colorFabb Varioshore TPU
Hi everyone,
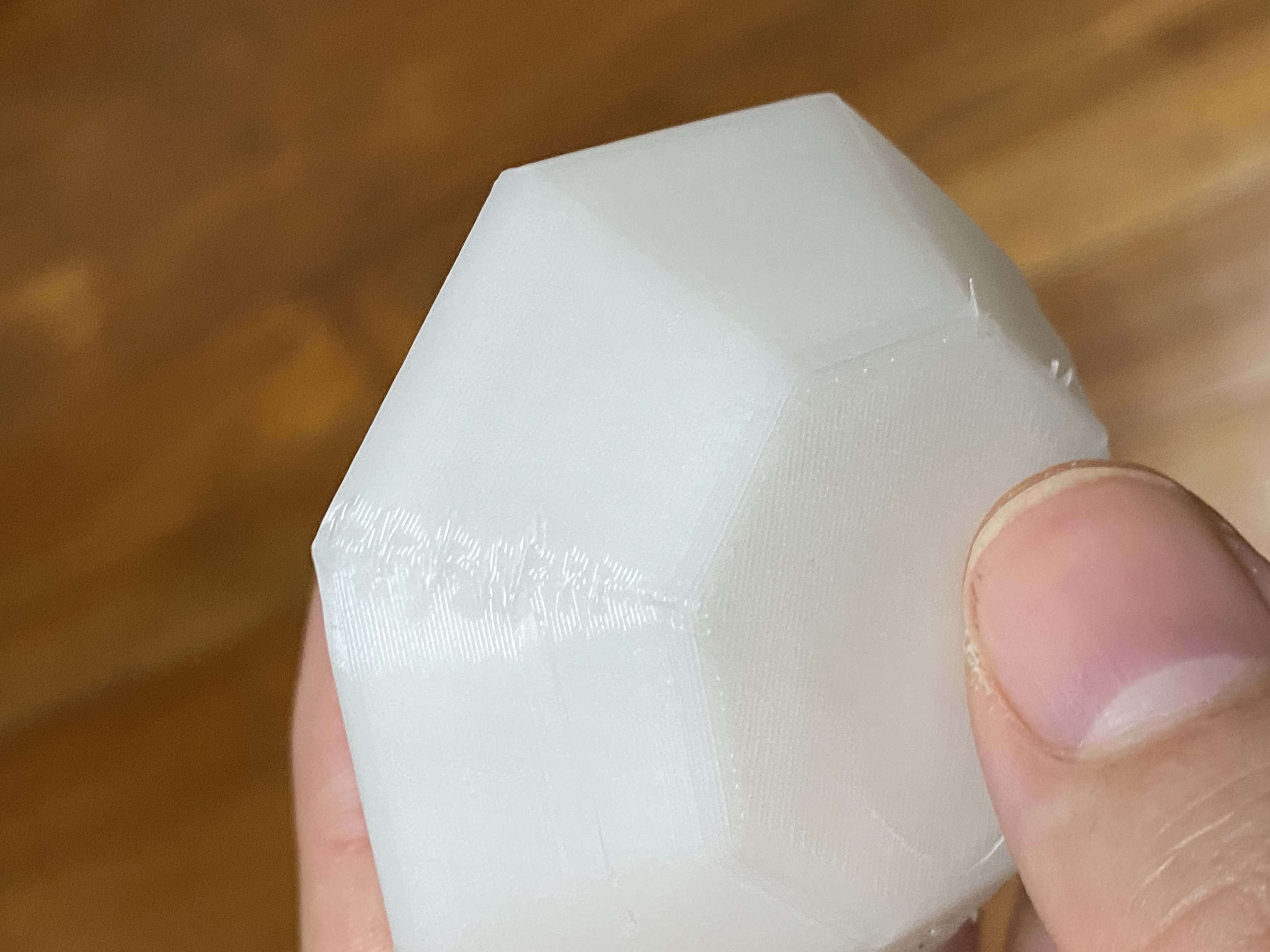
Was hoping someone could provide some hints to printing colorFabb Varioshore TPU for a specific STL file of a gem that I’m having trouble with.
The first layer has perfect adhesion, as do the top layers. It’s the lower layers which seem to be “overhangs” (I.e. surfaces facing the print bed) that are causing issues in this particular instance. They seem to arise from where the nozzle starts new layers.
The filament extrusion multiplier has been set at 113% at 190°C, based on physical measurement of the calibration cube, which happens to be exactly the same as what Stefan of CNC Kitchen derived.
The print speed has been set to maximum of 30 mm/sec , and I have varied the cooling fan speed from 0 to 100% with no effect. Infill is gyroid at 15%.


RE: colorFabb Varioshore TPU
Additional information:
1. Standard MK3S+ with 0.4mm nozzle.
2. Retraction length 0.8mm, retraction speed 35mm/s. Lift Z 0.4mm, retract on layer change enabled, wipe while retracting is enabled.
3. Printed this model a few times on PLA and PETG and didn't have any issues.
RE: colorFabb Varioshore TPU
Experimenting with this material as well.
Be awar that this filament is intended to be printed lightweight. It wil expand/foam at a different rate depending on printing temperature. So your flow setting should be always lower than 1 if you want to take advantage of the light weight material. I would guess that your issue might be related to overextrusion due to some foaming. Due to your low temp, the issue it probably not so obvious.
Currentle using 240 degree nozzle, 40 bed, .50 flow,10% infill. 0 refraction
RE: colorFabb Varioshore TPU
Hi brisance,
although I am not familiar with this specific type of TPU allow me to share a few comments.
Firstly, assuming your thumb in the images is on the contact surface with the build plate, it seems that your z is probably a bit high. That might be unrelated to the problems higher up, but decent z-adjust is probably a good starting point for good prints.
I print TPU only on the textured sheet. My one attempt on the smooth sheet almost ended in the PEI foil coming off thanks to extremely good adhesion. If your design is dependant on the smooth contact surface use a separating agent. Again not much experience here but the glue stick might be a good starting point. Use any paperglue that comes as a stick (Kores, UHU, whatever). A good suggestion that came from Swiss_Cheese, although writing about polycarbonate filaments (which are really sticky as hell), was to apply one layer, let it dry and then apply a second layer crosswise.
After trying to read everything that has been written here on TPU I set retraction to zero, this improved print quality a lot. Extrusion multiplier is set to 1. The extruder idler door is as loose as possible (meaning that the screw is just about inserted in the nut far enough to stop the door from opening.
All this is done to help run the soft filament as easily as possible through the extruder gears. This is probably the really tricky bit with TPU. Too much pressure or too high a speed or too much unnecessary movement in the gears seems to make the filament extremely unhappy and thus the prints look bad.
My settings for a 95A TPU (Kiwi3D, local brand here in NZ that are making/distributing decent quality filament):
Extruder temp: 240/240 (company recommendation 200-230, but all their stuff comes out better a bit warmer)
Bed: 50
Extrusion multiplier: 1.0
Cooling: fan always on/auto cooling on; fan speed 70-90%
Retraction off (set value to zero in PS)
Speeds I left untouched from the generic TPU profile
hth
Hansjoerg
RE: colorFabb Varioshore TPU
@nick-droogers
Trying your setting recommendations right now. Except I did not change the retraction settings. Started off with ColorFabb nGen Flex as a base start.
Ken 🙂
RE: Varioshore bed adhesion
Hello,
I have a problem with bed adhesion and I'll be grateful for any suggestion to solve it!
Parameters: nozzle temp = 220, bed temp = 40 , extrusion multiplier = 0.6 - because I want to have a foaming effect , speed=25 mm/ sec , MVS = 1.9
Thank you in advance!
RE:
Hi all,i have successfully printed a wheel for my Roborock with the colorFabb varioShore on my Mini+
Thingiverse: Roborock TPU Vorderrad - Front Wheel
0.20mm QUALITY
Parameters changed, beginning from "Gerneric Flex"
Extrusionfactor: 0.8
first Layer 210, then 225.
sticks on the bed like hell - hard work to peel off 🙂

Print has a super soft structure.