TPU printing and the MK3S extruder.
i've recently upgraded to the MK3s. Mainly for the following reasons; better accesible extruder, and the fact that it should print "flexible filaments better". 80% of my prints are TPU (95A) so i know a little printing TPU ( Atleast on the MK3 ).
However since i've installed the MK3s i have nothing but problems with printing TPU..

Front row TPU prints with MK3S extruder upgrade.
Backrow TPU prints on the MK3 extruder.
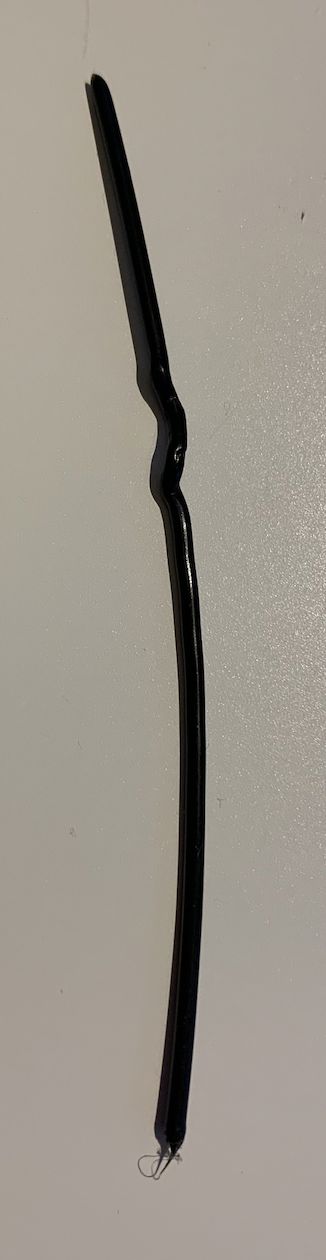
i've tried tinkering with the spring tension, the more tension the faster the TPU jammed under the idler gear and the Teflon Tube. See picture.
If i put super loose ( Screw is approx 1 turn in on the Nut ) then i get no jamming, but the gears dont grab the filament properly anymore, leading into underextrusion or no extrusion at all midprint.. leading to the same result in above pictures.

i've tryed numerous tweaking to my slicer settings, next to the spring tension.
the following are my Slicer settings with good results on the MK3 extruder:
- 2 mm retraction
- 65 mm/s retration speed
- 35 mm/s deretraction speed
- No Z-hop
- 80% wipe
- Sainsmart TPU ( Got 9 rolls 95A, print temp 215C )
- Volumetric Speed 1.5 mm3/s
- Print Speed 20mm/s on everything
i obviously tryed tweaking the slicer settings when i faced problems, i've tryed to following; Retraction with interval down to 0.6 mm, retraction speed 35mm/s, No wipe, Higher Print temps 230-240, Print speed 12mm/s, New nozzle,
Seems the problem presists and it doesn't get any better with the changes i make.
Has anybody encountered similar problems? i'm thinking to put the old extruder back, since it was printing TPU near perfectly for me.
RE: TPU Issue
Hi,
Old topic, but I have the same issues, and not sure what to do, also opened a issue on it here, some good advices, but I get exactly the same as you, after a while printing, it just jams similar on the pictures you show.
Did you manage to find a solution?
Looks like
3 possible things.
Idler tension
Temperature not hot enough
Speed too fast
I had something similar happen with recent batches of Ninjaflex. Where it would print fine at 230 previous, it would stop extruding and jam up just like that. I ended up having to go with 248C and all was good.
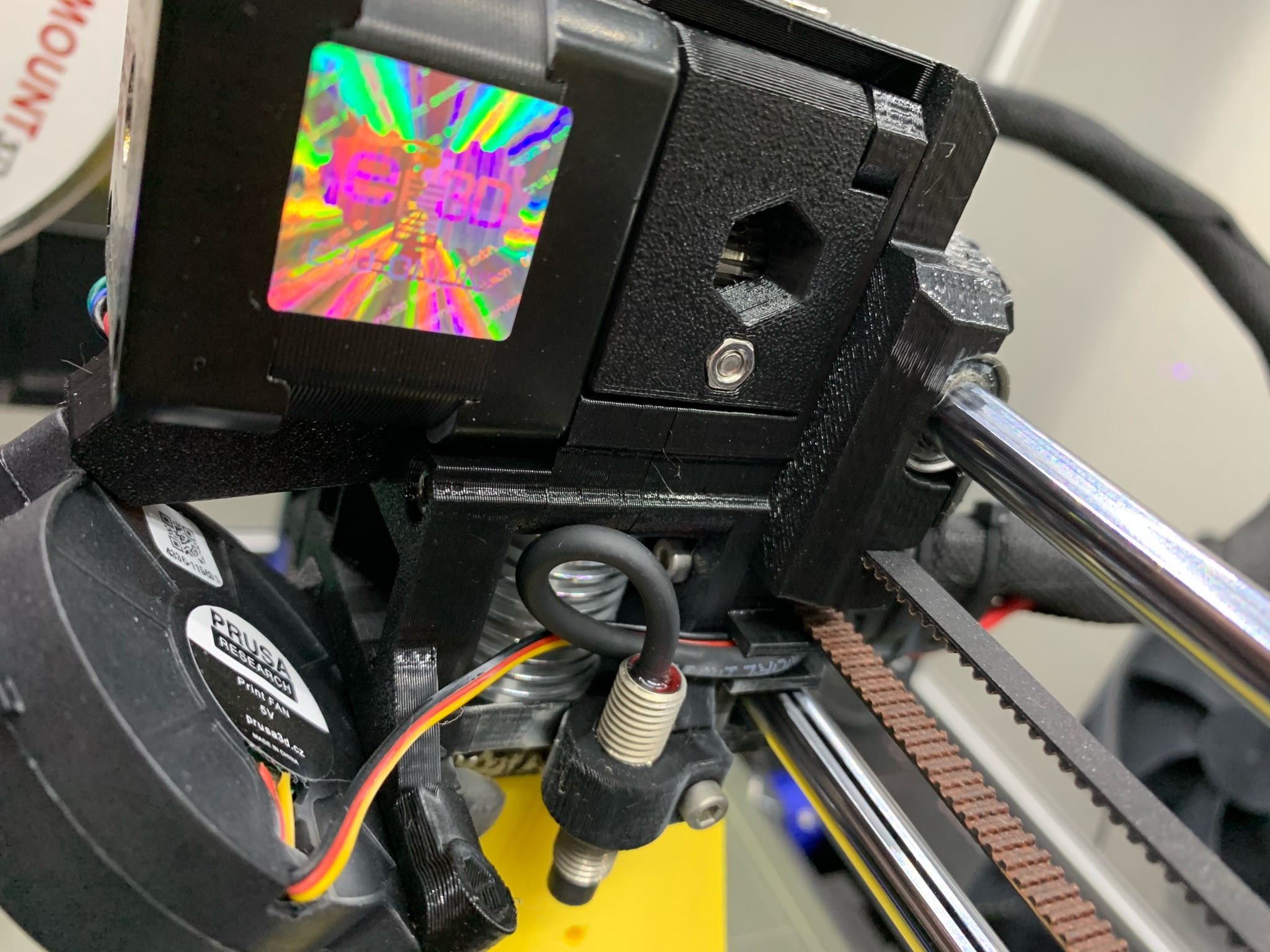
Idler bolt on my MK3S+ looks like the following and I use that same tension for PLA, PETG and TPU
If you got the wrong version of the MK3S it sucked, that's the one with the heat break that prusa had modified, supposedly to work better with the MMU. I bypassed the possibility of having that heat break and bought one from E3D to be sure it was right and rebuilt my MK3S extruder (before assembly) using that break and have had no issues. With that said. it was always easier to adjust the idler on my MK3 with two screws for adjustment, and I'm in the process now of turning another MK3S into an MK3 with old extruder two screws and all. it's a superior machine, the original MK3 extruder design also handled Heat better then the MK3S design for printing ABS and other high temp filaments like nylon and PC.
While I still consider Prusa Machines to be better quality then say a Creality printer out of the box, you need to watch out for yourself, Prusa is in the business of making money, and if making money means selling you something other then you were used to you better believe that's what your gonna get. that includes software and firmware updates.
fortunately it's open source and the parts are inexpensive to correct the problem.
Good Luck
Swiss_Cheese
The Filament Whisperer
@ssill2, can you provide me with your slicers settings?
I already have the idler on as 'less tight' as possible, and mine looks similar to yours.It did change slightly to the better, instead of jamming after 5min it lasted almost for 15min printing, but then it still jammed.
@Swiss_Cheese, that is a lot of work to take my MK3s apart and redo since all other printing is very good. So I am bit reluctant to take it apart.. Funny enough they do give you the hints about the idler etc on their page, thinking it should work.
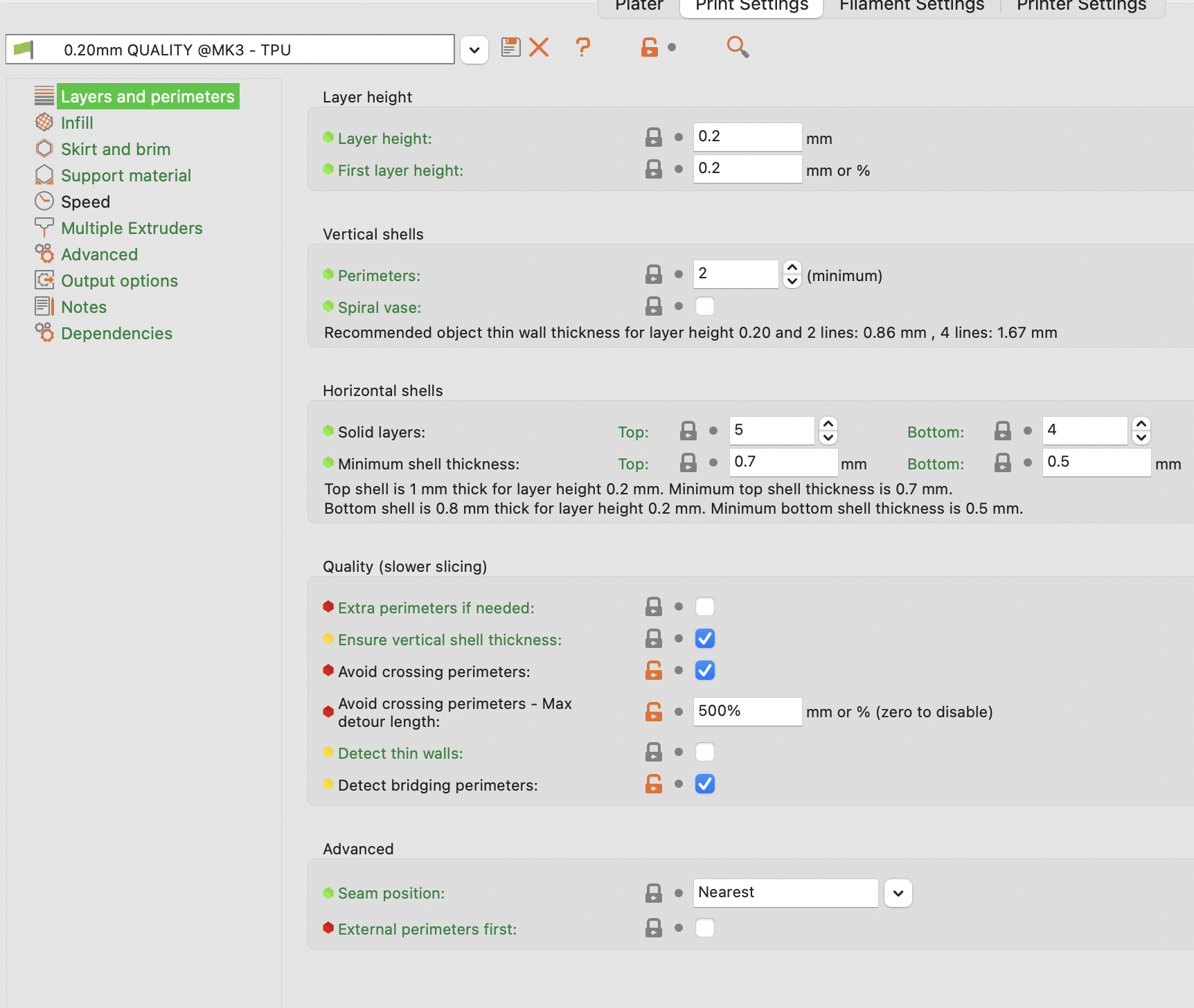
setttings
You should be able to use one of the flexible filament profiles and adjust the temperatures to match your specific filament.
A general good start would be something like
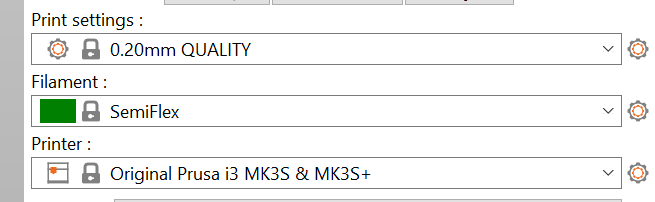
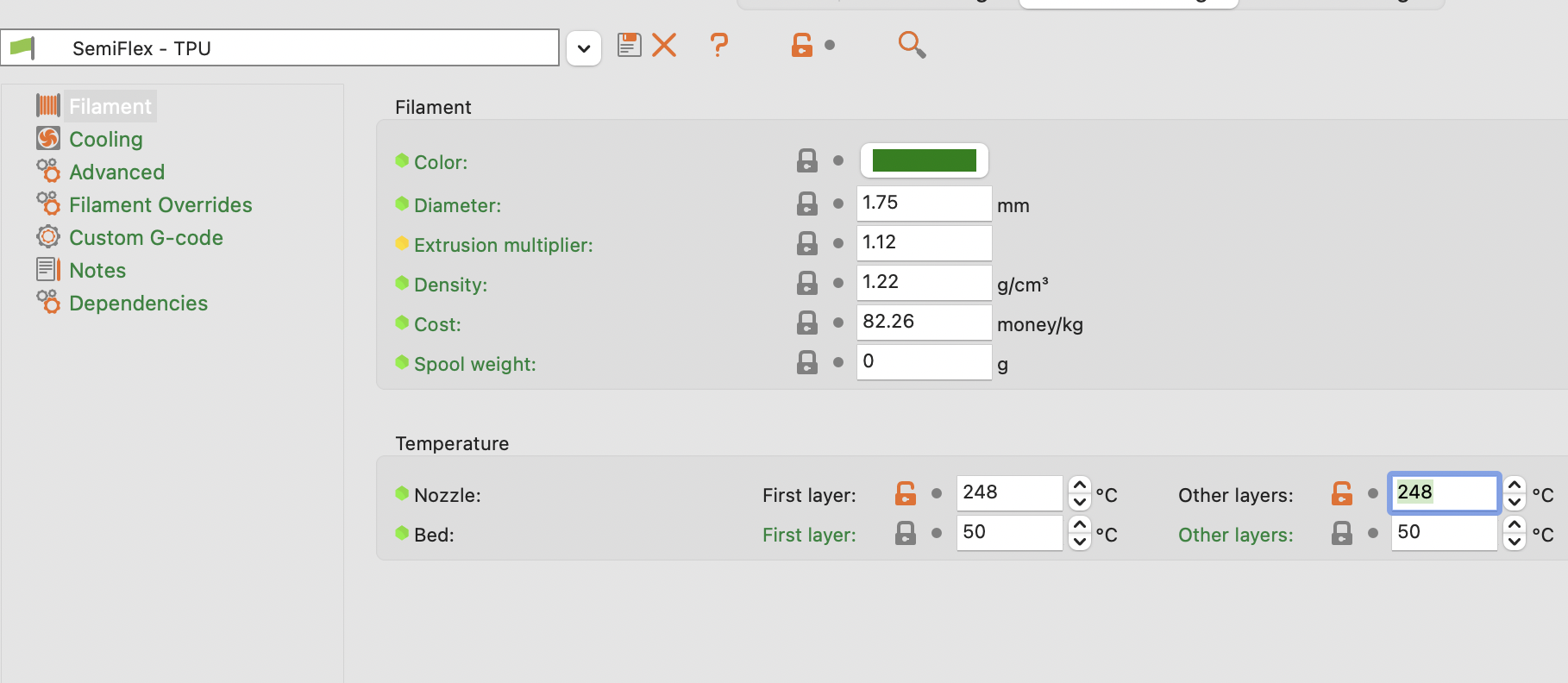
Edit the temperatures of the SemiFlex profile to match your specific filament.
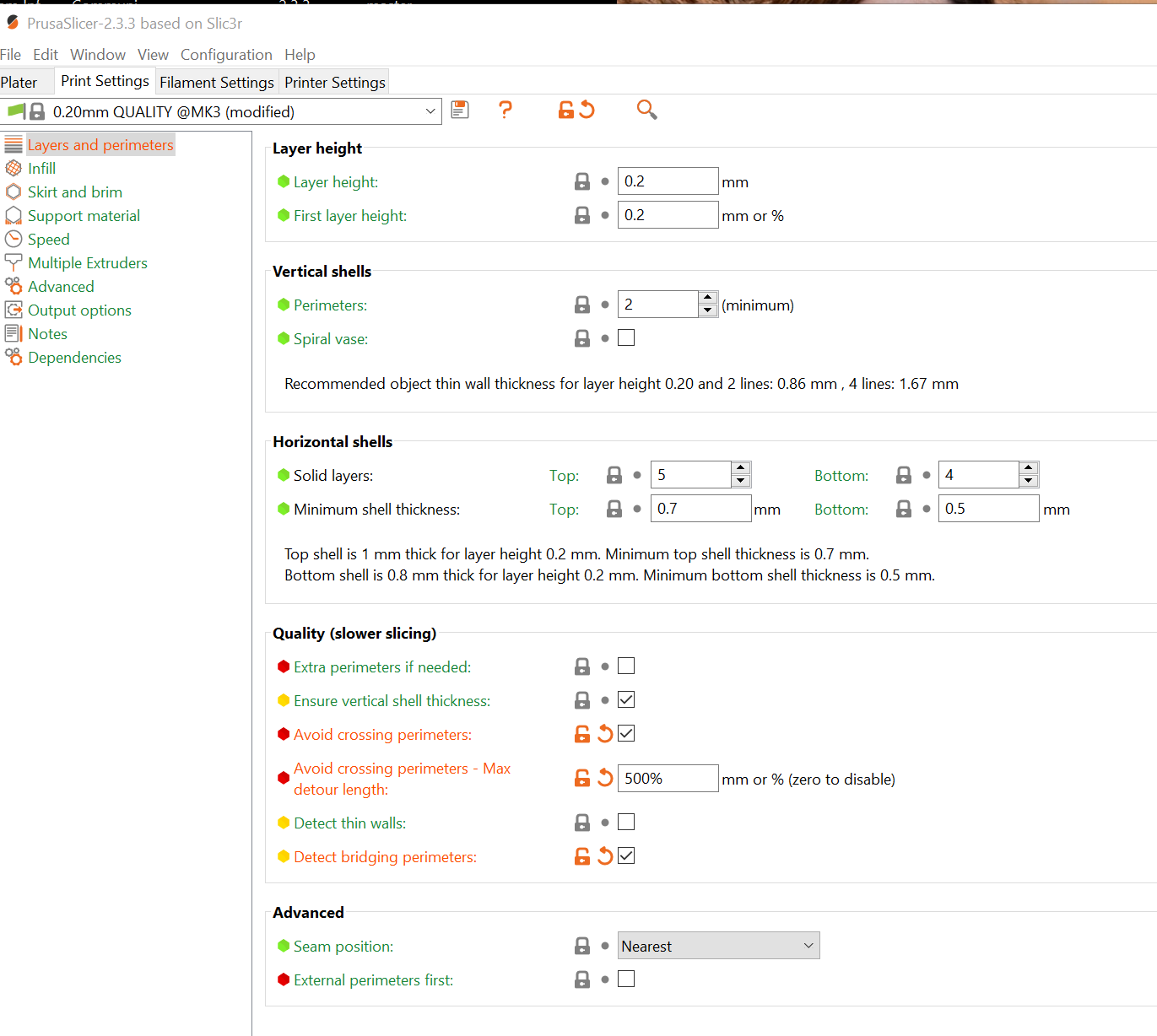
You might want a couple settings in the Printer settings as well
That should be sufficient. You need to make sure your TPU is DRY. Swiss_cheese talked me into getting a PrintDry and it's been awesome.
I have two MK3S+ printers. One of them I bought as an MK3S and upgrade to a +. One of my printers has the MMU on it so I don't do any TPU on it. The other I bought as an MK3S last Nov. The one I currently use to do TPU stuff came as an MK3S+. I would definitely check your temps though. Since my latest batches of Ninjaflex have required higher temps, to avoid the halt of extrusion like you're seeing.
Thanks Will have a go with that.
RE: Similar issues
Same here - I switched from MK3 to MK3S not long after it came out and found that TPU in particular disimproved. Previously I had no issues printing anything down to 93A with ease but I now need a "hard" TPU in order to get decent results. Looking at the extruder I don't think the feed is quite as exacting as in the original MK3 extruder. I do find drying filament helps a bit but in general my results are not as good as they were with TPU.
I do have a theory it could be wear on the gears so might clean them up some time soon.
Ninjaflex
I regularly print Ninjaflex, which is 85A, without issues. I didn't do a whole lot when it was MK3S, only really after I upgraded it to the plus. I had to print several extruder upgrade parts as a part of the upgrade to the + so maybe that improved things. I know as an MK3S+ it works perfectly fine though. Apart of course from the issue I mentioned with having to increase the temperature for later batches of ninjaflex. some of the first spools of ninjaflex I bought, green and orange, print fine at 230. The later ones, black, white, red, clear require the higher temp.
So, tried the printer settings, did got further improvement, but the print still fails, this time after about 30min. of printing, going thru the 4th layer..
Have a copy of my settings here, maybe something still wrong?

slower
Maybe try a touch slower. Something I learned was that if the filament type is FLEX, the slicer actually automatically reduces the speed to something like 35%. This is normally fine. you could try a max speed say 15mm/s. I'll have to let Swiss_cheese chime in here since he's the filament whisperer. I don't know if maybe you need to lower the max volumetric speed. You should check that the temp is not too high for your specific brand of filament. the 248C is in the range for Ninjaflex, but not all TPU is created equal.
If it's backing up into the extruder you're trying to push the filament through too fast. have you run any cleaning filament through to make sure you don't have a partial clog?
Just some ideas.
It's Flex filament TPU 500g HotOrange3D, has a temperature range of 230-260, so not sure what to use here. Can do a cleaning, but as mentioned I do get improvements every time I change setting advised here, so looks like I am getting slower.. not sure if this is related to the extruder, as it seems to progress with the settings.. otherwise it would jam more constant?
Just for my info, instead of changing all the speed settings, the "Max print Speed" would overrule everything correct? so only setting this to 15 would be sufficient?
once again thanks for all the ideas here.
Clarification on the stepped heatbreak
A bit of clarification: Every single Mk3 produced since early 2018 has shipped with the Prusa version of the E3D V6 heatbreak which has a 2.2-2.0mm step in the neck. This change to the basic E3D design was made to improve MMU performance.
While replacing this version with the normal E3D straight 2.0mm design will often help resolve feed issues, it is usually not the root cause of problems. Or to put it differently, everybody who is printing successfully on a stock Mk3 is using a stepped heatbreak.
It doesn't hurt to replace it if you don't plan on using an MMU -- a titanium replacement works wonderfully -- but you needn't worry about getting "the Mk3 version that sucks." They all suck equally with regards to the heatbreak, for better or worse. If you do replace your heatbreak, don't cheap out on inexpensive clone parts. Genuine E3D or at least TriangleLab clones are recommended. Bad machining can make your life miserable and offset any possible benefit.
Max volumetric speed is a good way to cap speeds for a single filament preset
[...] Just for my info, instead of changing all the speed settings, the "Max print Speed" would overrule everything correct? so only setting this to 15 would be sufficient?
If you just want to cap speeds for a specific filament, an easy fix is to create a custom filament profile based on one of the system defaults, and change Filament Settings->Advanced->Print speed override->Max volumetric speed (MVS) to a lower setting. This will cap speeds generated in the slicer only when and if the Maximum volumetric rate (layer height X extrusion width X speed) exceeds the specified MVS setting.
There is another setting under Print Settings, but that will be applied to all prints regardless of filament and is more suited to setting limits based on your hotend configuration. If both MVS settings are set, the more restrictive value is used by the slicer.
Info about the TPU
Here is some info regarding the TPU brand, maybe this helps?
https://meer3d.nl/wp-content/uploads/2018/09/Datasheet-TPU.pdf
100% infill?
That data sheet says 100% infill lol. That seems.... excessive. And I could be wrong, at 100% infill your extrusion multiplier would have to be PERFECT for that filament. but I suppose it depends on what you're printing. The temperature range seems similar to ninjaflex. so the 248 should be ok. You might want to print a temperature tower with it to see what the best temp is though. The shore hardness is 56D which looks roughly like 95A. That should print no problems. I think bob is correct about the max volumetric speed. Try it with 1.5k so it's not trying to push as much through.
Giving up
So tweaked it more, changed the volumetric speed to match, got it to the 5th layer (about 40min of printing) and same kind of jamming..
Weird thing is that the jam happens during a normal infill print run, not when retracting or doing borders etc. I am lost and think I will give up.
.3mf
Can you zip up the .3mf file and attach it here. I can try to give it a print. I don't have your specific filament but I can try it with some other kinds and you can at least use them for comparison.
Test file
The print is a basic 80mm circle to be a rubber cap.
File is attached.
try
I'll give it a shot and see what I come up with.