WAIT for Pinda reach 35°C if it is below 35°C
Hey guys,
I coded a realy nice custom g-code start script, where i told the pinter to wait for PINDA reach to 35°C, when i use PLA, ABS and so on. When i use FLEX, i told the slic3r to change the script to just 20°C because i did notuse the heated bed in this case.
M83 ; extruder relative mode
M104 S[first_layer_temperature] ; set extruder temp
M140 S[first_layer_bed_temperature] ; set bed temp
M190 S[first_layer_bed_temperature] ; wait for bed temp
M109 S[first_layer_temperature] ; wait for extruder temp
G28 W ; home all without mesh bed level
G1 X80 Y80 Z1 F5000 ; go to PINDA heat up position
M860 S{if filament_type[0]== "FLEX"}20{else}35{endif} ; wait for PINDA heat up
G28 W ; home all without mesh bed level
G80 ; mesh bed leveling
G1 Y-3.0 F1000.0 ; go outside print area
G92 E0.0
G1 X60.0 E9.0 F{if filament_type[0]== "FLEX"}400{else}1000{endif} ; intro line
G1 X100.0 E12.5 F{if filament_type[0]== "FLEX"}400{else}1000{endif} ; intro line
G92 E0.0
M221 S{if layer_height==0.05}100{else}95{endif}
Now i whant to finetune this script. The printer should do this only, if it is BELOW 35°C. So the move to the heat up position is not nessesserly and in some case it would destroy the print on "poor mans multicolor prints". Any suggestions how to code this?
Re: WAIT for Pinda reach 35°C if it is below 35°C
I don't see how this could destroy a "poor man's multi-color print". When the print starts it runs the start gcode where it will wait for the temp and once reached will do bed leveling and then start the print. It will never do the wait for temp or bed leveling again duing the print so it should be no problem to do multiple M600 color changes on the first layer.
Re: WAIT for Pinda reach 35°C if it is below 35°C
Yah, no. I did not mean that kind of multi color print.
I print the first color, only 0,2mm thin. Program end.
Then i print the next one, again 0,2mm thin and so on, and at the end, when i got all the different colors on my bed, i print the rest of the model around these colors.
kind like this one:
https://www.youtube.com/embed/DXeR6tmcZCE
In some case the move to the heatup position is over an existing layer and it stuck on it and yah... peel it of the bed
Now i manage it so, that my first move is z+10 and then move to the heat up position. But the move is unnecessary.
Anyway, is there any way to query the temperature and skip the movement to the heating position?
Re: WAIT for Pinda reach 35°C if it is below 35°C
Anyway, is there any way to query the temperature and skip the movement to the heating position?
If I understand you correct, You're talking about the run time (during print). No, there are no queries. It's a one way command execution:
(gcode) - command -> (printer) - execute
The only condition based logic can be implemented in the Slic3r. This is limited to static/predefined conditions.
In your case I would create two different settings. Just remove in the second setting the pinda wait/move command. You're printing sequentially. All of your components are still hot (bed, PINDA, extruder) and they will not cool down so fast. Use the second setting for all the other layers.
Often linked posts:
Going small with MMU2
Real Multi Material
My prints on Instagram
Re: WAIT for Pinda reach 35°C if it is below 35°C
Anyway, is there any way to query the temperature and skip the movement to the heating position?
If I understand you correct, You're talking about the run time (during print). No, there are no queries. It's a one way command execution:
(gcode) - command -> (printer) - execute
The only condition based logic can be implemented in the Slic3r. This is limited to static/predefined conditions.
In your case I would create two different settings. Just remove in the second setting the pinda wait/move command. You're printing sequentially. All of your components are still hot (bed, PINDA, extruder) and they will not cool down so fast. Use the second setting for all the other layers.
Thank you. Yeah, i done this before. So no way to place a logical command in g-code.
Re: WAIT for Pinda reach 35°C if it is below 35°C
Not an answer to your question but just a thought...
I don't know if this will work but here's my thought, slice it as if it were a multi material object and use M600 for the tool change script. Add a modifier over the whole object at the appropriate Z height and set the modifier to use whatever extruder for perimeters, infill and solid infill you want to finish the print with.
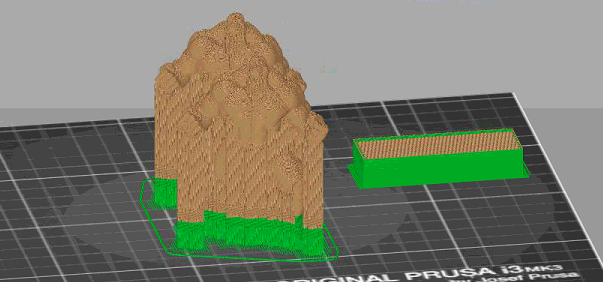
As quick test I did this..
Without modifier
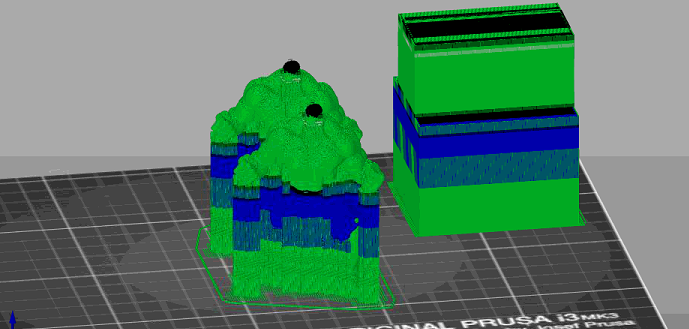
With modifier