Clear PETG - The slower the clearer - Why?
Hi there,
Photo below is of PETG with a 0.8mm nozzle at 100% speed (bottom) and the top is 40%, can you please school me as to why it is coming clearer when I print slowly?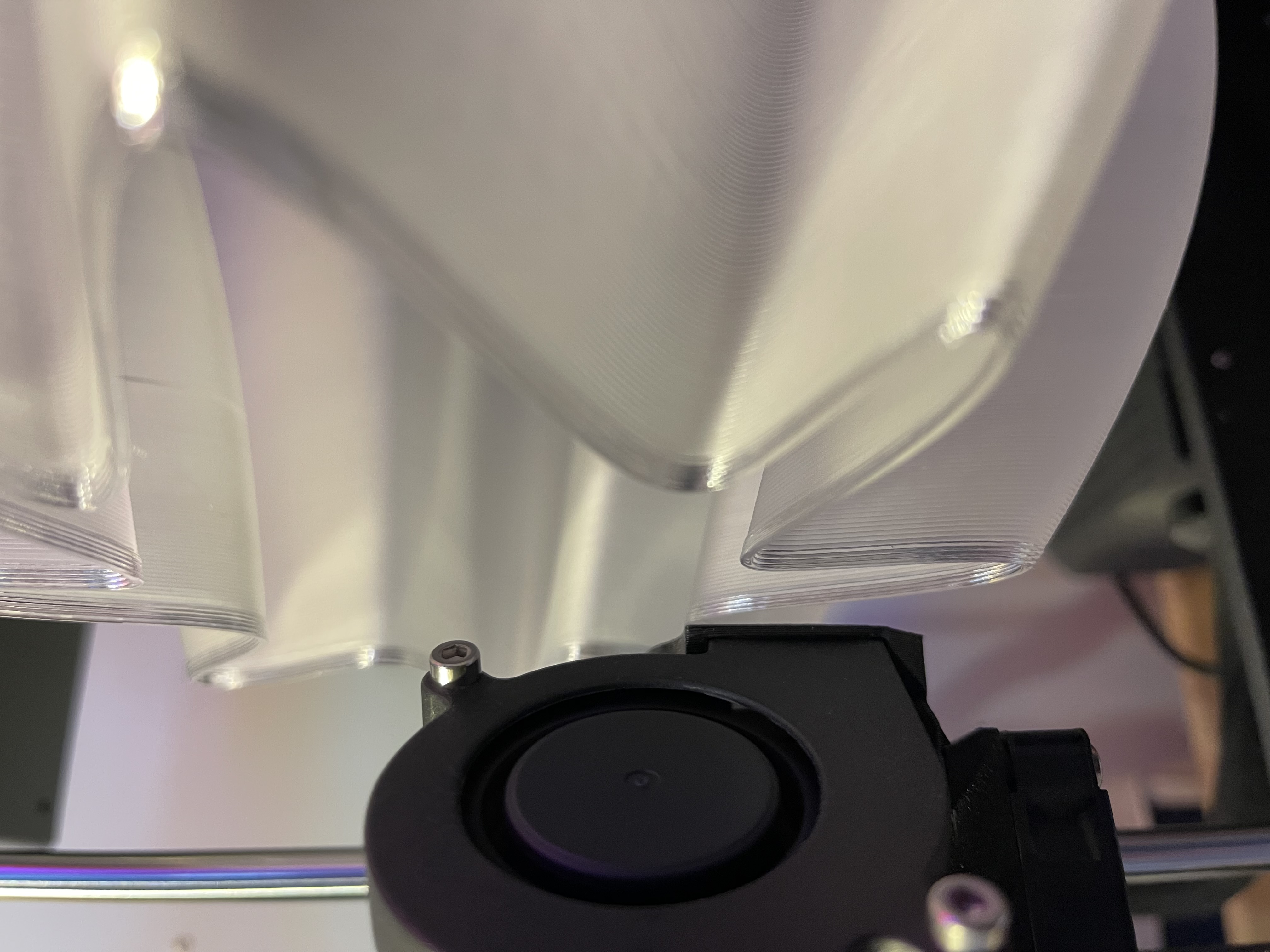
RE: Clear PETG - The slower the clearer - Why?
Hi there,
Photo below is of PETG with a 0.8mm nozzle at 100% speed (bottom) and the top is 40%, can you please school me as to why it is coming clearer when I print slowly?
in the Prusa Knowledge Base you will find some interesting information: https://blog.prusaprinters.org/3d-printed-lens-and-other-transparent-objects_31231/
wbr,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Clear PETG - The slower the clearer - Why?
@karl-herbert
Cheers!
RE: Clear PETG - The slower the clearer - Why?
@karl-herbert
Thanks for that link. I was about to get back into trying to do some transparent filament printing and I hadn't seen the article you linked before.
RE: Clear PETG - The slower the clearer - Why?
[...] Photo below is of PETG with a 0.8mm nozzle at 100% speed (bottom) and the top is 40%, can you please school me as to why it is coming clearer when I print slowly?
PETG tends to print with more transparency at higher temperatures. At slower speeds, there is plenty of time for the hotend to melt the filament thoroughly. At higher speeds, you may be out-running the hotend's maximum volumetric rate. Simply pushing filament through at faster rates can reduce the extrusion temperature due to the reduced time the filament spends in the hotend.
The printed extrusions may look fine, but if you're using higher layers and wider extrusions, you really need to reduce your speeds to ensure consistent extrusions. Assuming you're doing vase prints with something like 0.96mm extrusion widths and 0.64mm layer heights, your top speeds should be something like 24mm/s for consistency.