Is this hotend too hot?
Does this look like the symptom of a hot end that is too hot or is it something else?
RE: Is this hotend too hot?
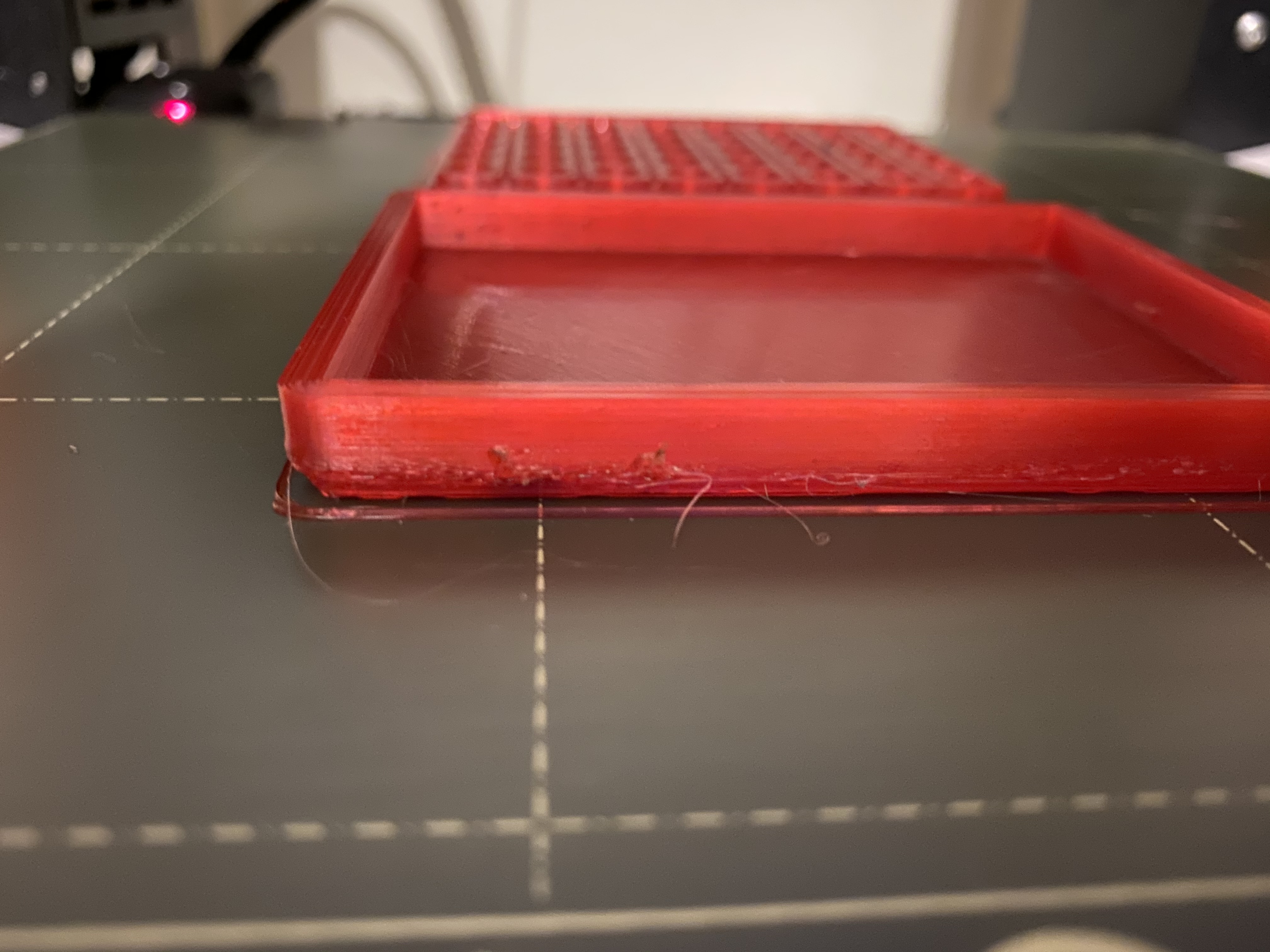
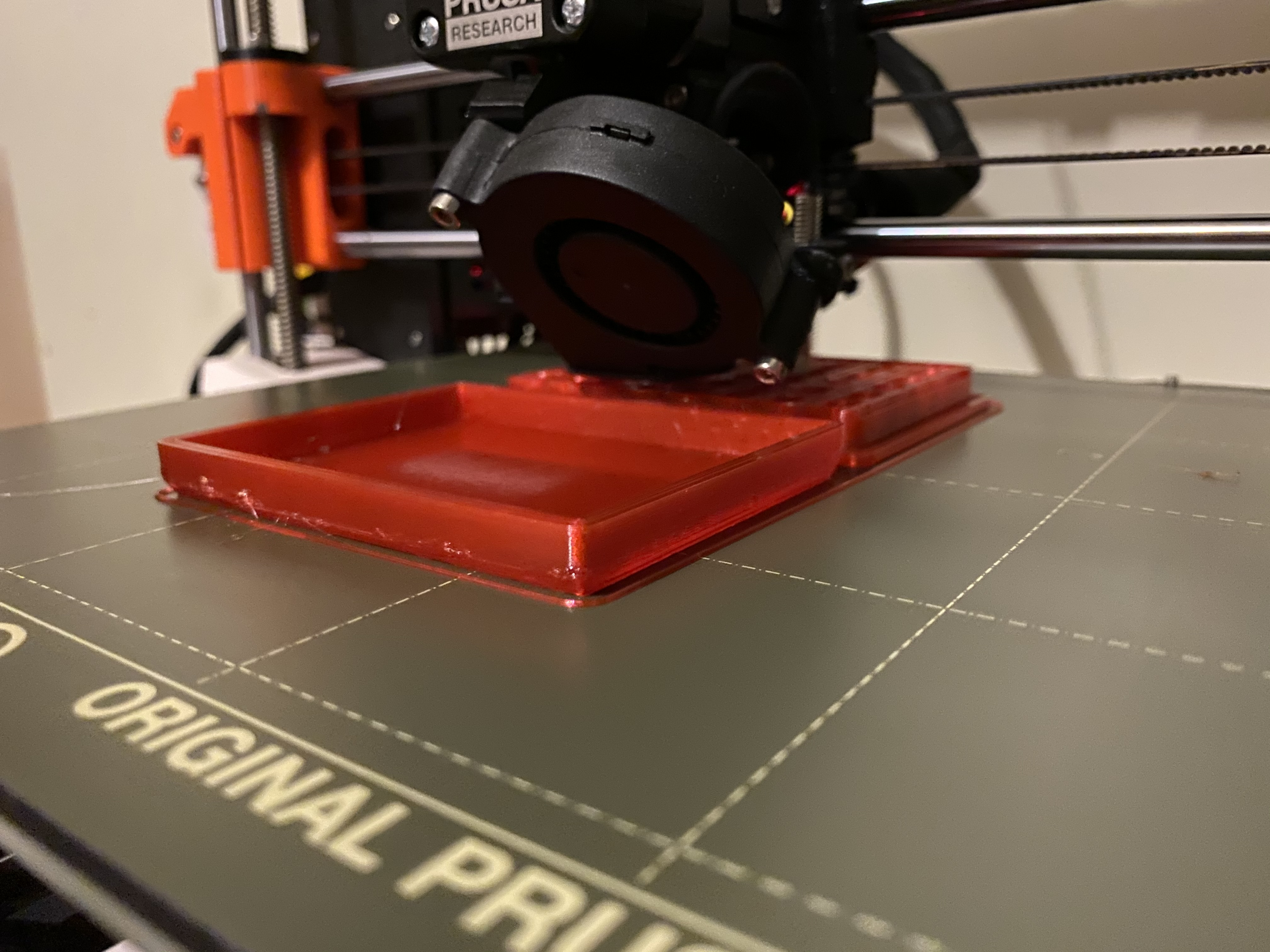
That looks like a symptom of a part pulling away from the print sheet. When the part snaps loose in a section (warping) - the layers above that point in time are squished, and plastic is forced sideways outside of the part perimeter. You can usually hear the nozzle scraping on the part and thumping as it rides over the infill pattern.
RE: Is this hotend too hot?
Thanks. Should I give it another go with a hotter build plate temperature?
It's petg and I'm using an E3D nozzle X with a .40mm hole.
My current settings are
Extruder temp : first layer 240, other layers 250
Bed temp : first layer 85, other layers 90
The rest of my filament settings are the Prusa generic PETG settings.
My print settings significantly changed however and I think one of these changes could be the cause too
layer height : 0.2mm
First layer height : 0.25mm
Perimters : 4
Solid Layers : Top 7, Bottom 5
Extra perimeters if needed layer height
Ensure vertical shell thickness : Yes
Avoid crossing perimeters : Yes
Detect thin walls : Yes
Detect bridging perimeters : Yes
Seam position : Random
Only infill where needed : Yes
Verbose G-Code : Yes
Label Objects : Yes
Speeds
First layer speed : 10mm/s
Perimeters : 40mm/s
Small perimeters : 2omm/s
External perimeters : 20mm/s
Infill : 40mm/s
Solid infill : 40mm/s
Top solid infill : 20mm/s
Support Material : 30mm/s
Bridges : 20mm/s
Gap fill : 30mm/s
RE: Is this hotend too hot?
As an aside, if that's PETG and a smooth PEI sheet, a part pulling free would be rare - or you are using odd PETG. Normally, PETG sticks like superglue and getting the part off the sheet is problematic. Did you use some sort of release agent?
A Nozzle X requires a lot more heat to work properly. So in addition to the normal PETG print speed reductions - you have to slow down even more, and increase the nozzle temp at least 10c over whatever is "normal" using a brass nozzle. If you haven't established a baseline for that brand PETG with brass, perhaps someone else has experience printing it with steel.
Post up the brand and type of filament you are using. Maybe someone else can chime in.
RE: Is this hotend too hot?
It was a brown box pack I picked up at my local Jaycar. All I really have on it is the sticker on the side saying "1.75mm PETG" and a temperature or 220-260 degrees Celsius
Once this print is done, I'll have a go with my ReForm rpet because it is a more known and documented filament.