RE: supports on a slanted surface
The drop to 175 is intentional and worthwhile. It is part of a reasonable mesh level and anti-ooze strategy so the nozzle isn't dropping gnats on the bed while measuring the 7x7 points.
The wait is due to an M860 that waits for the PINDA temperature to reach a warm temp that allows for repeatable mesh bed conditions and assures the Live-Z is valid run to run.
RE: supports on a slanted surface
I imported the project and "sliced" it and it doesn't print. The preheat goes to 175/60, then it *starts* to pring, but the extruder moves onto the print plate.. and then nothing. I just stops. Dunno what to do next.
I've done a 'diff ' [fc in windows-land] and I am making a list of the parameters you changed from the 'standard' mk3 settings that I had. I'm trying to understand the changes you made.
RE: supports on a slanted surface
There is a delay to wait for the PINDA to heat up to 37.5c, you can monitor progress by selecting the temperature readouts on the LCD. Just be patient, or modify the M860 line in the custom startup gcode in Printers; add a semicolon before the M860 .
; M860 ...
RE: supports on a slanted surface
pps: another way is to load the 3mf, then load your own MK3/S profile over the top of it. That will replace all the anti-ooze startup coding. Everything else should be the same.
RE: supports on a slanted surface
I"m still stuck. First a simple question: if I load my 'standard' config, won't that overwrite all the tweaks you made to make the supports separate cleanly?
Second, it still doesn't print. when it has heated to 175/60 the extruder goes down to Z=1.00 and then moves to the center of the print plate. And there it sits. I waited over 5 minutes this morning and it didn't start printing. I couldn't see how to check temperatures. Maybe I should print it via the pronterface instead of SD card. It also neither did the tap-tap-tap z-axis check nor printed the clear-the-extruder swipe at the edge.
RE: supports on a slanted surface
Load Tims 3mf file then change to the printer tab then select the default mk3(s) profile that you normally use. That way the print and filament settings are from Tim’s and the printer selected is the default. As all the custom gcode to wait for the Pinda probe to reach a steady temp before proceeding is in the start gcode in the printer tab that will remove it and do a normal start without that bit.
Of course you might not get as good a mesh level as heating and waiting.
If you can’t wait you can also bump the bed temp up to 70 manually after starting the print and then when it starts knock it down again to 60. Depending on your ambient it can take awhile for the Pinda probe to get up to 37.5. Once it does reach temp it WILL start the mesh levelling and proceed with the print.
RE: supports on a slanted surface
@neophyl
Thanks for the info. I'm inclined to wait for Tim's and knowing that it *will* eventually start up I am in no rush and can wait. How do I read the Pinda temperature? and how to i tweak the bed temp? I am guessing that that has to happen via the pronterface so I'll try that and just wait. If that works, then I'll try changing the printer defaults and see how much that undoes Tim's work in getting the supports to detach.
RE: supports on a slanted surface
Depending on room temp - my room is a constant 23c - it can take several minutes to warm the PINDA. For experimentation purposes, deleting the wait is probably a safe thing to do. And loading your own printer (the default MK3/S from the menus) is also safe. The important changes are in the PRINT menu and are unaffected by the PRINTER choice.
And here are the changes for doing it manually.
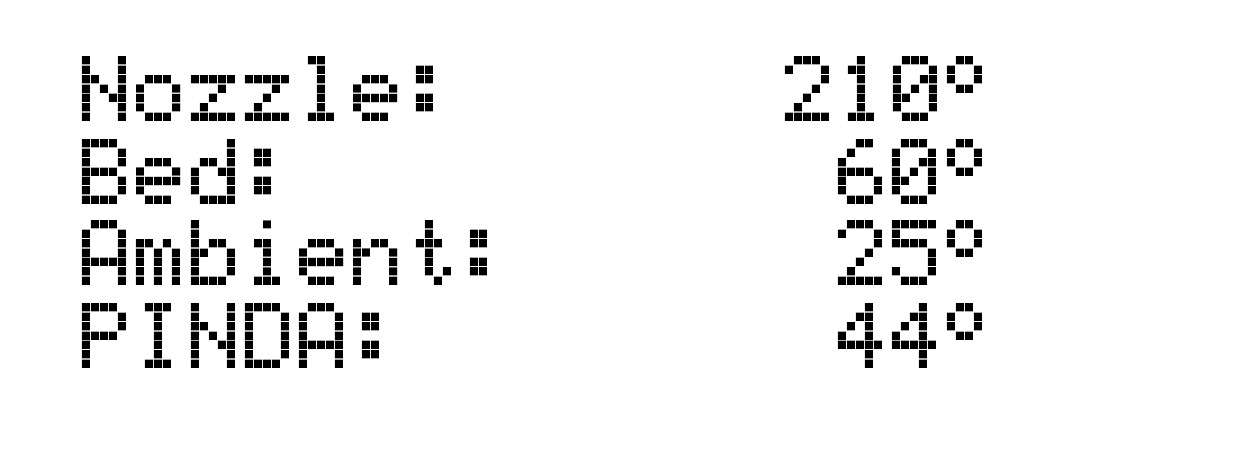
Display temperature readings from all four thermistors
By default, the printer shows the heatbed and hotend temperatures. If you want also to check the ambient temperature and temperature measured inside P.I.N.D.A. probe, you can do so in the Support – Temperature menu. The same menu is available during the print. This can come in handy if you want to use the printer as a basic thermometer or if you’re just interested in how hot does the P.I.N.D.A. get.
RE: supports on a slanted surface
WOW -- thanks!!! I got the model to print and the support is perfect!! You did an amazing bit of tweaking.
It turns out it took fifteen minutes for the pindr to come up to temp, at that point the extruder when back to 215. It then did 36 [instead of the usual 9] z callibrations and then it printed. How amazing the support structure it printed is. NOthing like the normal support stuff
Is it reasonable to use your support setting all the time, as my "normal" setup, or should I save that into a "special support" config.
Thanks again!!
RE: supports on a slanted surface
Glad it worked for you.
The choice of PINDA soak temp is - well - random. As the weather cools, lower temps become better choices. Summer I use 40c; winter as low as 35c. I just wish the temp cal procedure in the firmware were more robust, then soak wouldn't be needed at all.
This support method or approach isn't recommended for everything. There are times when interface layers should be used: e.g., when a new point is being built above the platter. This method -- forcing contact where you want it to be instead of guessing or letting the slicer decide -- is a good way to minimize surprises and minimize bridging artifacts like droop without resorting to soluble support materials. The flip side is that each part is different and requires a slightly different tweak to optimize the results.
RE: supports on a slanted surface
I'm a little baffled. I don't see where all the fanciness hides -- all the stuff with messing with the pindr temp -- is that necessary or will it just work with the 'test' config changes to the support settings? I've loaded your project and then "saved" the printer config so i can switch between it and the 'normal' config I use. I have no clue what a 'soak temp' is or why I need to mess with it... Can I do that from config in Prusaslicer or only with the custom gcode?
Anyhow I'm going to try one of the more complicated models and see how it goes... thanks again..
RE: supports on a slanted surface
The anti-ooze and mesh leveling is on the Printer tab, under Custom Gcode.
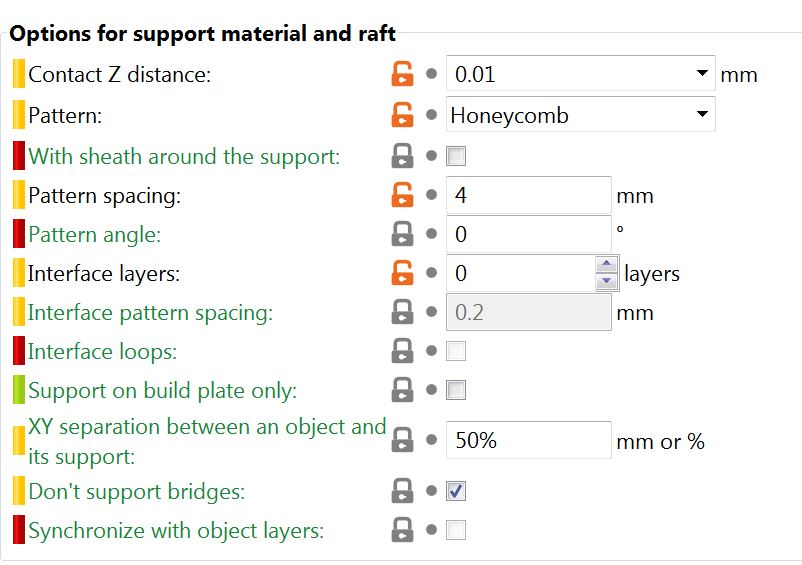
The support tweaks are on the Print Settings tab, under Support material. The image above shows what those settings are.
And I use P.Slicer in Expert mode so I have access to as many controls as I can.
In the gcode, the only secret sauce is warming the nozzle to 175c, and waiting for the PINDA to warm up before mesh leveling. The 175c provides some extra warmth along with the bed to heat the PINDA, and is low enough filament doesn't want to ooze. After the bed is measured, then it heats to print temps.
In the support dialogs, the secret sauce is 0.01 contact spacing, no interface layers, and increased spacing of support pattern, the zig zags. This allows the support to touch the part enough the bridged part layers don't droop or sag under their own weight and make an ugly surface. Removing the interface layer means the supports are not subject to welding over a large area, so they come off pretty easy; even though they are in direct contact when printed.
RE: supports on a slanted surface
Thanks for the explanation. I have your print settings saved, so I can switch to them from my "normal" settings. I see that I now have to do that to the printer settings, also. The room I print in is pretty much temperature controlled and is, basically, always 21°. Should I tweak the gcode or leave the pindr preheat at at 37.5?
RE: supports on a slanted surface
The higher the PINDA temp the more consistent layer 1 prints will be. You can have a look at PINDA temperature on the LCD and see where the normal range is at print starts, and adjust from there. Waiting 15 mintes would annoy me and I'd lower it to 35c.