prints are not coming out good, possible extruder / hotend issue?
Printer: Prusa i3 MK3
Material: PLA
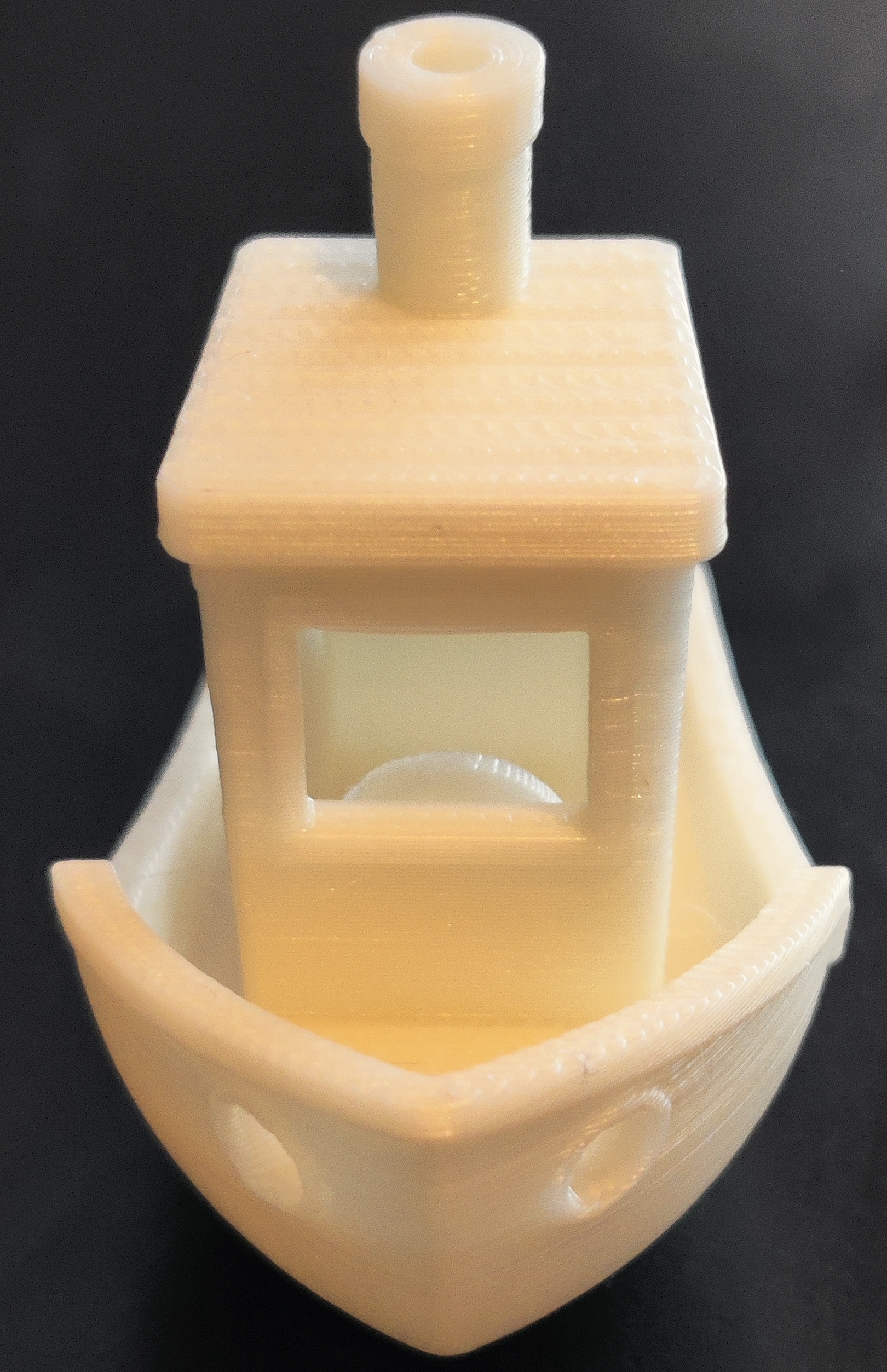
Initially, printer was working really well. I bought kit + assembled + calibrated and prints were coming out really good. Here is a benchy I made before any issues started, that came out just perfect (in my opinion). Smooth, no drooping in window or door frames, no stringing.

I left printer sitting on shelf for a week, I left 2 spools sitting on the bed. The next time I tried to print I started to have layer adhesion problems.
Cleaned the smooth sheet with soap + hot water, also using Isopropyl + paper towels. Prints would not stick, and also kept getting blobs of PLA stuck to the extruder. So I figured I must have messed up the Z height, or PINDA or something when moving it.
Went through Pre Flight Check and adjusted PINDA. Went through more first layer calibrations + adjusted z height. Print would now stick, but not square in FLC was not very smooth.
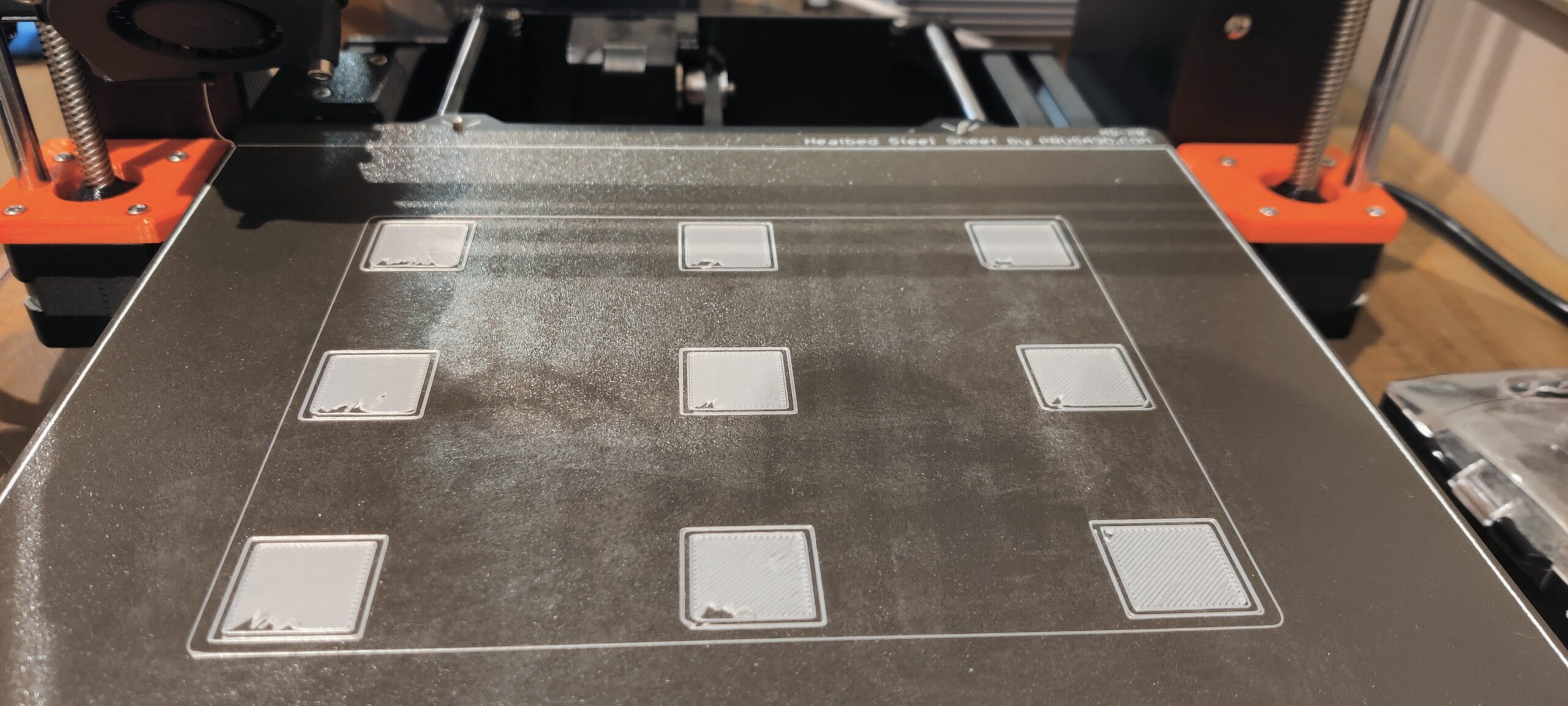
Used mesh bed levelling gcode, and continued to adjust z height. Printer now set to do 7x7 on bed height checks, but even still some issues, it would tear bottom corner of the testing square (note I used the textured sheet here - wanted to see if it made any difference - it didn't)
Switched back to smooth sheet, and to bigger bed leveling check mesh, and ran multiple times at 0.015 Z increments, and got good adhesion, but sheet still not coming out perfect.
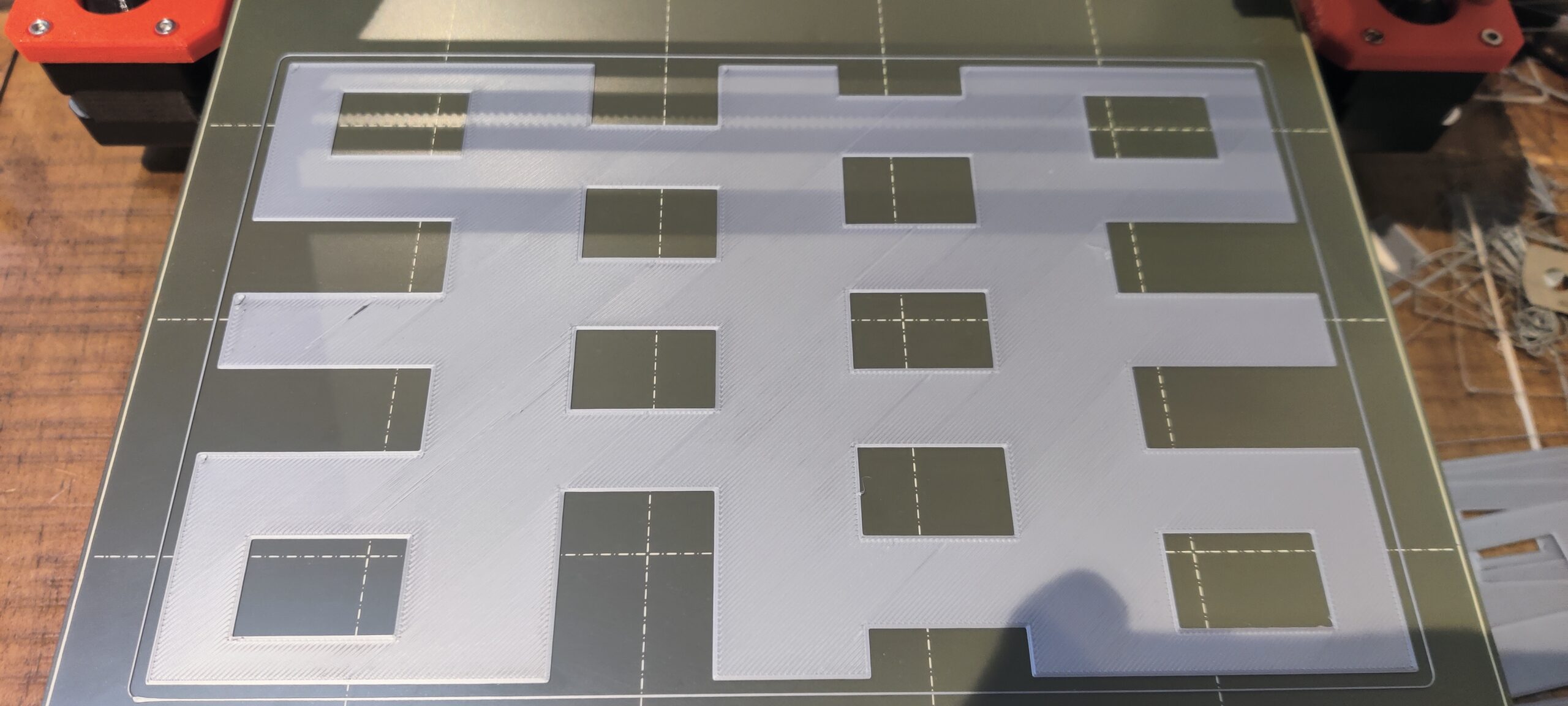
Can see pretty clearly in the above pic that there are very visible lines where the PLA isn't adhering or the flow is off or something.
At this point - I want to try printing something bigger. So printed the test XYZ cube. You can see on the X - there are blemishes where I guess it's a problem with flow? And the top Z layer just looks awful. rough and unsightly.
BUT at least it is actually finishing full prints now.

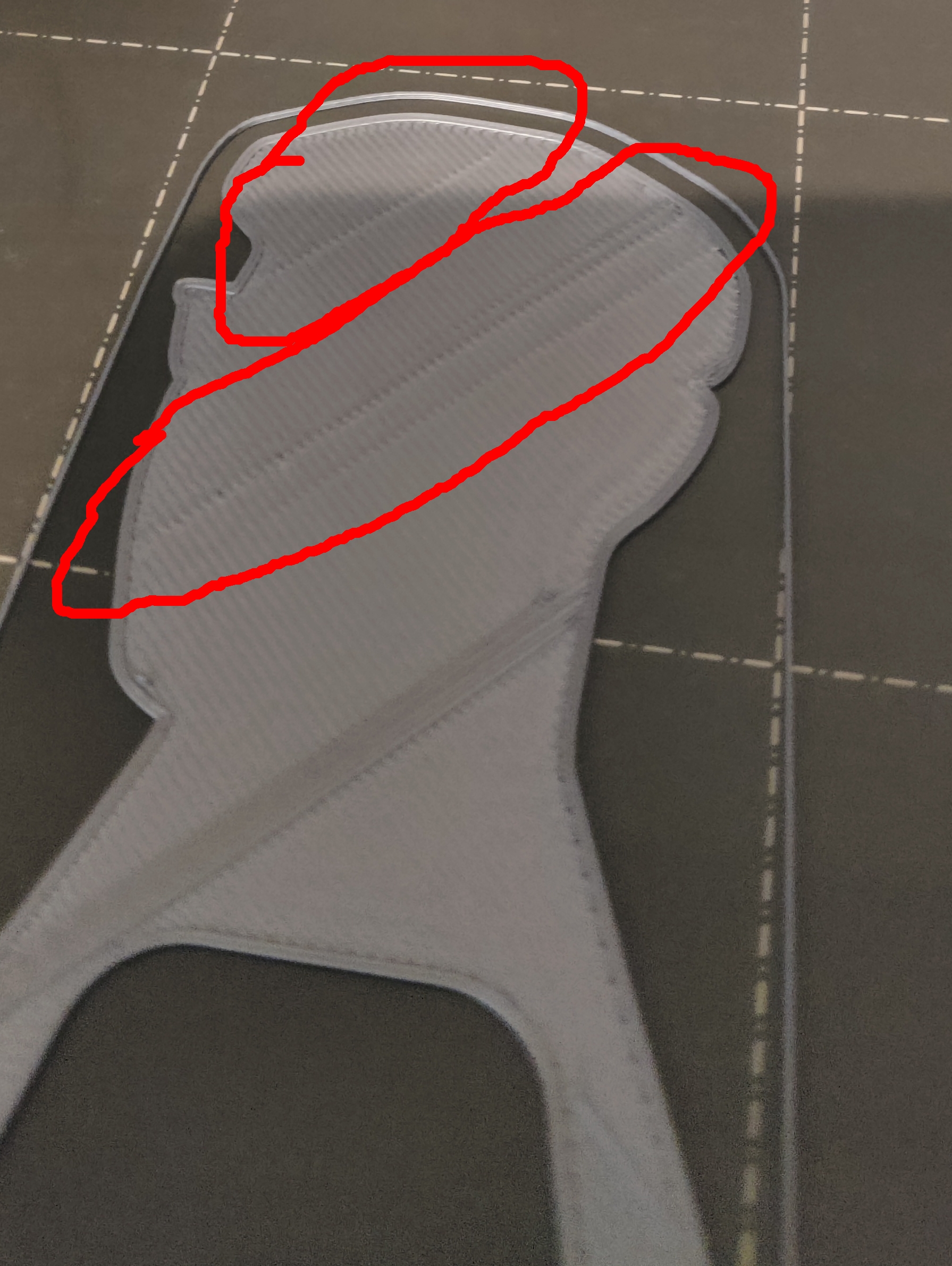
one thing I did notice, on loading the filament (during color change for example) is that the extrusion was coming out very rough and jagged. Not sure if this is normal.

So I decided, let's take the Hotend out and the nozzle and inspect them.
Followed steps for clogged nozzle (could not see any obvious issues) and cold pull (no stuck filament).
Examined the bondtech gears, and they were clean and no filament inside.
Once all assembled again, went through pre flight check, did layer calibration, etc.
So I printed the test 20mm x 20mm cube:
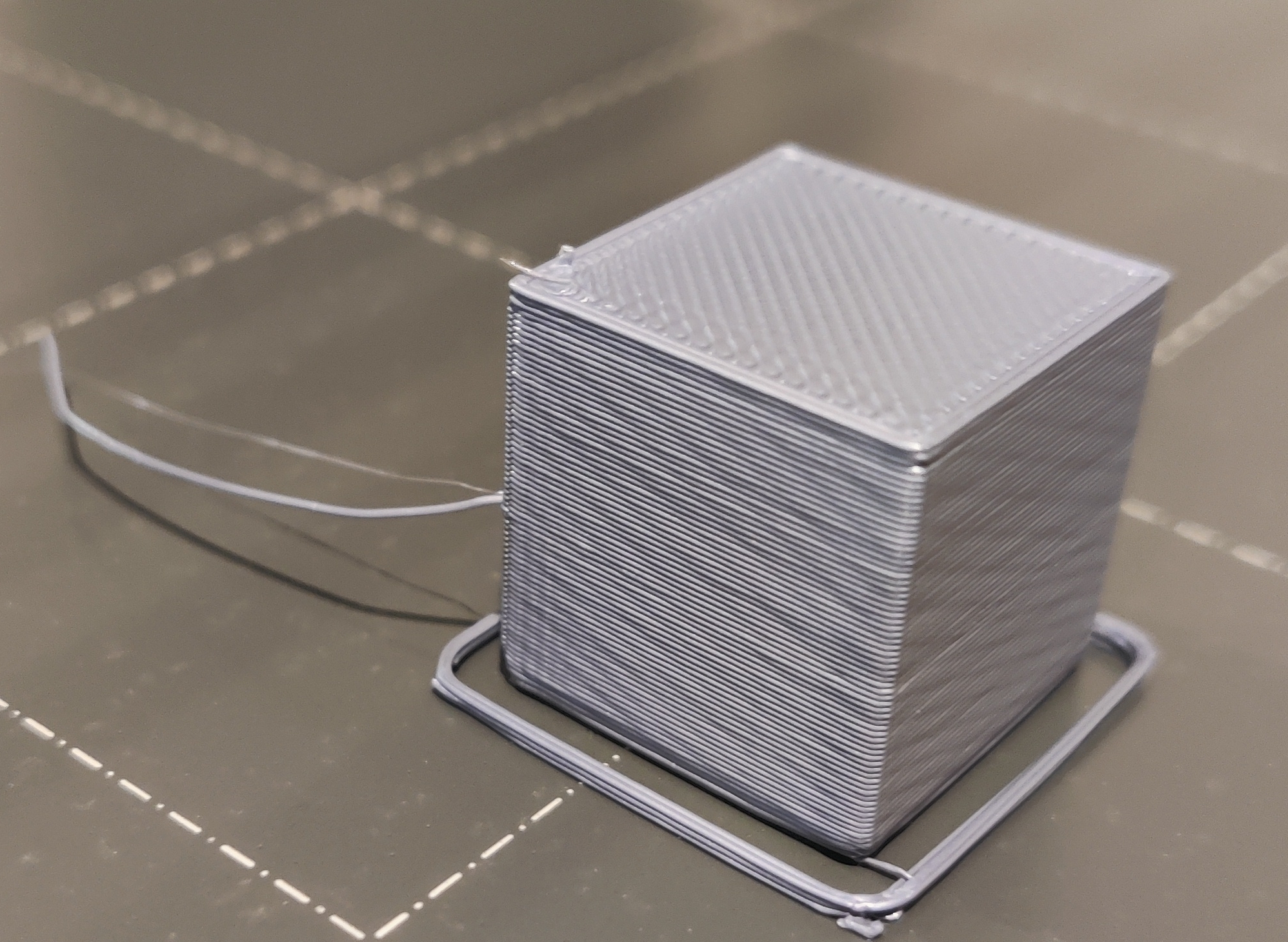
You can see the small brim (skirt?) around it is quite rough, the layers are rough, but the top layer is almost perfect. (note the extra bit of PLA sticking in the left middle, I paused the print halfway through to examine)
I decided to print one of the included prusa models on the SD card - the bottle opener.
I paused print here, you can see these blemished lines, which I don't know why they are showing up. the surrounding lines all look great, so what are these?
Further into the print, and it has some really awful adhesion issue (i would guess? or is this normal for this model?)

And the finished product, which isn't very good in my opinion. around the white edges are very rough.

Things i've done since the issues started:
- cold pulling
- cleaning nozzle
- checked all pulley tension
- checked no play in motors
- checked bondtec gears are clean
- gone through calibrations many times
- cleaned + lubricated bearings
- used different spools of PLA, no difference
- factory reset printer
At this point either I'm missing something so obvious that I can't see it, or there's a problem I cannot diagnose due to lack of experience.
I am considering purchasing a new hotend and nozzle, just to see if it makes any difference, but the printer has <350 hours of printing on it, so I would hardly expect any parts to have failed already.
If anyone can actually help me successfully diagnose where the problem is, I will buy you a beer/softdrink 🙂
Best Answer by Dan Rogers:
You can test for moisture when you load filament. You load it, it extrudes the excess and asks you if it loaded well. Clean off the nozzle and wait a bit.
If there is filament oozing out your nozzle, with no instructions to the extruder to do so, it is steam pushing the filament out of the hot end. The more moisture the worse the steamed filament bit will look - your one picture (the rest were all red herrings and not helpful IMO) the one with the popcorn filament - that's pretty extreme moisture there bud.
Wet filament
That is NOT a suggestion!
The roughness of extruded lengths you showed strongly suggest that you filament has absorbed a lot of water. On entering the hot end that water boils off causing bubbles / bulges in the stream of extrudate (think about extruded starch snacks!). In a relatively humid environment 2 weeks is easily enough time for polylactide to absorb enough moisture to cause all the problems you have here.
Dry the filament at 40°C to 50°C over a desiccant (such as silica gel) and you may find your problems just go away (in any case it will help). With PL be very careful to NOT exceed 50°C or you'll ruin the filament.
Wet filament? Never thought of that.
That is NOT a suggestion!
The roughness of extruded lengths you showed strongly suggest that you filament has absorbed a lot of water. On entering the hot end that water boils off causing bubbles / bulges in the stream of extrudate (think about extruded starch snacks!). In a relatively humid environment 2 weeks is easily enough time for polylactide to absorb enough moisture to cause all the problems you have here.
Dry the filament at 40°C to 50°C over a desiccant (such as silica gel) and you may find your problems just go away (in any case it will help). With PL be very careful to NOT exceed 50°C or you'll ruin the filament.
Oh wow, that's something I hadn't expected. I live in a country where it does rain a lot, and so there is a lot of humidity at times. My PLA has been in my office with the printer, and the office is generally cooler than the rest of the house, so humidity could be a factor.
I do have a brand new sealed and unopened spool of PLA here, which is about the only thing I haven't tried. Both the spools i've tried (white and grey) are a few weeks old, and for sure could have absorbed some latent moisture from the air.
I'll check this out and get back to you, thanks for the suggestion!
Moisture is very likely
You can test for moisture when you load filament. You load it, it extrudes the excess and asks you if it loaded well. Clean off the nozzle and wait a bit.
If there is filament oozing out your nozzle, with no instructions to the extruder to do so, it is steam pushing the filament out of the hot end. The more moisture the worse the steamed filament bit will look - your one picture (the rest were all red herrings and not helpful IMO) the one with the popcorn filament - that's pretty extreme moisture there bud.
Noted!
You can test for moisture when you load filament. You load it, it extrudes the excess and asks you if it loaded well. Clean off the nozzle and wait a bit.
If there is filament oozing out your nozzle, with no instructions to the extruder to do so, it is steam pushing the filament out of the hot end. The more moisture the worse the steamed filament bit will look - your one picture (the rest were all red herrings and not helpful IMO) the one with the popcorn filament - that's pretty extreme moisture there bud.
So I did notice that there seemed to be a bit more extrusion when heating the filament, but it wasn't much of a concern as it has always done it to some degree. So based on that, I opened a brand new Prusament PLA, and tried that out. Printing the XYZ cube, and comparing it to my previously printed cube (The grey PLA is what came with the printer, has been open for a month or two at this stage) and both prints came out pretty much identical.

What's really intersting to me, is that the blemishes in the cubes are in the exact same places (it's a little hard to see on the green due to lighting - but it has the exact same dimples in the same spots). So that to me would suggest there's nothing wrong with the PLA or the extruder (my previous thinking is that the blemishes were caused by a flow issue, but if that was the case, how could it be in the same place?)
So now kind of not sure what to think. Any other suggestions?
You definitely have wet filament; look up threads on here about drying it. New filament usually (not always) arrives dry but unless you take precautions it does not stay so for long in a humid environment.
You may have some other issues but first try with a properly dry filament then show us what problems remain.
Cheerio,
The dimples on the cube
Yes those get sliced in - you can see them in the slicer preview post slicing if you can zoom in close enough. What you see there are the layer seam marks. With some retraction playing around you can minimize them a little, but for the most part you can only really choose to move them. Those are the layer seams. Each perimeter generally is a single "raise (retract) reposition extrude" cycle - ending where it started. Thus every single layer line has a beginning and end on the outside of your test cube.
In the slicer (layers and perimeters tab) you can adjust the position of the seam (not on basic setting view) - generally the slicer tries to find a corner to hide the seam - but you can see in your rounded areas that the seam becomes visible. It looks like you got the default setting - random seam. You can choose to have them positioned to the rear, all aligned in a row (easy to sand off/post process), or just let them fall in random spots.
When designing a shape for FDM, always consider where your models will hide their layer seam.
Welp, guess it's moisture then.
Hey all, so i guess if common consensus is moisture in the PLA causing some problems in the prints, then that's what I'll go with. I did print with a brand new PLA, opened for about 3 minutes before it was used for printing, and the results comparing that and the previous print were pretty much the same.
I'll continue testing, and tweaking settings, and see how I get on. Thanks for all the guidance, I've already learned a bunch from your comments.
RE: prints are not coming out good, possible extruder / hotend issue?
Hi EdgeSync, I see that this thread has some age, but wondering if drying your filament improved your print quality? I have the same symptoms and have tried all actions that you tried to no avail.
RE: prints are not coming out good, possible extruder / hotend issue?
Hey @surgebox
If I remember correctly it did help some. I set the bed to heat up, placed the spool on it, threw in some silica gel packets, and covered it with tinfoil - left it there for about 30-40 minutes. After I let the printer sit for a few months, but recently went through printing some small stuff again, and once i went through all the bed leveling + z height adjustment, it was printing very well and consistent (even through the filament had been sitting out :D) so I really don't know how much it helped, but it's something that didn't cause any additional issues.
I'd say there is no harm in trying it.