RE: Oozing nozzle while doing bed leveling?
[...] I found bobstro's webpage on his version (LINK) and it looks like that was last updated in Feb this year. Is that considered the best fix?
Here's my latest Mk3 startup gcode from June 2020. Mostly just some reorganization from the previous version.
RE: Oozing nozzle while doing bed leveling?
[...] I found bobstro's webpage on his version (LINK) and it looks like that was last updated in Feb this year. Is that considered the best fix?
Here's my latest Mk3 startup gcode from June 2020. Mostly just some reorganization from the previous version.
Got it. I've spent the last few hours pouring over this start routine working to understand as much of it as I can. I've got a ton of questions, in particular regarding the differences between the stock Prusa startup g-code, but I'll work through them a few at a time.
- Why does the version you linked to not include the printer model and nozzle size check (M862.3 and M862.1)?
- Regarding the same version you linked to, per Prusa's documentation G0 and G1 are treated the same (LINK) yet both are used throughout this version of g-code. Why is that? Why not standardize on one or the other?
- Why is resetting the filament diameter to 0mm (M200 D0) done?
- Why is the speed feedrate reset to 100 (M220 S100)? I thought that reset automatically with each new print. Is that a persistent value?
If at first you don't succeed, redefine success!
RE: Oozing nozzle while doing bed leveling?
Got it. I've spent the last few hours pouring over this start routine working to understand as much of it as I can. I've got a ton of questions, in particular regarding the differences between the stock Prusa startup g-code, but I'll work through them a few at a time.
Keep in mind, those are just my project notes on what I'm using. I'm certainly not trying to promote the approach as anything particularly unique or superior. It just works well for me. Feel free to tweak and vary as much as needed to get the results you want.
- Why does the version you linked to not include the printer model and nozzle size check (M862.3 and M862.1)?
I find those checks annoying. I'm the only user of my printer, I only use this printer profile with one physical Mk3 and I don't have any issues tracking what nozzle I have mounted at any given time. Having to fiddle with printer settings to set a reminder to myself is annoying, so I get rid of the checks. I do keep the firmware check as that shows the firmware version I'm getting good results with.
- Regarding the same version you linked to, per Prusa's documentation G0 and G1 are treated the same (LINK) yet both are used throughout this version of g-code. Why is that? Why not standardize on one or the other?
I read in another gcode reference that G0 was for rapid non-extrusion moves and G1 for extrusion moves. I don't believe there is an effective distinction on the Mk3, but I simply haven't gone back and cleaned it up.
- Why is resetting the filament diameter to 0mm (M200 D0) done?
Experience. If any of the M2xx settings are changed by a print, they are persistent until reset in gcode or the printer is reset. I had a couple of experiences where making changes in gcode or the front panel caused problems made later after a pause. I like to reset everything to a known state at the start and end of each print job.
- Why is the speed feedrate reset to 100 (M220 S100)? I thought that reset automatically with each new print. Is that a persistent value?
Same as above, but with more emphasis. I've inadvertently bumped the knob and unknowingly changed print speeds.
RE: Oozing nozzle while doing bed leveling?
Okay, those make better sense now. Thank you!
Next round:
- Having a little trouble understanding what
M140 S{max(first_layer_bed_temperature[0],80)} ; set bed PINDA warmup temp
is actually doing. I dont get what the parameter being passed does:
max(first_layer_bed_temperature[0],80) - Regarding the "Present bed for final cleaning" section:
What is the reason for this process? How does positioning the nozzle/PINDA probe close to the bed help it warm up? - Regarding the M860 S35 PINDA warm up, was that determined to still be necessary? I had seen a few people mentioning commenting that out because it was undecided if it was needed. Is that still an unknown?
If at first you don't succeed, redefine success!
RE: Oozing nozzle while doing bed leveling?
[...] Having a little trouble understanding what
- M140 S{max(first_layer_bed_temperature[0],80)} ; set bed PINDA warmup temp
is actually doing. I dont get what the parameter being passed does:
max(first_layer_bed_temperature[0],80)
That line will select the maximum of either the first layer bed temp or 80 and set the current bed temperature target to it with M140 Sxx. For example, if I've set PLA to print with a 1st layer temp of 65C, it will use M140 S80. If I've set a high temp material to use a 1st layer temp of 85C, it will use M140 S85.
After experiencing extremely slow warmups on cold winter mornings, I've started using 80C as the bed warmup temp. The bed temp is reset to the actual 1st layer target immediately after the PINDA temp is hit in line 27:
M860 S35 ; wait for PINDA temp to stabilize
M140 S[first_layer_bed_temperature] ; set target bed temp
By the time leveling is done and the nozzle warms up, the nozzle has dropped close to the 60-70C range, so this doesn't cause issues with lower-temp filament like PLA.
- Regarding the "Present bed for final cleaning" section:
What is the reason for this process? How does positioning the nozzle/PINDA probe close to the bed help it warm up?
You can position the nozzle pretty much anywhere on the bed away from the edges to get good warming. With this in mind, I've elected to push the bed forward and put the nozzle at the center rear(ish) area. This gives me a chance to look at the bed and do any final tidying up and adjustments. More of a "make use of the wait time" feature than anything critical.
- Regarding the M860 S35 PINDA warm up, was that determined to still be necessary? I had seen a few people mentioning commenting that out because it was undecided if it was needed. Is that still an unknown?
Heh. Interesting topic. With the advent of PINDA v2 and beyond, my understanding is that there is less of a need to hit a consistent PINDA temp before mesh bed leveling since the newer hardware allows temp compensation calculations in firmware. However, there are definite benefits to consistently warming the bed and printer overall prior to printing -- again, particularly on cold mornings -- so I've left it. Using 80C speeds up the warming process, so waits aren't too lengthy (at least compared to the multi-hour prints I'm doing) and this warms up everything to a more-or-less consistent level. I wouldn't say this is "necessary" so much as a uniform startup sequence that gives my prints the best odds of succeeding.
Interestingly, the Mini owners are going through a very similar journey of discovery as the MINDA sensor used in place of the PINDA lacks a temp sensor.
RE: Oozing nozzle while doing bed leveling?
@bobstro
Please excuse my ignorance. Is your latest startup gcode good for the MK3s as well?
RE: Oozing nozzle while doing bed leveling?
Never mind. I ran it and it works great.
RE: Oozing nozzle while doing bed leveling?
[...] Is your latest startup gcode good for the MK3s as well?
I have not upgraded from Mk3 to Mk3s but have many reports that it works well. Let me know if you encounter any issues.
RE: Oozing nozzle while doing bed leveling?
@bobstro
Thanks for checking back. I'm using Prusamint PETG temp settings are: 245/85 and 255/90
Actually I'm having 2 problems.
1) At the location, back center, where it's waiting for the PINDA to warmup. I get a small bit of filament ooze. Do I need to raise Z0.15 to something higher?
2) Is the preheat to 160 degrees OK for PETG?
The problem I'm having is I get the gear clicking and no filament is extruded even during the prime line. I have to unload the filament and then set the temp to 280 degrees to clear-out the filament in the extruder.
RE: Oozing nozzle while doing bed leveling?
[...] 1) At the location, back center, where it's waiting for the PINDA to warmup. I get a small bit of filament ooze. Do I need to raise Z0.15 to something higher?
Hmm. 160C is normally cool enough that no filament oozes out before mesh bed leveling is done. Any that does should get caught by the prime line. You could bump the no-ooze temp back a bit. It's mostly to soften the filament so uncaught ooze doesn't jam into the PEI print surface.
Raising the nozzle will lengthen the PINDA warmup time, unfortunately.
2) Is the preheat to 160 degrees OK for PETG?
It works well for me. Odd that you're seeing oozing with PETG at so low a nozzle temperature.
The problem I'm having is I get the gear clicking and no filament is extruded even during the prime line. I have to unload the filament and then set the temp to 280 degrees to clear-out the filament in the extruder.
Printing should not start until the nozzle is at your specified 1st layer temp. Verify that under Filament settings. Again, odd it's oozing when it sounds like temps are too low. As a quick test you might hard code 280C in the nozzle temp setting line.
RE: Oozing nozzle while doing bed leveling?
@bobstro
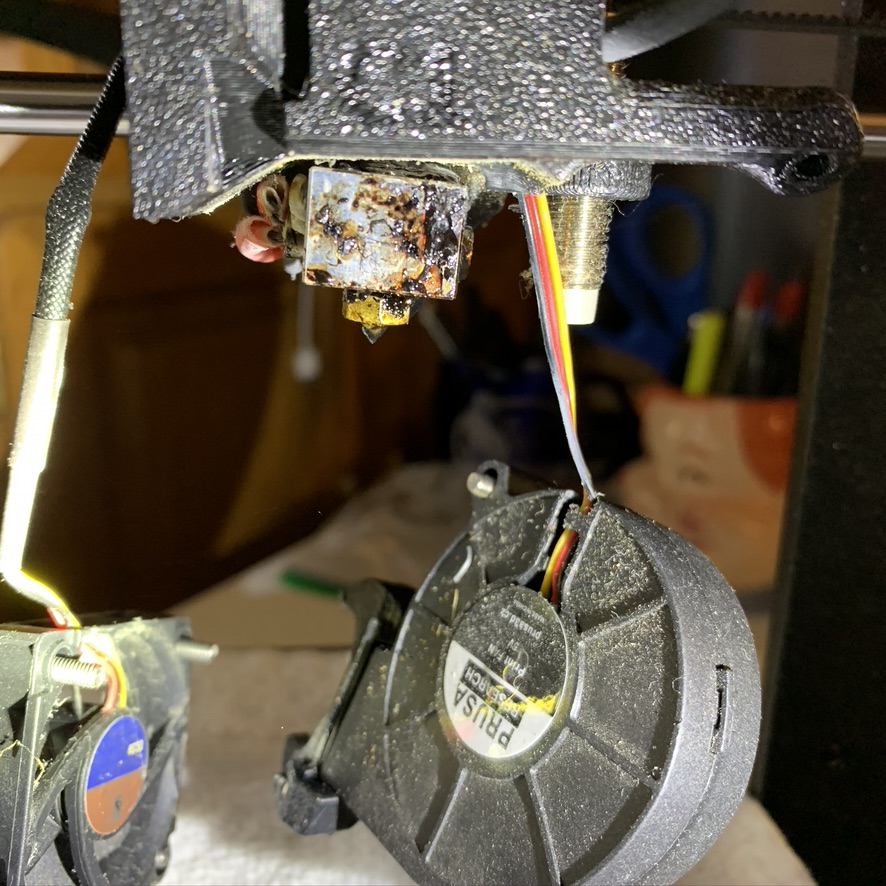
Me thinks I found my problem. I bought my MK3S used and it was severely damaged during shipping due to improper packing. I had to replace 5 mounting brackets and some other printed parts. Now, looking into the bondtech clicking, I see this. Looks like the nozzle was mashed against the bed. Didn't want you to think your gcode was causing my problems.
RE: Oozing nozzle while doing bed leveling?
Ouch! Looks like it should be repairable, but you'll want to give everything a good look. Hope you get it all sorted out.
RE: Oozing nozzle while doing bed leveling?
There is also a Mk3S issue that the extruder housing will melt when printing at higher temps, causing the PINDA to droop and other extruder warping. Probably not what's causing the bend in the hotend [I'd guess the heat break neck is bent/broken], but something to resolve before putting things back together: make sure you have the latest versions of the Mk3S extruder parts.
RE: Oozing nozzle while doing bed leveling?
@bobstro
I appreciate that. It's worse than it looks from the pic. The filament has been oozing out the top of the heaterblock where the heatsink screws in. Pretty messed up. I think I'll just order a new hotend assy. When I first got the printer it printed PLA fine. Now with PETG temps it went wanky. Thanks for caring.
RE: Oozing nozzle while doing bed leveling?
@tim-m30
I'll make sure re. the latest version of the printed extruder parts. Thanks for the heads-up.
RE: Oozing nozzle while doing bed leveling?
@tom-quailcreek
Read up on the E3D-V6 assembly instructions. It's pretty common for folk to replace nozzles and not follow the guide. It results in bent heat breaks, leaky heater blocks, and all sorts of other user induced problems.
RE: Oozing nozzle while doing bed leveling?
Bobstro-
I have been meaning to implement your start gcode for a while, finally got around to doing it today, and I think it is going to change my life. 🤣
Thanks.
RE: Oozing nozzle while doing bed leveling?
@netpackrat - Glad it's helpful! Careful: Tweaking gcode can become an obsession!