Re: Does someone want to know how fast they can print/extrude? look here
I've only done one simple test print with the new Prusa fan nozzle, a 20cm PETG calibration cube with no infill, and it worked. Probably not a good discriminator of fan performance though.
Re: Does someone want to know how fast they can print/extrude? look here
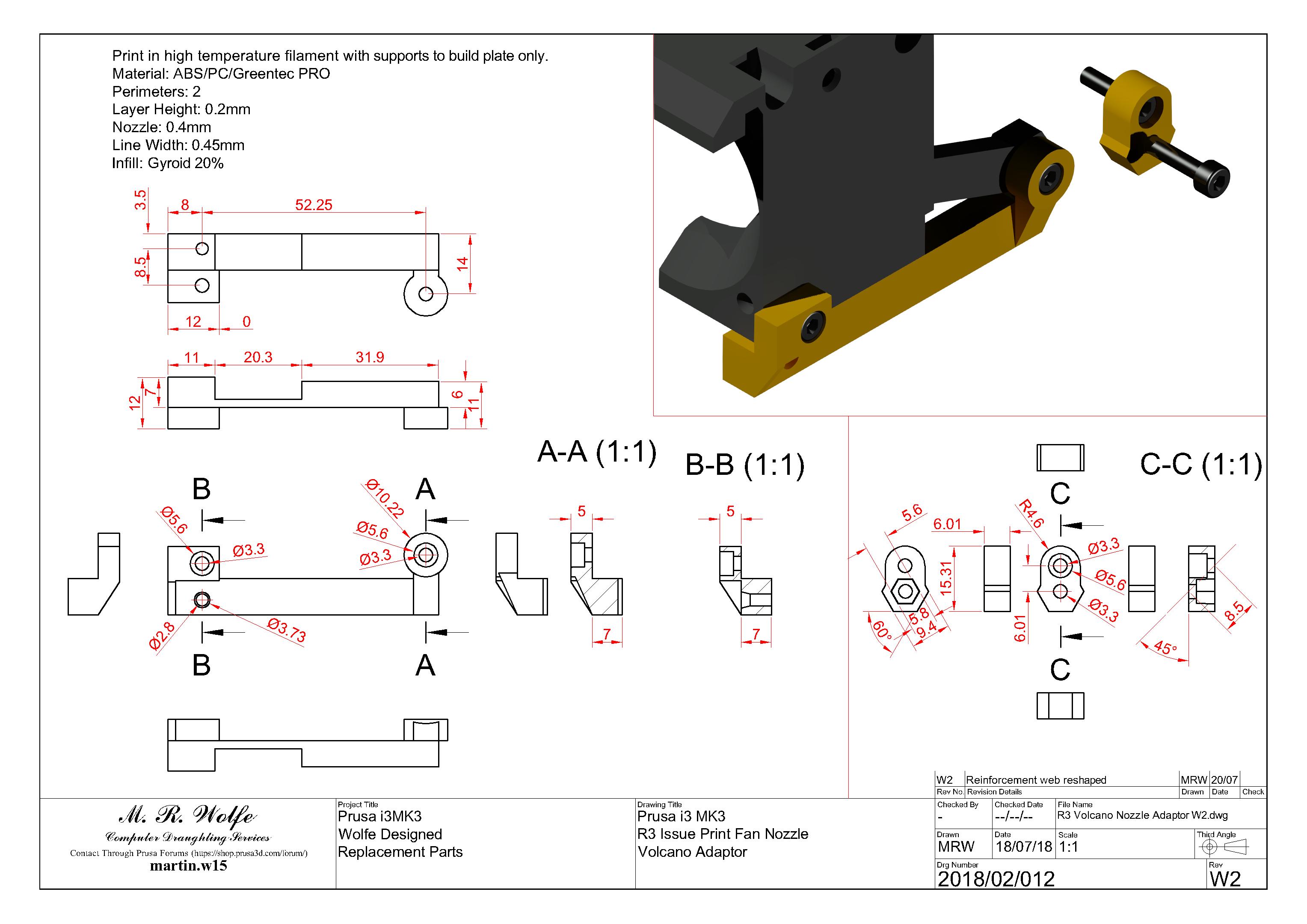
I have come up with an adaptor that I think will work with the R3 extruder body and cover to enable the lowering of the R3 print fan nozzle when fitted to it by 8.5mm to enable use of the Volcano with the full set of R3 parts.

Right now I am waiting for my current print to finish so I can get it printed and tested.
Regards,
Martin
Martin Wolfe
Re: Does someone want to know how fast they can print/extrude? look here
Here's the metacollin one:
Earlier I said JLTX by mistake.
Re: Does someone want to know how fast they can print/extrude? look here
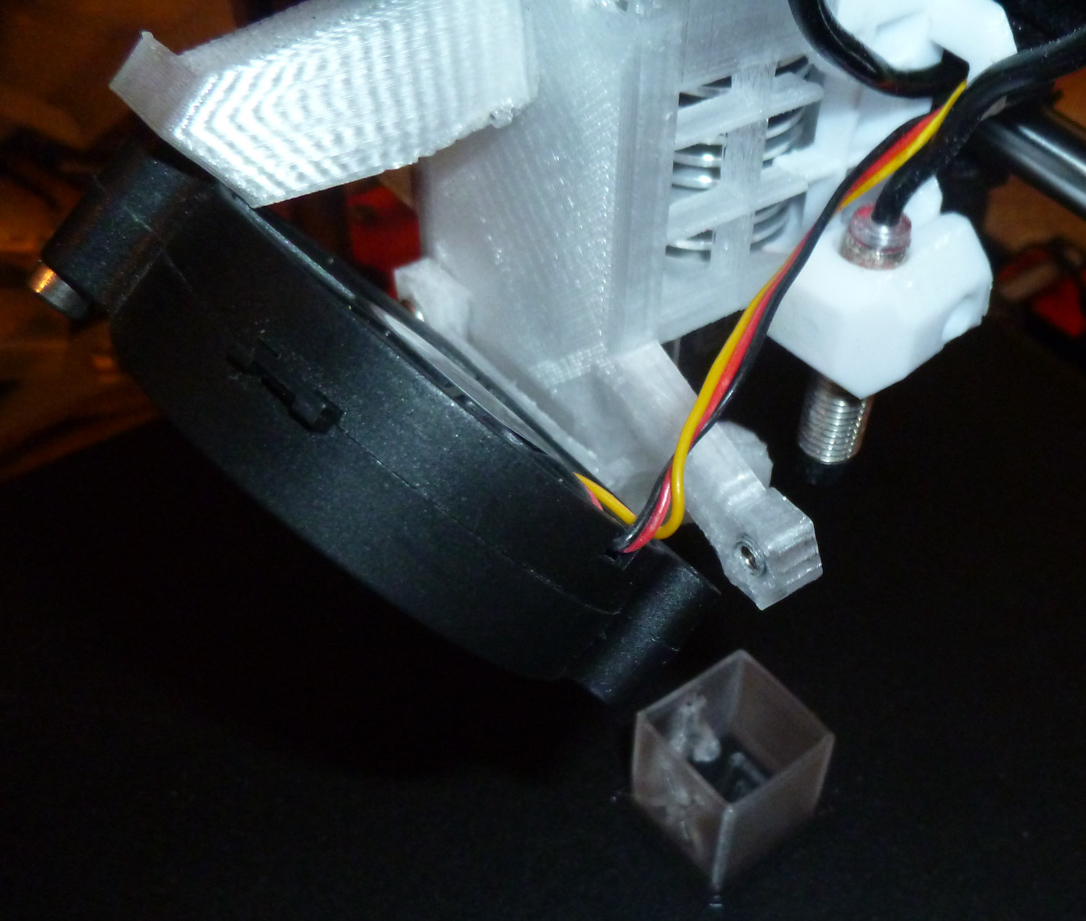
The draft version of my R3 Volcano adapter seems to work. Here it is fitted to the R2 extruder cover converting it for volcano use.
The final test will be fitting it to the R3 extruder cover. However as the print fan and nozzle mount points are in the same place this should not be a problem.
Regards,
Martin
Martin Wolfe
Re: Does someone want to know how fast they can print/extrude? look here
The draft version of my R3 Volcano adapter seems to work. Here it is fitted to the R2 extruder cover converting it for volcano use.
DSC_0530.JPG
The final test will be fitting it to the R3 extruder cover. However as the print fan and nozzle mount points are in the same place this should not be a problem.
Naive question: How critical is the cover? If the cooling fan can blow air over the heatsink fins, couldn't the entire assembly be lightened by a more open design? A "convertible" configuration if you will?
Re: Does someone want to know how fast they can print/extrude? look here
No a convertible will not direct the air properly. Also if you wish to use the improved flex handling of the R3 extruder body you need to used the R3 cover as the R2 is not compatible. Part of the improvement on the R3 is the improved cooling of the heatsink so that heat creep up to the bondtec gears does not occur reducing filament jams. As #jakob.d said "Moreover, the extruder cover has a new inlet, which is sucking in additional air for cooling the heatsink." This relies on the venturi effect the inside of main inlet duct as this new duct joins it at the narrowest point giving static pressure less than ambient resulting in the extra air being sucked in.
Regards,
Martin
Martin Wolfe
Re: Does someone want to know how fast they can print/extrude? look here
Re: Does someone want to know how fast they can print/extrude? look here
Thanks David although I posted it in the main R3/B7 thread. As I know everyone watching this thread also watches that so I did not bother with announcing it here.
Regards,
Martin
Martin Wolfe
Re: Does someone want to know how fast they can print/extrude? look here
Thanks David although I posted it in the main R3/B7 thread. As I know everyone watching this thread also watches that so I did not bother with announcing it here.
Regards,
Martin
Maybe I'm doing it wrong, but the holes on my print of your part don't seem to line up with the Prusa R3 extruder cover part.
Re: Does someone want to know how fast they can print/extrude? look here
Most odd.
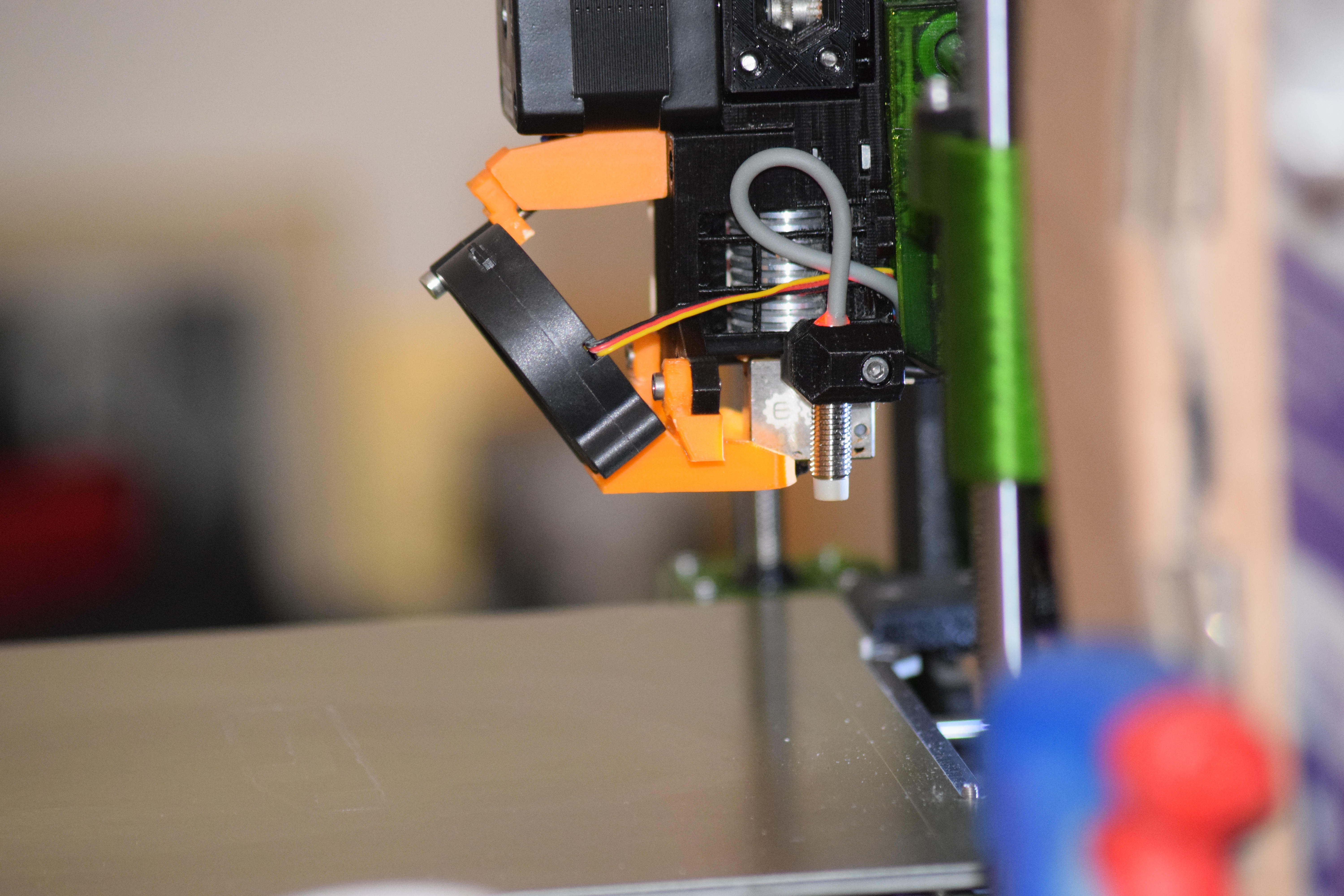
Draft attached to the R3 Extruder Cover

Drawing Showing Installation of Main Bar on R2 Cover

I may have to modify the strengthening web but appart from that I see no problems.
Regards,
Martin
Martin Wolfe
Re: Does someone want to know how fast they can print/extrude? look here
It would fit i I chopped off the little triangle brace that's just to the left of the upper left screw hole. It gets in the way of making the holes line up.
Is it working for anyone else who i reading this?
Re: Does someone want to know how fast they can print/extrude? look here
I'll update it.
Regards,
Martin
Martin Wolfe
Re: Does someone want to know how fast they can print/extrude? look here
It is now updated.

Regards,
Martin
Martin Wolfe
Re: Does someone want to know how fast they can print/extrude? look here
I printed W2 and it looks like it will all fit this time. I'll install it whenever I do the teardown for the R3 extruder cover install.
Thanks!
Re: Does someone want to know how fast they can print/extrude? look here
Martin,
What are you finding to be good fan speeds to use with the R3 nozzle configuration?
Re: Does someone want to know how fast they can print/extrude? look here
I have not been able to find a good fan speed. PLA should be no problem. Unfortunately I had no luck dialling in PETG. All I can think of for PETG is a very clean bed and default speeds. I have gone back to tuning in and refining my nozzle design. Just set the W19 generating a Benchy. W18 was very close only the bow wake was unacceptable. It had a band of slight under cooling in the sides and rear but appart from that spot on. I have now used 98% of a real of HIPS and 75% of a real of PETG refining it. Hopefully this will be it.
Regards,
Martin
Martin Wolfe
Re: Does someone want to know how fast they can print/extrude? look here
I'm beginning to think the official Prusa R3 may be a downgrade. If so, I hope you can be the white knight.
Re: Does someone want to know how fast they can print/extrude? look here
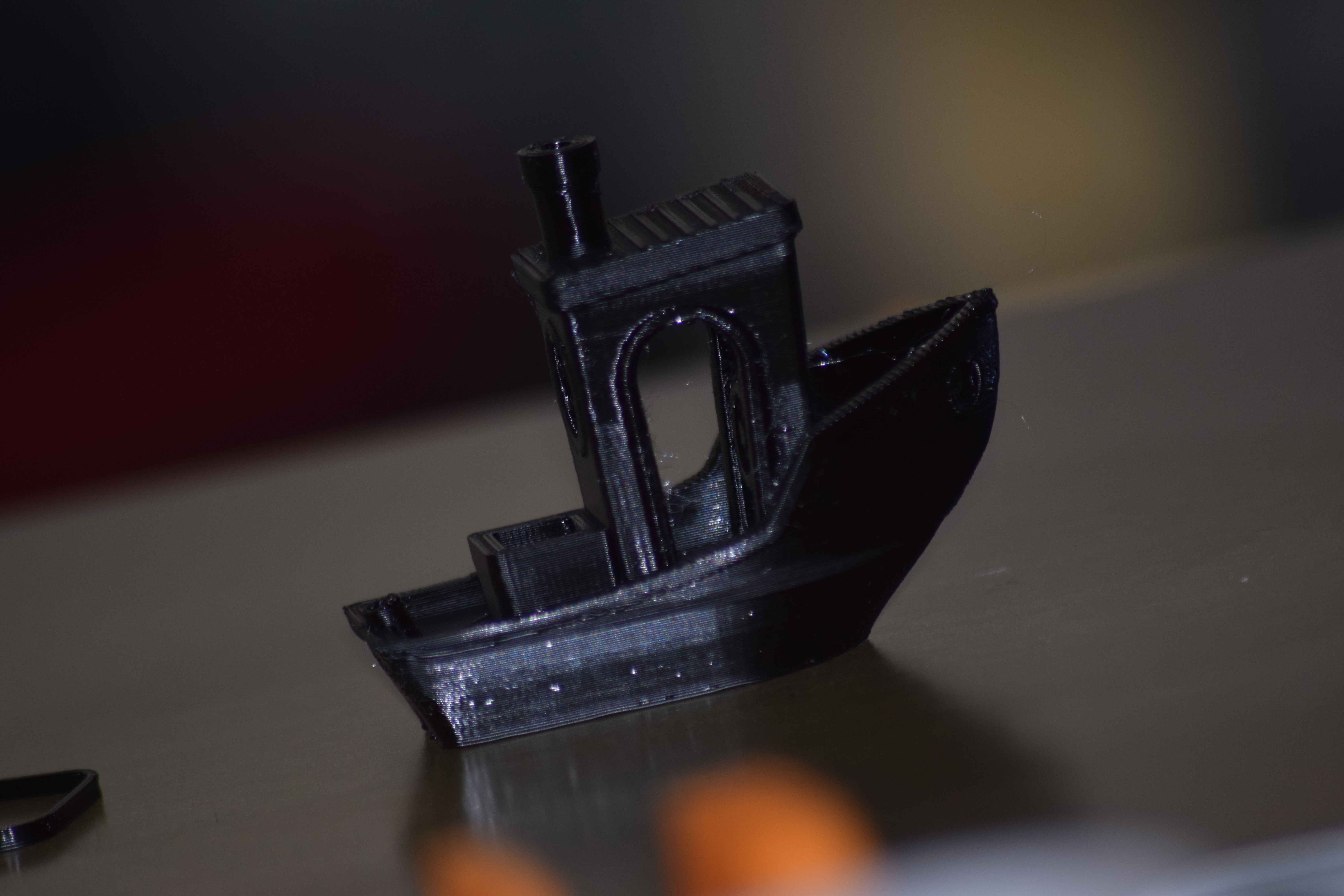
Last Three Iterations Benchies
Left to Right W19, W18, W17

Regards,
Martin
Martin Wolfe
Re: Does someone want to know how fast they can print/extrude? look here
Well iteration W20 seems to be pretty much equal to the R3 fan nozzle at default fan settings for PETG.


I am currently trying 105% of default PETG fan settings. If that works I'll run a PLA test if not one more iteration should do it.
Regards,
Martin
Martin Wolfe
Re: Does someone want to know how fast they can print/extrude? look here
Small update. I am now working on the fan nozzle with Greentec Pro. However as it prints very cleanly compared to the HIPS I have been using I have had to do a couple more iterations.
That said Greentec Pro is as easy as PLA to work with. The print settings I am using are:-
Nozzle temperature: 185C/190C
Heatbed: 60
Fan: Off for the first layer then 100%
Here is a Greentec Pro Benchie printed using the W20 HIPS iteration. It was printed at 185C/195C Temperature was dropped afterwards to reduce stringing.



Regards,
Martin
Martin Wolfe