PrusaSlicer 2.1.0 - FINAL
Hi guys,
This is the final release of PrusaSlicer 2.1.0, introducing a state of the art Undo / Redo, height range modifiers, SLA pad around the object, perspective camera, partial arrangement, colour change time estimate, toolpath export as OBJ, custom print bed models and a lot more.
All the important changes are described in our latest PrusaSlicer video
What is new?
- Final version release
- Undo/Redo
- Height range modifiers
- SLA pad around object
- Perspective camera
- Toolpath export as OBJ
- Custom print bed models
- Other improvements
- Bug fixes (compared to 2.1.0-RC2)
Final version release
As mentioned above, this is a final release. To learn more about the news, check our latest video and also a new blog article by Josef: September Update: PrusaSlicer 2.1 with Undo/Redo is here, Sheet profiles and more!
Undo/Redo
All the actions accessible from the Plater are now undoable including object selection, actions at the side bar (adding modifiers, changing their attributes). We believe we have the best Undo / Redo implementation in the world of FFF and SLA desktop printing software. 😉
Height range modifiers
Just like modifier meshes, they let you change settings for a specific part of the model. However, modifier meshes are geometry-based (e.g. a cylinder-shaped area defines where supports shouldn’t be created – support blocker), while height range modifiers are based on, surprise, height information. So you can easily set different infill density for the base of the model and for the rest of the model. Height range modifiers can be used in a variety of ways, including changing the layer height for various parts of the model.
SLA pad around object
Starting with PrusaSlicer 2.1, it is now possible to place the object directly onto the printing platform and generate supports wherever necessary or even add a pad around the object.
Perspective camera
You can now switch between the orthographic camera (old default) and perspective camera (new default). The perspective camera represents our view of the world more faithfully (objects farther away from the camera are smaller). Maybe you will start switching the cameras on the fly, because each of them has its advantages.
Toolpath export as OBJ
FDM tool paths can now be exported into an OBJ file to be rendered by a photo realistic renderer. The initial idea and code was provided by Paul Arden, see his wonderful renders on twitter. The tool paths could be exported after the G-code is generated by menu File->Export->Export Tool Paths
Custom print bed models
PrusaSlicer now supports custom print bed textures and models #1875 #2169 #2496. Both PNG and SVG formats are supported for the print bed texture. The image and model files are assigned to the Printer profile from the “Bed Shape” dialog, and the full path to these files is stored into “bed_custom_texture” and “bed_custom_model” Print profile variables.
Other improvements
- Partial arrangement – great for a situation in which you already have several objects on the virtual print bed, and you add some more. You can select the new ones and arrange them by pressing Shift+A so they fill the gaps between already placed objects
- Max scale – Select an object, switch to Scale mode (the S key) and press the F key to scale the model so it covers the entire print bed
- Toolpath export – you can do photorealistic renders of the G-code
- Color change improved
- Translations into Czech, German, Polish, Spanish, French and Italian
- Faster start-up
- Faster tree support generation for the SL1 / MSLA 3D printers
- Selective slicing
- Modifier meshes and model parts can be dropped onto the print bed
Bugs fixed (compared to 2.1.0-RC2)
- Fixed message box opening over and over when adding an infill rate parameter to a modifier and then setting the infill rate to 100%. PrusaSlicer would ask to switch the infill type to rectilinear, but it cannot if there was no infill type parameter assigned already to the same modifier, leading to the same question being repeated over and over. This issue has been fixed by adding the infill type parameter to the modifier if it was missing before forcing it to rectilinear #2878 #2920.
- Fixed regression issue when loading ASCII STLs. This time loading was failing on Linux and OSX when opening ASCII STLs with Windows style line endings #2906.
- Fixed a regression issue of spurious travel moves from the wipe tower #2925.
- Fixed false positives of a missing object or support layers being detected (see details).
Supported printers:
- Original Prusa i3 MK3S MMU2S
- Original Prusa i3 MK3S
- Original Prusa i3 MK3 MMU2
- Original Prusa i3 MK3
- Original Prusa i3 MK2.5S MMU2S
- Original Prusa i3 MK2.5S
- Original Prusa i3 MK2.5 MMU2
- Original Prusa i3 MK2.5
- Original Prusa i3 MK2/S MMU1
- Original Prusa i3 MK2/S
- Original Prusa SL1
Download link:
Please report any bug here:
github.com/prusa3d/PrusaSlicer/issues
We look forward to your feedback!
RE: PrusaSlicer 2.1.0 - FINAL
But I still missing the temperature setting for (height) modifiers.
It would make the slicing of temperature towers easier.
RE: PrusaSlicer 2.1.0 - FINAL
Just had a momentary power failure after about printing 75% of a print. The power recovery worked except that filament temp reset to 4 degrees, and I had to reset (under “Settings”) a temperature of 260 degrees (printing ASA). Is that normal? And, can I expect that with any future power outages?
RE: PrusaSlicer 2.1.0 - FINAL
Sorry - put this in wrong place - moved to firmware....
RE: PrusaSlicer 2.1.0 - FINAL

RE: PrusaSlicer 2.1.0 - FINAL
Jakub,
So far this looks like some REAL major improvements. Thank you. I also see though it is not in the documentation that the export/import of configurations has been fixed. YEAH.
I see no mention of a method of getting brims set for single parts. Has that been implemented? If not will it be in the next release?
Thank you,
Robin
I am the inveterate tinkerer. I can tink up most anything.
RE: PrusaSlicer 2.1.0 - FINAL
Jakub
1st that really great improvement and faster ,easier , really
now 2 point
1- Would it be possible to choose where we want to have the BRIM , when we select it , it's every single stl that have the Brim !! if we could choose which one would need the Brim or not , that would be great
2- I've got some issue on changing axe . When i choose add support enforcer by ex and turn de cylinder by move and then if i add another cylinder the move axe are already moved !!
nice day and happy printing
RE: PrusaSlicer 2.1.0 - FINAL
Jakub
1st that really great improvement and faster ,easier , really
now 2 point
1- Would it be possible to choose where we want to have the BRIM , when we select it , it's every single stl that have the Brim !! if we could choose which one would need the Brim or not , that would be great
2- I've got some issue on changing axe . When i choose add support enforcer by ex and turn de cylinder by move and then if i add another cylinder the move axe are already moved !!
nice day and happy printing
On number 1: I second the request. I do know it may be a little complicated because of the way the software is written but still would like to have the selective BRIM option.
RAH
I am the inveterate tinkerer. I can tink up most anything.
RE: PrusaSlicer 2.1.0 - FINAL
Jakub
1st that really great improvement and faster ,easier , really
now 2 point
1- Would it be possible to choose where we want to have the BRIM , when we select it , it's every single stl that have the Brim !! if we could choose which one would need the Brim or not , that would be great
2- I've got some issue on changing axe . When i choose add support enforcer by ex and turn de cylinder by move and then if i add another cylinder the move axe are already moved !!
nice day and happy printing
On number 1: I second the request. I do know it may be a little complicated because of the way the software is written but still would like to have the selective BRIM option.
RAH
+1
Sorry for my poor English. I try to do my best.
wishes for the next version: PrusaSlicer ejecting the SD-card
Hi, I am missing the eject function after writing to an SD-card. (Some other slicers have them).
I am working on my old MAC (10.9.5) and it will be great to have a button near the "Export G-code" to eject the SD-card with a notice that now the card can be pulled out of the MAC.
Thanks for this great slicer - Carsten
RE: PrusaSlicer 2.1.0 - FINAL
Hi, I am missing the eject function after writing to an SD-card. (Some other slicers have them).
I am working on my old MAC (10.9.5) and it will be great to have a button near the "Export G-code" to eject the SD-card with a notice that now the card can be pulled out of the MAC.
Thanks for this great slicer - Carsten
On my Win10 computers the SD card eject is an OS function, not an application function. It might be that philosophy that explains why Prusa didn't put the eject SD as part of the application.
See my (limited) designs on:
Printables - https://www.printables.com/@Sembazuru
Thingiverse - https://www.thingiverse.com/Sembazuru/designs
RE: PrusaSlicer 2.1.0 - FINAL
Look at this workflow:
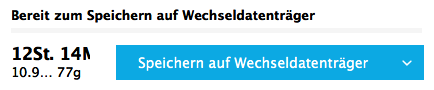 ready to save on SD-card (SD-card detected) with the drop down arrow, you cas select another destination, but if the sd-card is inserted, save to SD
ready to save on SD-card (SD-card detected) with the drop down arrow, you cas select another destination, but if the sd-card is inserted, save to SD
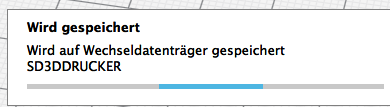 Notification, start saving
Notification, start saving
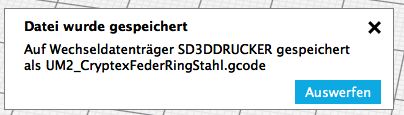 Data is written (finished) Do you want to eject the SD? -> click
Data is written (finished) Do you want to eject the SD? -> click
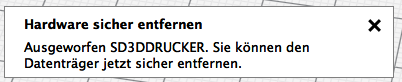 Notification, now you can eject the card securely
Notification, now you can eject the card securely
very CONVENIENT, very quick :o))
RE: PrusaSlicer 2.1.0 - FINAL
I'd like to make a "wipe area" g code instead of using the "wipe tower" functionality, so could we have the "tool change number" available in the "Tool change G-code" Custom G-code section? It'd start at 0 and count up how many tool changes have happened... or better yet, could you make it yourself? The sequence of this code is:
1) move to the far back (minus how many lines have been printed)
2) move down to 0.2 and print the same code as the starting line (I haven't optimized, it could do the same code as the wipe tower). You could of course optimize so it sometimes prints on top of prior lines like the current wipe tower does... I just didn't need to do this optimization.
3) Bring the z axis back up
4) Let it move over to continue printing.
This allows me to only have 5 color changes if I print a particular model in sequential mode instead of having to print a wipe tower and thus reduce filament waste (and finicky tool changes!) a lot.
RE: PrusaSlicer 2.1.0 - FINAL
(separating posts so people can +1 only the ideas they like)
Can we have an "configuration option"/output file name format that would give us the nozzle diameter?
RE: PrusaSlicer 2.1.0 - FINAL
Can we have a "Configuration option" that would give us the min/max/only extruder used? I am lazy and don't like changing which filaments are in which "extruders" in my MMU2S and just change it in the slicer.
RE: PrusaSlicer 2.1.0 - FINAL
(felt these are pretty much the same, so grouped them together)
when "Complete Individual Objects" is checked, Could you:
1. Default it to a logical order of front (left or right, I don't care) to back (whichever the other one is)? The X axis can't hit the front objects when it's printing back objects...
1a. Another option (if you want to go above and beyond) could be smallest to tallest since the X axis can't hit something that doesn't reach its height... although the print head might...
1b. If you care about other printers / people who want it to go opposite what you default and go the extra mile, maybe add options so people can specify the ordering (maybe they like right to left instead of left to right...)? I personally probably wouldn't use this option...
2. Add an option that would show which order the prints are going to be printed in?
3. Make it so we can specify the order?
RE: PrusaSlicer 2.1.0 - FINAL
In a way distant release, could the "extruder clearance" functionality be enhanced so it'd use the exact form factor of the printer to figure out the clearances...?
RE: PrusaSlicer 2.1.0 - FINAL
In a somewhat distant release, could the tool change code be enhanced to reduce tool changes by printing some layers higher than others (even without "Complete individual objects" checked)? This of course would only be useful for models that have layers where the colors are x distance apart (or at least most of the time)... and might use the "form factor of the printer" to figure it out...
RE: PrusaSlicer 2.1.0 - FINAL
Have you done any tests to see if "Magic numbers" improves prints?
If not, please do so. If so, why are the defaults not following the magic numbers concept? 0.16 is really close to 0.15 and there doesn't seem to be a good reason to not use them... unless there is absolutely no difference, even under a microscope.
RE: PrusaSlicer 2.1.0 - FINAL
Could we have an option to use the SL style supports with the MK3 printer? I've found them to work fairly well in certain cases and they seem to use less filament... plus they can now be set up to build off the build plate even they are supporting something above a feature on the model (at least according to the video).