Distorted high print
Hi,
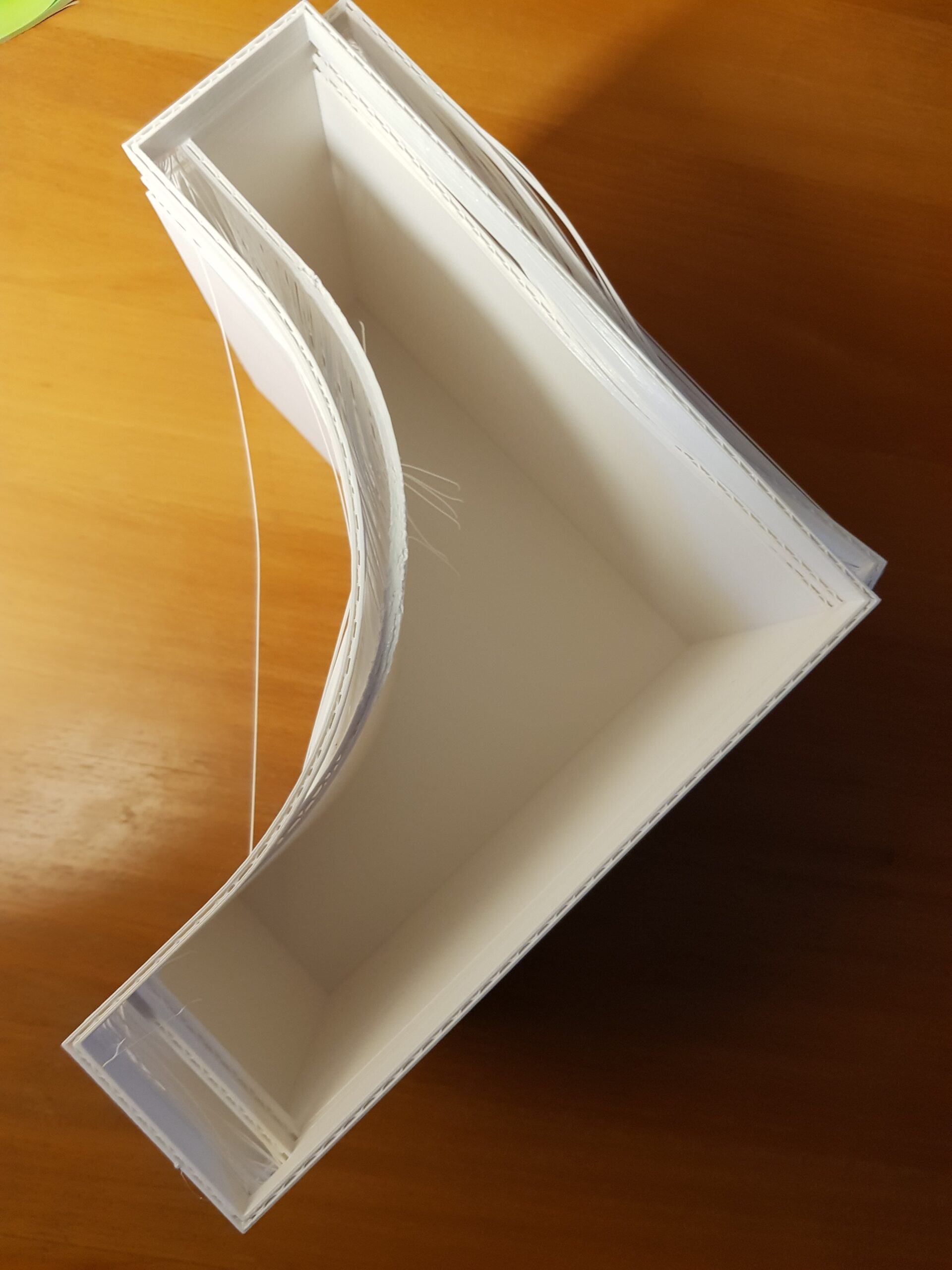
yesterday I tried my first very big print. I designed it myself with blender. It's 210*210*210 (mm), so the maximum that the Prusa i3 MK3S+ is able to print. Unfortunately the print is distorted in the higher layers (see attached pictures).
Extruder temp is 240, filament is genuine Prua PetG. The wall is 3 mm thick.. The printer was calibrated a month ago. In the first picture there is a warp at the bottom. I did a test print with only a high of 8 mm, without the warping. And as you can the in the higher layers it gets very distorted.
Any ideas and/or recommendations?
Thx, Bernd


RE: Distorted high print
Hi Bernd,
there appear to be two layer shifts of the same displacement, this is typical of :-
1, Loose toothed motor pulley on the motor which moves the extruder in the direction of the layer shift
what happens is that the extruder hits a slight obstruction, the loose screw on the motor shaft, has a potential to move a certain distance before it jams temporarily on the flat on the motor shaft, which displaces the toothed belt in one direction, the printer continues oblivious to the error, then some time later the extruder again hits a slight obstruction and the motor shaft rotates in the opposite direction, inside the toothed motor pulley, until it again jams temporarily against the flat on the motor shaft.
this results in equidistant shifts in opposite directions which is what appears to be happening in your case
Check that one screw on the motor pulley, faces the centre of the flat on the motor shaft, and that both screws are tight.
2, less common, but still possible, there may be a collision detection, which cases the printer to reset the axis endstop. and continue printing,
this usually causes unequal offsets for each layer shift, but it is possible that you can get equal layer shifts.
this is often caused by friction on the smooth rods. if you have not lubricated the smooth rods and bearings, now might be a good time.
3, with the extruder at a high level, there is a possibility that the extruder cable bundle may be catching on something.
try raising the extruder to the top of the frame, using the LCD Controls, then move the extruder from side to side, to make sure there is no restriction.
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
RE: Distorted high print
Two issues. Warping and layer shift.
Warping will be more pronounced with taller prints. It's common for large box-shaped/rectangular objects to warp. Assuming Live Z is well calibrated and the steel sheet is clean (using hot water and fragrant-free dish washing soap), here are a few approaches that have worked for me:
- Slow down print speed.
- Add Mickey Mouse ears to the corners. You can add a cylindrical part in PrusaSlicer, maybe 10mm diameter, change height to single layer height, then place the part at the corner. Repeat for each corner.
- Add a brim around the model, 5 mm or more. Wider or 2 -layer high brims may be needed but may not work with the size of the model or may require being added in your CAD software.
- Use Layerneer Bed Weld ( https://www.amazon.com/Printer-Adhesive-Layerneer-Original-Filament/dp/B079984GV5/ ). You only need a thin layer.
- If you have design control over your part and it's possible considering the intended use, you can try to round the edges and/or add holes to the base of the model.
- Combination of above. Usually, brim/ears does the job, or some Layerneer if needed, but large, rectangular objects can be a challenge.
Heed Joan's advice for layer shifts!
Common causes for layer shifts include:
- Pulley screws on X motor not properly tightened. One has to be tightened against the flat side of the motor shaft!
- Belt not correctly tightened. Use this tension meter to get it right: https://www.prusaprinters.org/prints/46639
- X carriage over-squeezed. Loosen the back plate on the X carriage axis.
- Nozzle hit an obstacle. Some patterns such as grid have lines that cross within one layer. This can lead to little pile-ups at the intersection points, in particular if you have slight overextrusion, which in turn can lead to the nozzle catching at those pile-ups. See https://help.prusa3d.com/en/article/infill-patterns_177130/
- Zip ties on the wire bundle on the back of the extruder not properly positioned, so they or the cables hit the model.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: Distorted high print
Hi,
wow, thank you! Very detailed stuff. I'll have a look on it.
Greetings, Bernd