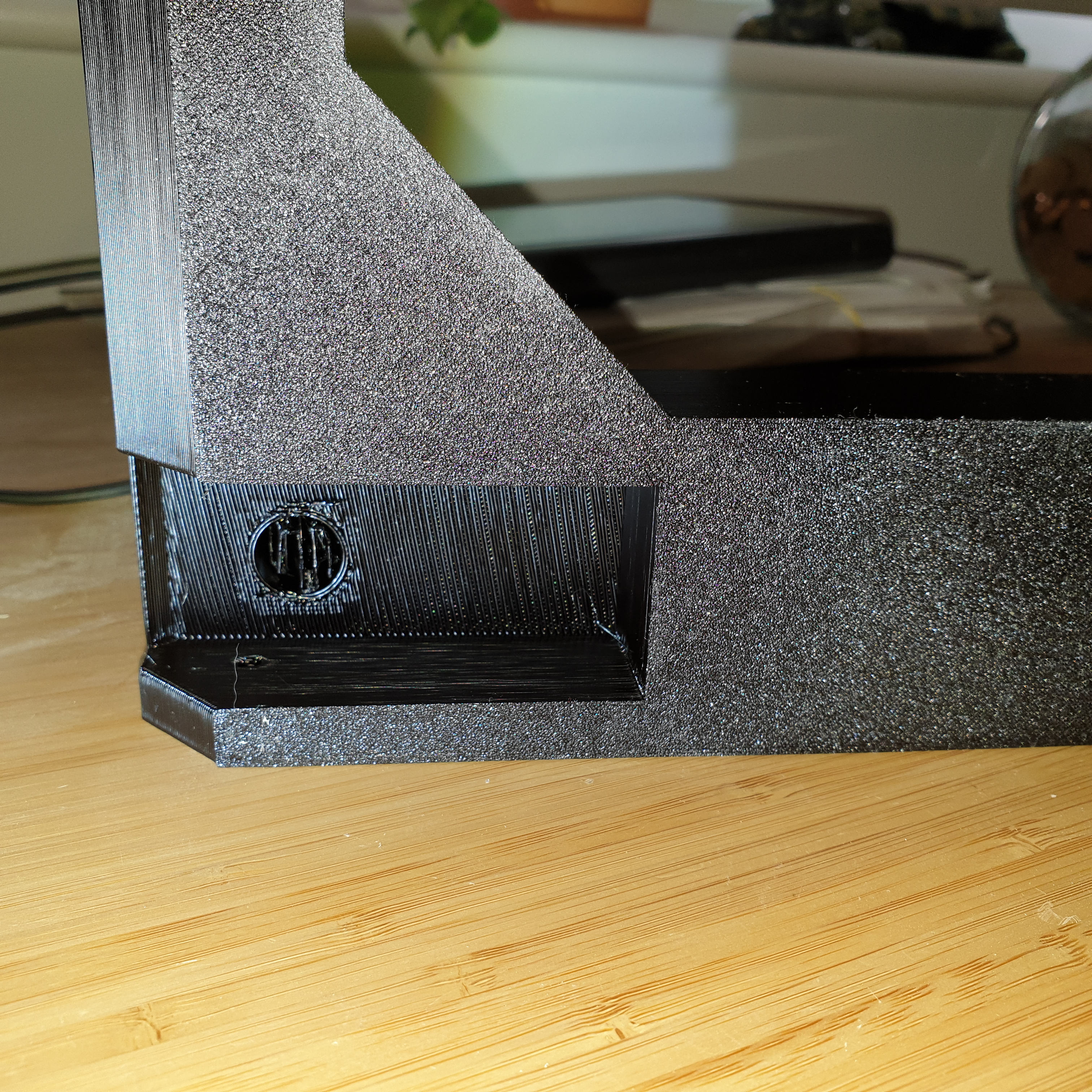
Here is a print I just finished, it all seemed to go well, except for one bit which I will have to investigate.
PRUSA'a settings caused me excessive stringing and too much surface variation. Since I print PETG at 230 and higher, depending on the brand, the PETG is right at the point where you get a more matt finish or glossy, and with the PRUSA settings I would get part of the print matt and part glossy on the same face which looks rubbish and I found with previous 0.4 and 0.25 mm settings, bobstros advice on his notes page is really good. I follow it, set up my prints and they work well, I then adjust from these settings to get a better finish.
I'm still at tweaking stage as any higher temperature and I get stringing and blob buildup on the nozzle, top layer is pretty good, some nice ironing going on, if I want it matt, I'll increase the speed a little.
First layer is good, a tiny bit of elephants foot, but again, I haven't adjusted for this yet as I want to get these LACK enclosure parts printed sooner than later. But I've got a little pilling on the side where the slot for holding the poly-carbonate sits, I'm suspecting I may have just a little slop in my X carriage as this is on the X facing side and the print head has just done a short X move before moving in the Y direction and settling down.
My settings for supports work well and these just came away without any bother or loads of work, again I find PRUSA settings a bit to dense for PETG supports, and bridging with the 0.6 mm nozzle is better than 0.4 mm.
Here are the pictures with just the largest supports broken away, no further finishing yet:

May even require a tweak to JERK values.
Normal people believe that if it is not broke, do not fix it. Engineers believe that if it is not broke, it does not have enough features yet.
RE: First layer height 0.6mm nozzle
@chocki
Wow. Very nice. It's hard to tell from those angles but it looks like you're getting minimal, if zero warping on what looks like a large print. Do you notice any? Which filament is that?
RE: First layer height 0.6mm nozzle
There is a small amount of warping over that length, but I try to mitigate it by running my heated bed at 85 for the first layer then 90 for the rest so that with a bit of luck as the bottom cools down it can help straighten the print, but to be honest on largish parts like this, it does not make much difference.
The filament is my last roll of Rigid Ink PETG whom unfortunately no longer produce filament, mostly nowadays I use Technology Outlet PETG, but that is semi transparent (It is called T-Glass for a reason). I do get nice glossy prints with the T-Glass, but for this print I wanted the more matt finish.
Normal people believe that if it is not broke, do not fix it. Engineers believe that if it is not broke, it does not have enough features yet.
RE: First layer height 0.6mm nozzle
@chocki @bostro
Regarding speeds CNC Kitchen agrees! I've been printing way too fast with this nozzle.
RE: First layer height 0.6mm nozzle
@christian-p17 It really is worth reading bobstros notes, he has done all the hard work for us : http://projects.ttlexceeded.com/3d_printing.html
You can push the settings a bit further depending on filament and if you have rebuilt your extruder with a geared type, but ultimately you can only heat up filament up to a maximum speed which is dictated by the time it takes to melt completely. Volcanos etc have a longer melting zone so in effect heat the filament for longer. You can increase your hotend temperature, but you then risk burning your filament when it stops extruding.
Normal people believe that if it is not broke, do not fix it. Engineers believe that if it is not broke, it does not have enough features yet.
RE: First layer height 0.6mm nozzle
@chocki
Found his page earlier this morning and started reading a bit. Thanks for bringing it to my attention. Such extensive testing. Going to dive deeper later today and keep it as a go-to reference.
RE: First layer height 0.6mm nozzle
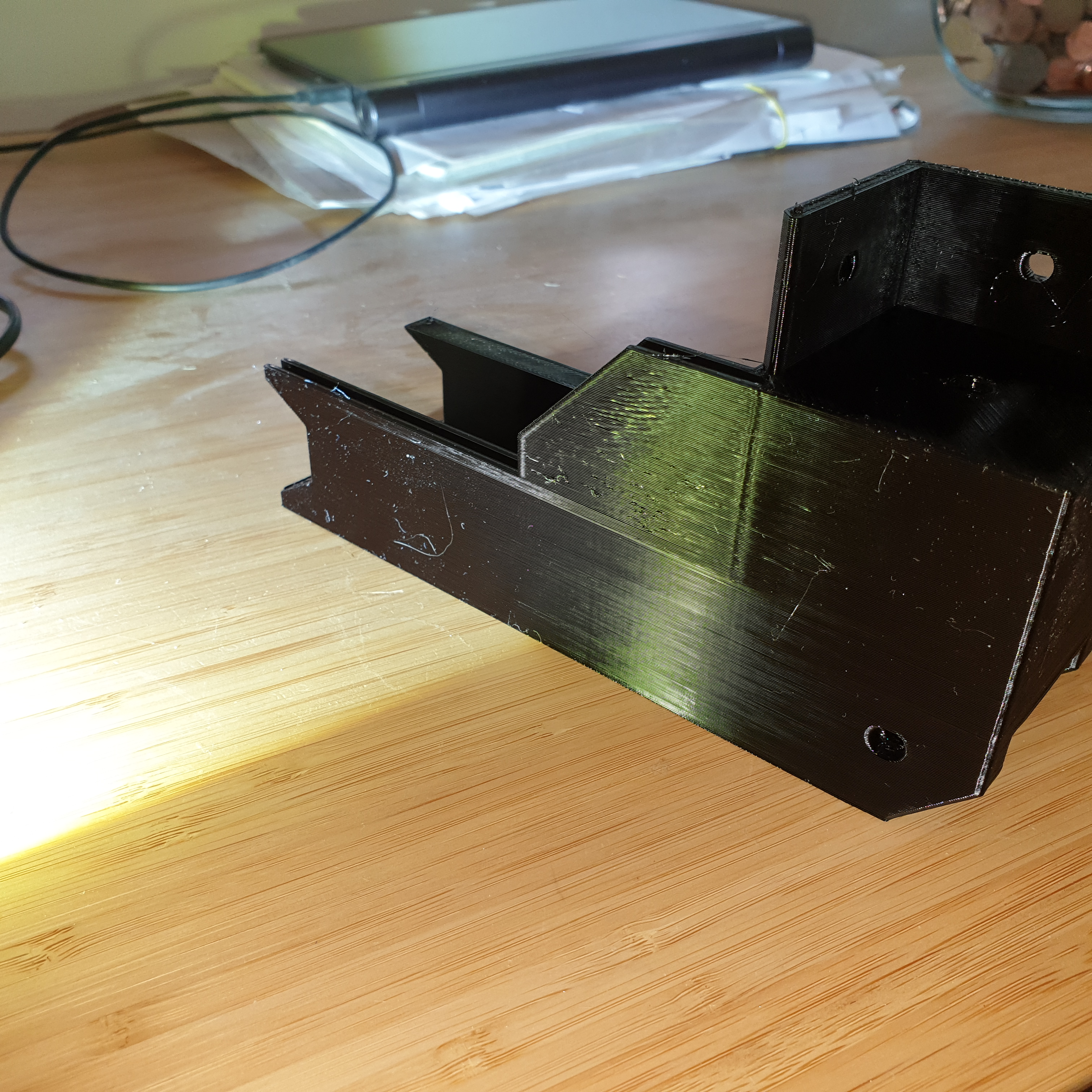
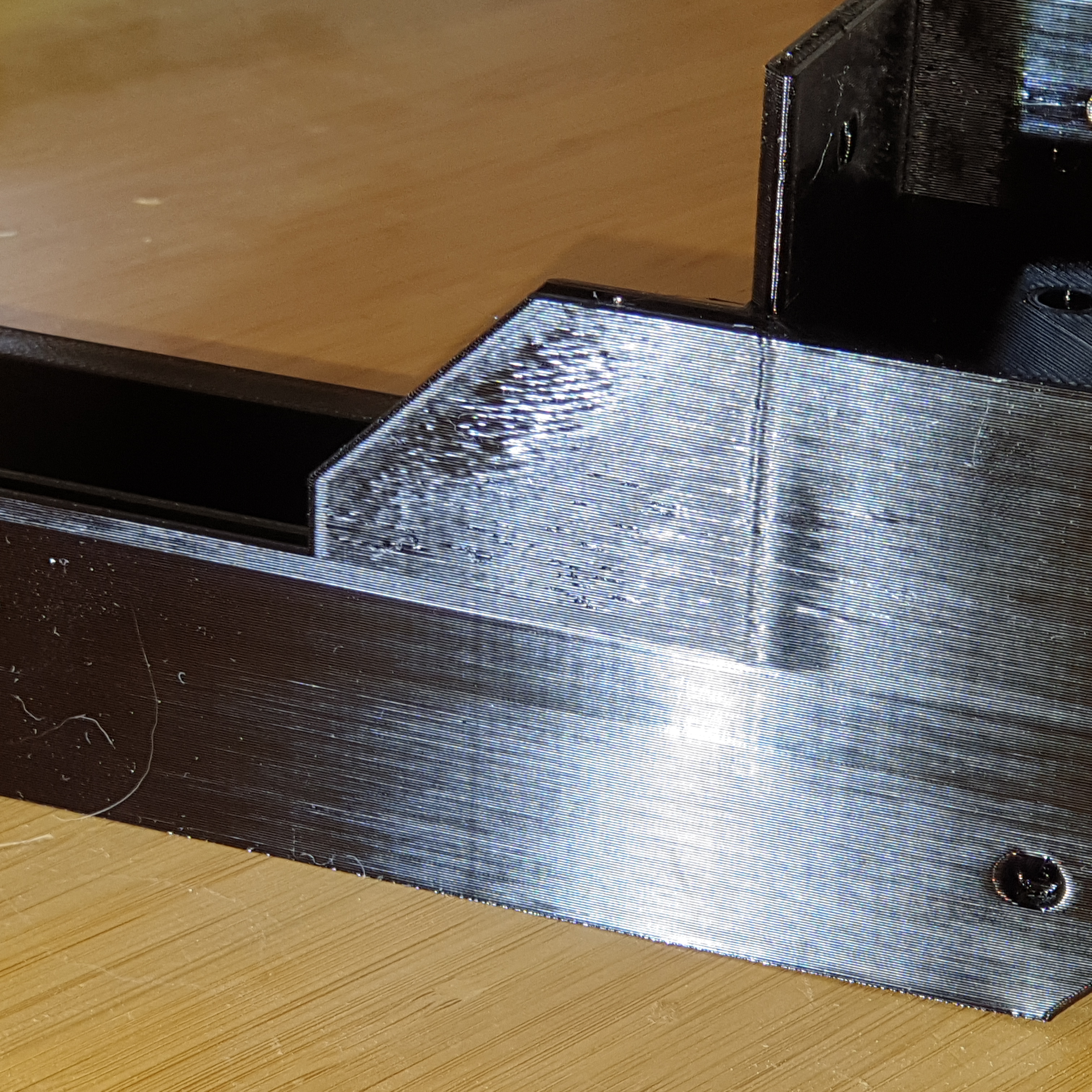
Here's the next part I just finished printing, X axis belt tightened seems to have helped with the earlier pilling.
You can see a small amount of warping at the end approx 0.5 mm.

Normal people believe that if it is not broke, do not fix it. Engineers believe that if it is not broke, it does not have enough features yet.
RE: First layer height 0.6mm nozzle
@chocki
The only filament I've found so far that prints dead flat is Polymaker Polymax PLA. It's also super strong. But also super expensive.