minor 0.25 mm nozzle first layer issue, lines showing up in infill
Hello,
So I've been using my printer for about 3/4 of a year and decided to take on a project that requires a smaller nozzle. After following Prusa's guide here and getting through my live z value tests I'm getting these odd stress lines in the infill on the first layer.
I started out realizing the my layers were too high. I was stuck for a while because I tricked myself into thinking that at -1.335 it was also too low because of these and tried a bunch of ranges in between due to these stress lines in the middle of the infill despite the first perimeter lines starting out not fully adhering to the plate. I ended up taking it way down to -1.360, after realizing my mistake, and tested my way back up to -1.342. Here I no longer get the more obvious layer dragging issues while still keeping my perimeter lines pressed down, but I still get these stress lines showing up. I've confirmed this effect on both sides of my sheet so I don't believe this to be anything to do with that in particular.
Might this be just a mild over extrusion? I am uncertain if it's just a that the defaults are not great, potentially due to something like 0.25mm nozzle being more sensitive to these things and just requires more manual tweaking for a first layer. Or if maybe I've just done a poor job changing the nozzle in the first place somehow.
My setup:
Prusa i3 MK3S+
Nozzle 0.25mm
Default Printer preset: Original Prusa i3 MK3S & MK3S+ 0.25 nozzle
Default Print settings: 0.15mm QUALITY (as suggested by prusa here)
PLA
Spring Steel Sheet With Smooth Double-sided PEI
I know they're relatively minor but I'd still like to at least know why it's happening when I never saw this on the 0.4mm nozzle size. Any help is greatly appreciated.
(-1.335 stresses in infill seen here mainly in lower right hand corner)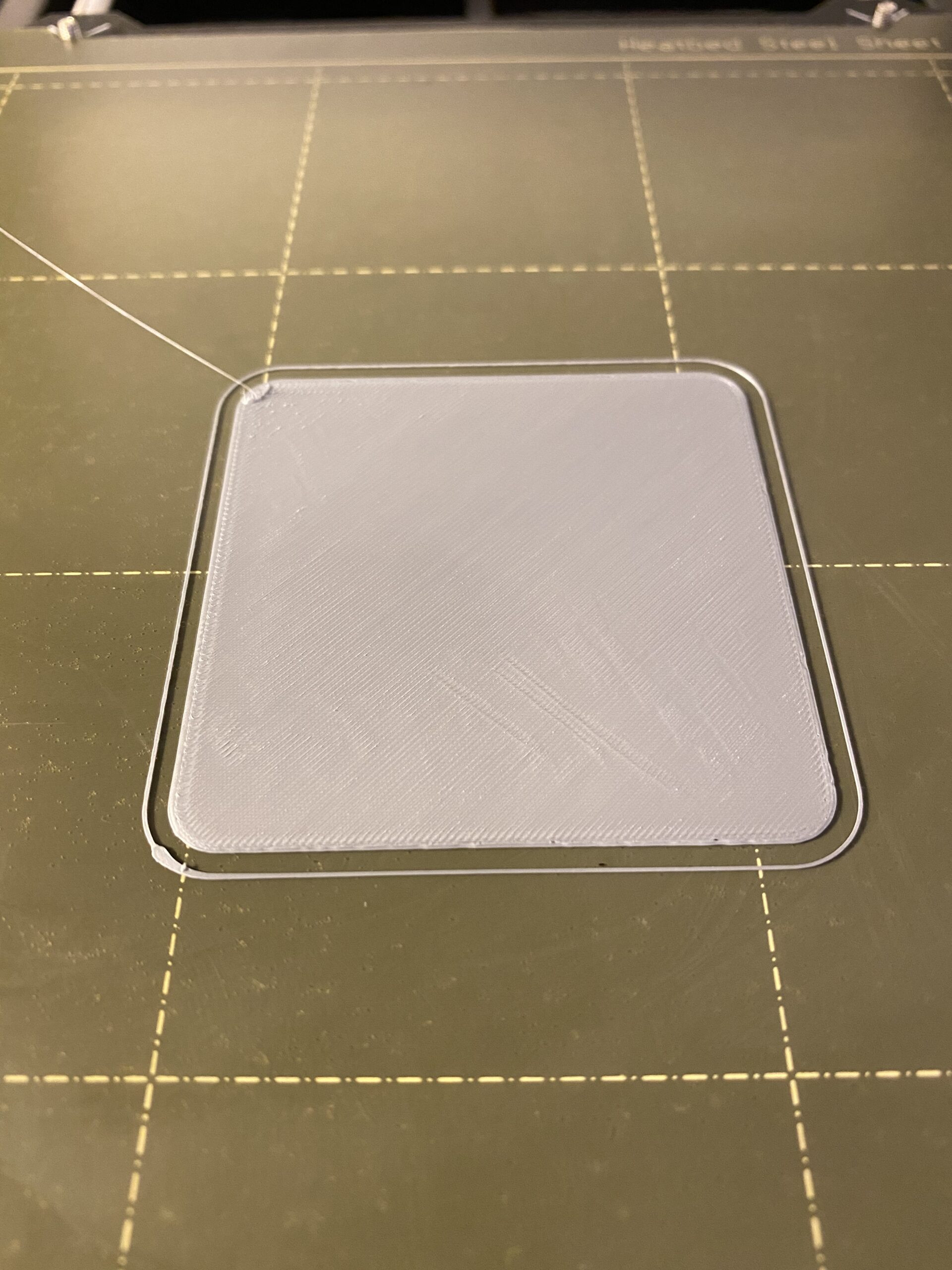
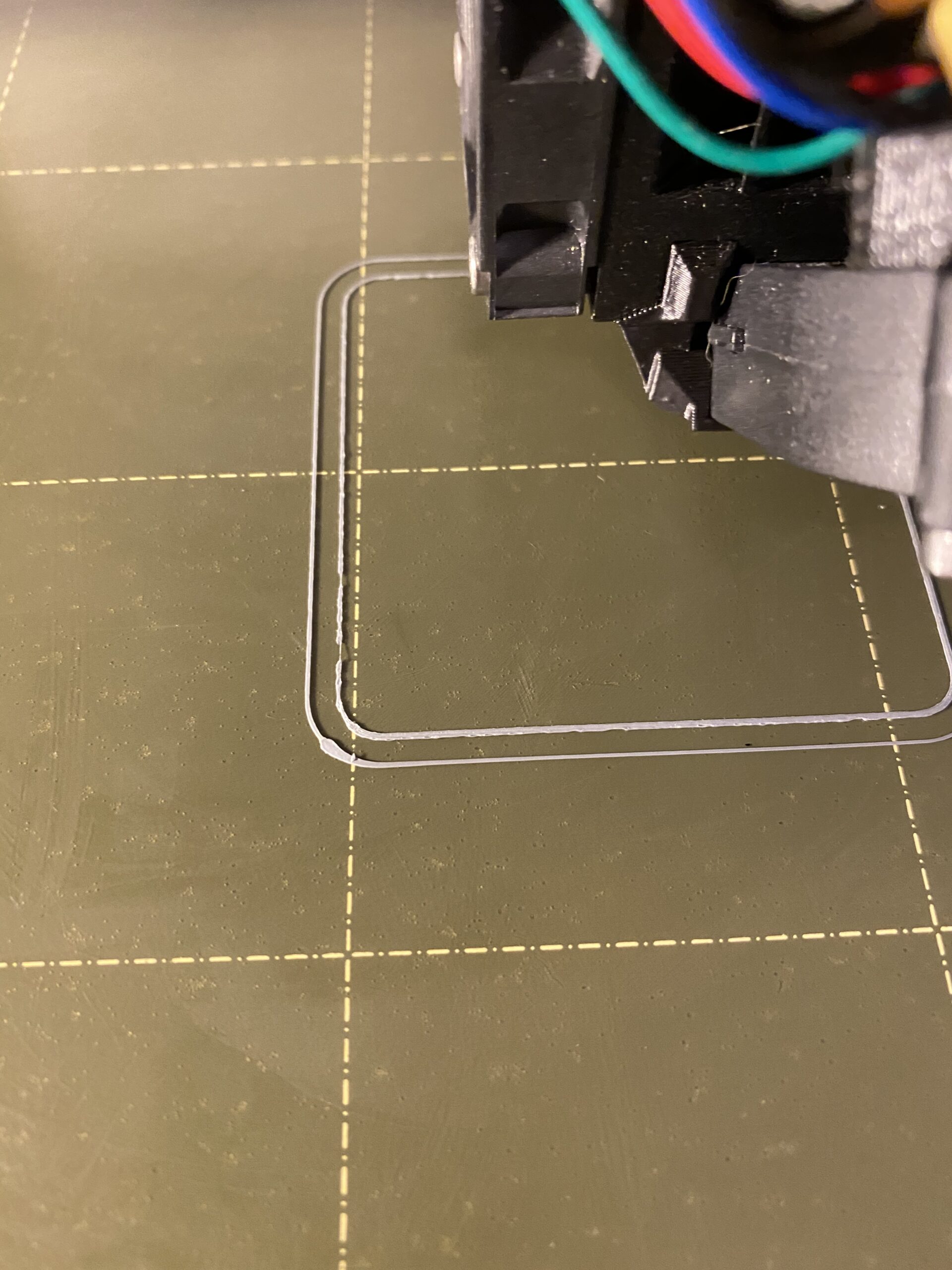
(-1.335 poor perimeter lines here telling me it is still to high despite above images stress lines in infill)
(-1.360 z value obvious layer dragging on all edges)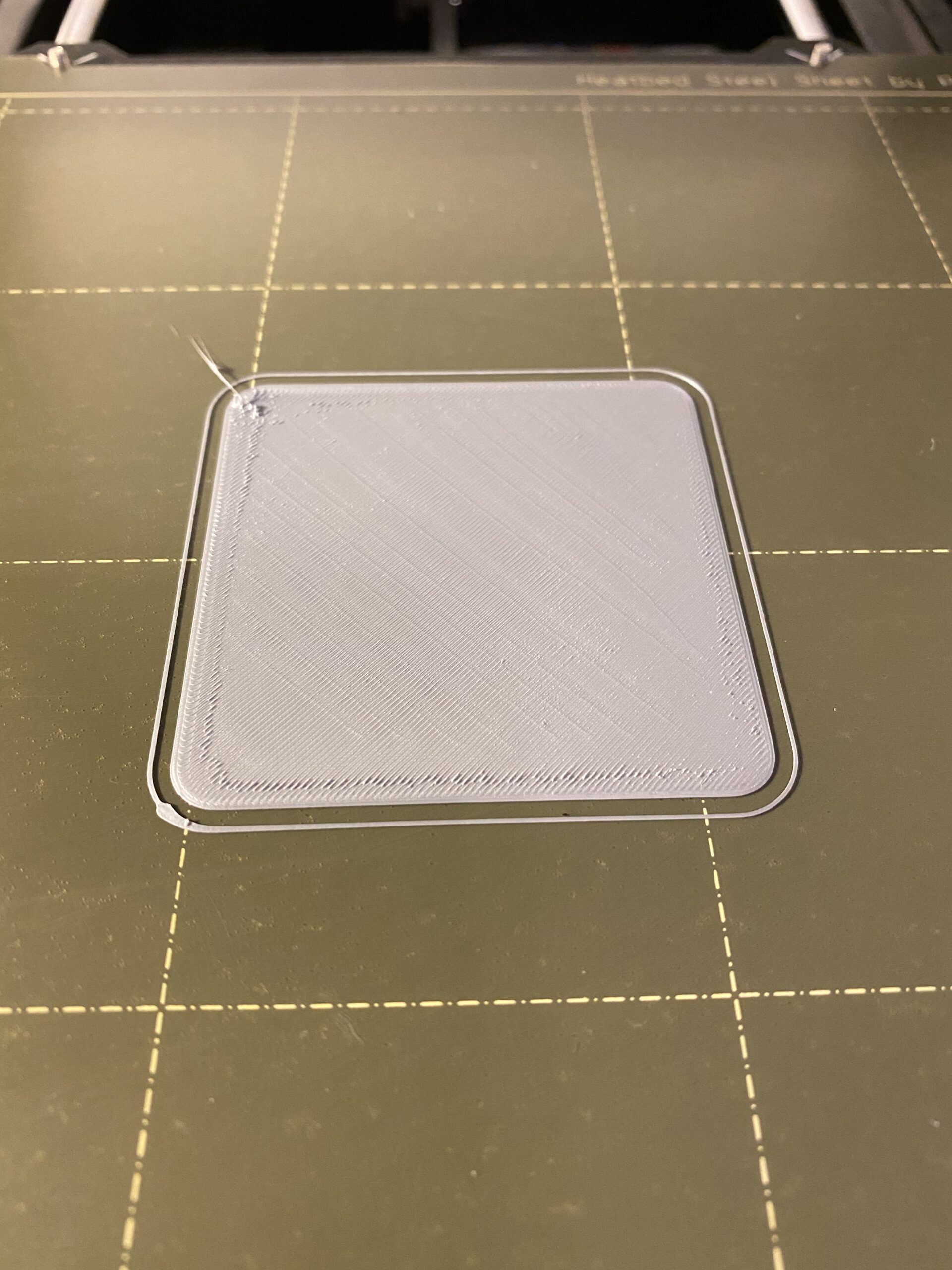
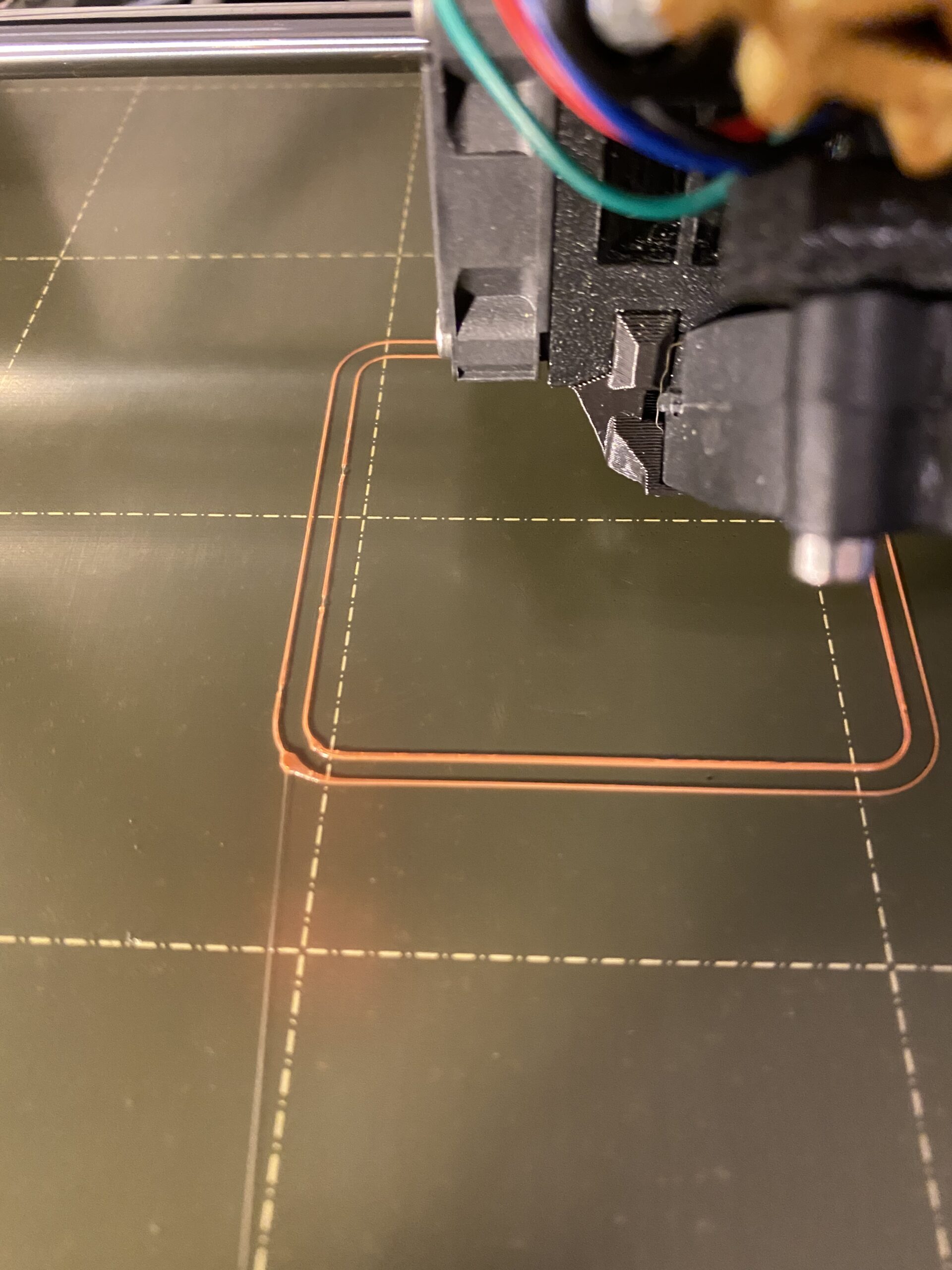
(-1.342 z value stresses still present, but much better perimeter)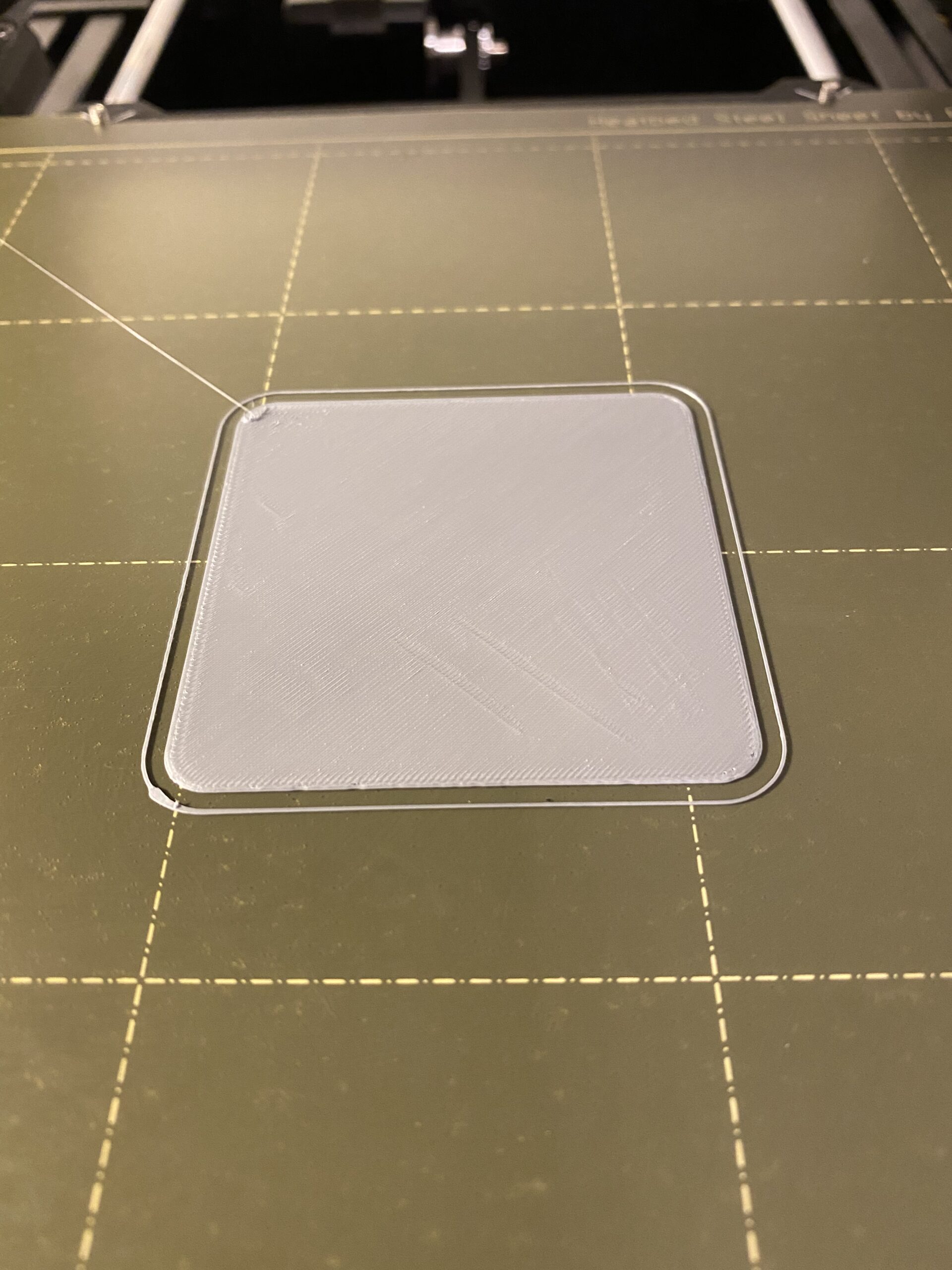
(-1.342 perimeter more properly squished down, but not exactly perfect)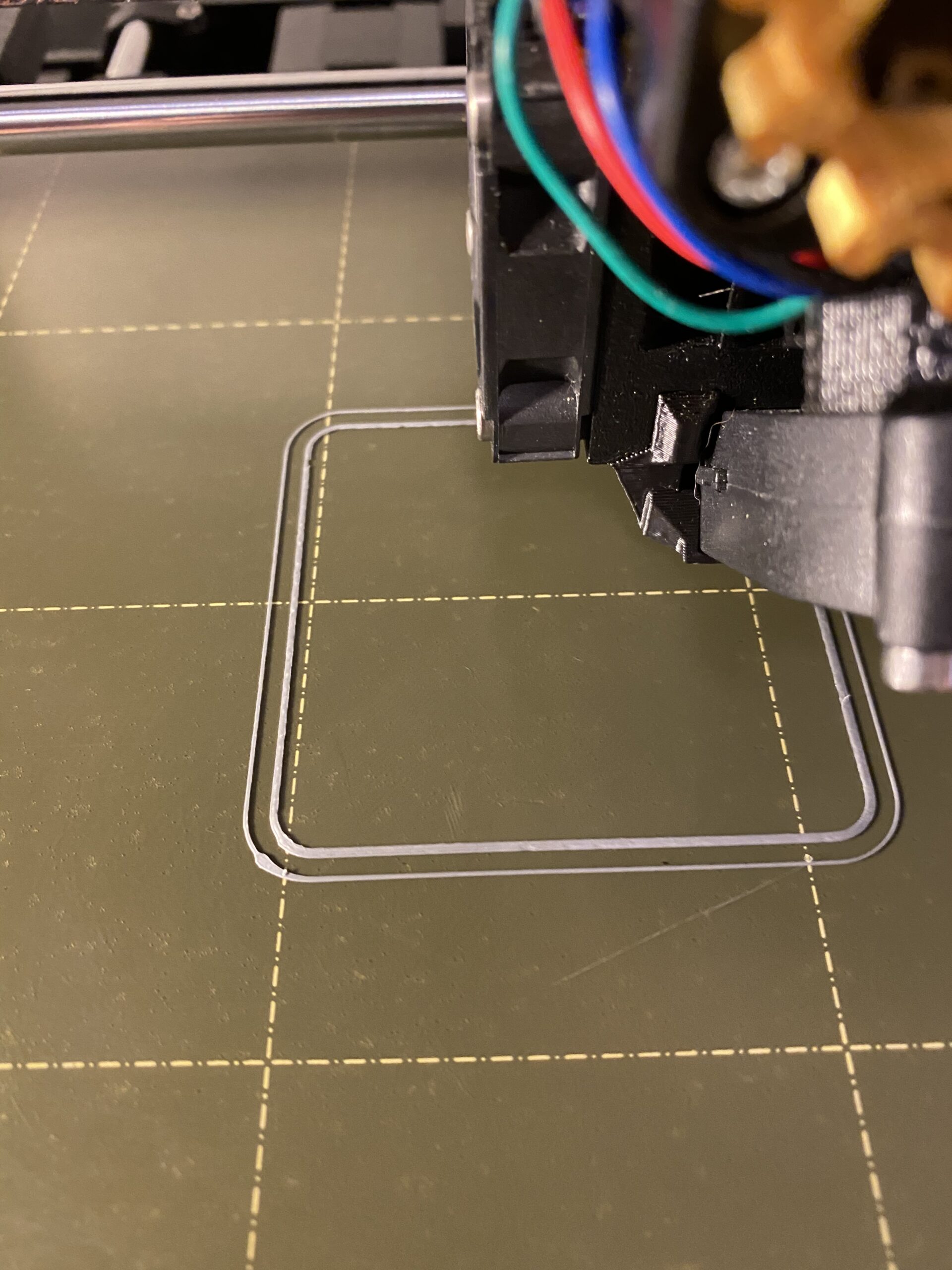
Best Answer by Milazzone:
So I actually have an odd update. I had switched back to my .4 mm nozzle because I was tired of being mildly stuck while I waited for a filament drying solution that wasn't the oven to come in. I'm now switching back after having dried a bunch of filament and I have noticed that the dot pattern on the nozzle I bought wasn't right.....
Turns out I was attempting to print at .25mm nozzle settings with a .6 mm nozzle. It was the only nozzle I had bought from MatterHackers at the time and I hadn't realized it was just improperly packaged. I'm quite surprised the parts came out as well as they did knowing this was what happened. I Just ordered and received more nozzles this week and when comparing them (aside from the dots) clearly shows this was an issue.
TLDR: always check the parts you order even if it's the only thing you ordered and the baggie was labeled.
You are a fraction too low, try -1.330 to -1.320
and clean the print-sheet, that's the probable cause of irregular adhesion. The irregular extrusion might be moisture boiling off, make sure you're using dry filament.
Cheerio,
RE:
I actually went quite a bit higher than -1.335 in my earlier setup as my pre-0.25mm nozzle numbers were -1.322 so I started around there, I don't have any pictures of my -1.330 test but it was close to this -1.320 test I do have pictures of. You can still see here the infill was basically perfect, but the perimeter specifically was trash. -1.342 has clearly the best perimeter out of all my tests while having a decent infill.
Either way I'll clean my plate again a few times and just double check and return with my results and try a newer filament. Although I have my doubts about it being the filament as I try to keep them as dry as possible in their original bags with extra silica gel that I cycle out. As well as it only being about 3/4 of a year old with those precautions.
Would the perimeter really behave so differently from the infill? I feel like when setting up my printer with the 0.4mm nozzle, infill was usually the less behaved thing when subjected to z-offset issues and showed the worst problems.
(-1.320 full)

(-1.320 perimeter)
RE: minor 0.25 mm nozzle first layer issue, lines showing up in infill
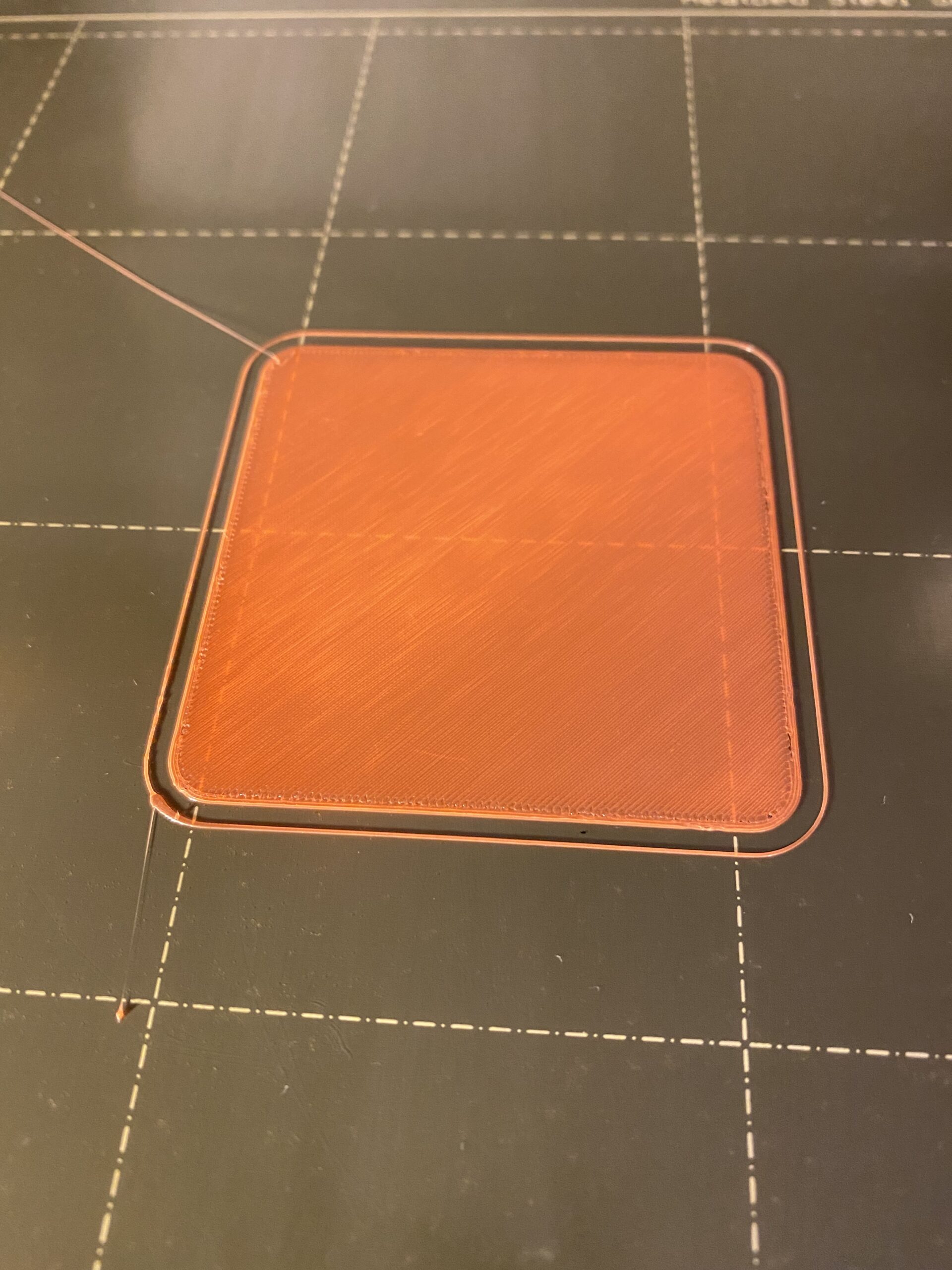
Alright, so I've cleaned my sheet multiple times, actually decided it was about time for an acetone clean and went that route to be sure. I also switched to a newer orange prusament. Seems like the stresses went away within those 2 changes.... However, I now also notice less differences between these smaller changes as I had before the cleaning and filament change.
I still see some imperfect perimeters though throughout them, but honestly the end product seems fine, so I'm not sure how much it matters at that point. Maybe someone will tell me otherwise, but I'm guessing that 0.25mm nozzles could be more prone to tiny extrusion issues which is why I questioned if I was over extruding earlier.
So I guess my question is just does this perimeter issue seem problematic, or since the total layer looks good might it be alright to just ignore that minor issue?
(new -1.335 what looks/ feels the smoothest to me, my pick)

(1.325 poorer looking perimeter but end product was fine)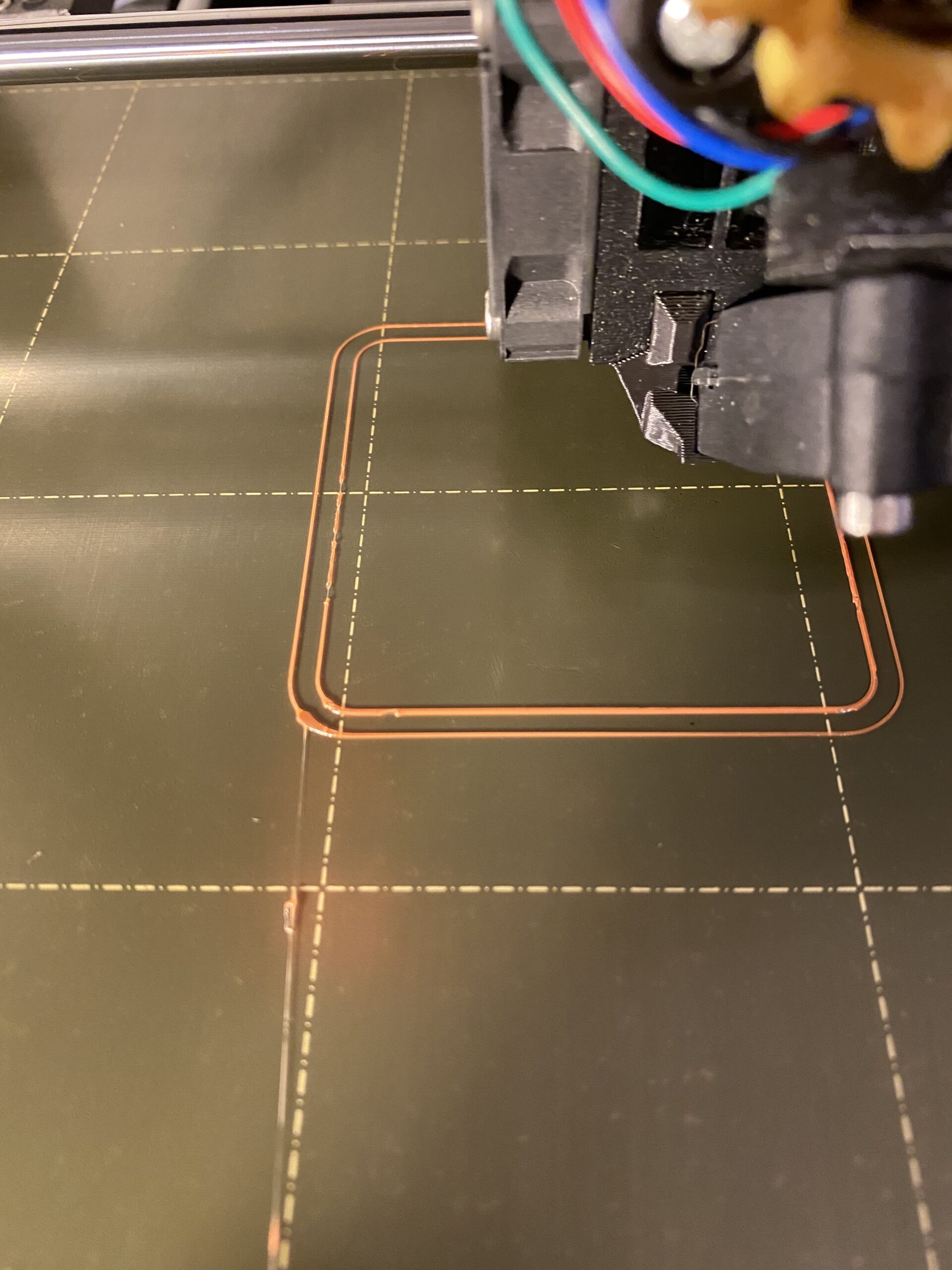

(-1.330 similar to -1.335 but more rough to the touch)

(-1.342 decent perimeter, gaps appeared in edges of final layer)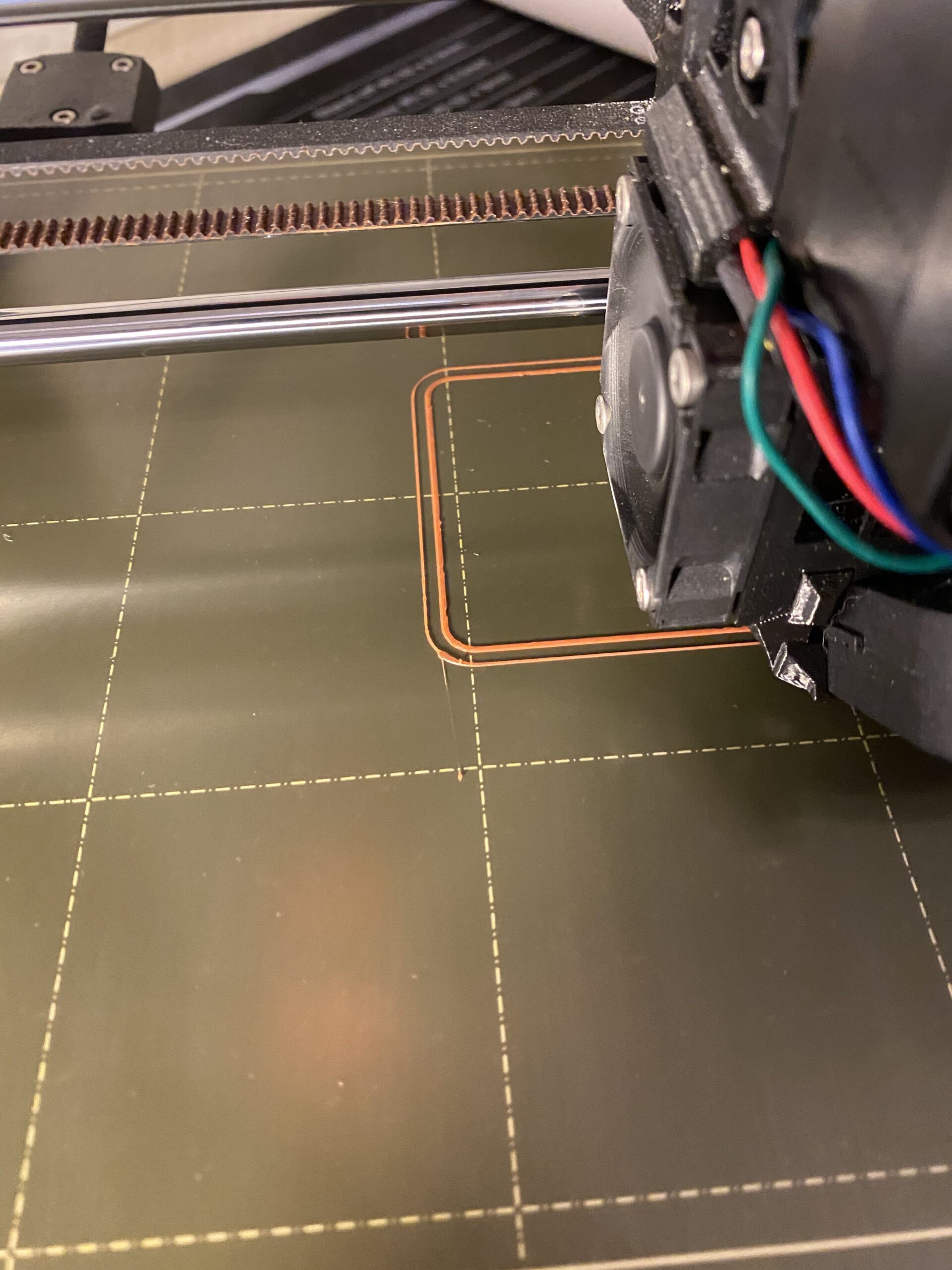
I try to keep them as dry as possible in their original bags with extra silica gel that I cycle out. As well as it only being about 3/4 of a year old with those precautions.
According to Thomas Sanladerer, even in a humidity controlled room PLA quality drops in a few days. Some filaments can deteriorate noticeably during a long print...
I'm guessing that 0.25mm nozzles could be more prone to tiny extrusion issues
The smaller the nozzle the tighter the setting need to be for *all* issues.
One common cause of irregular extrusion is the pressure from steam produced in the hotend by damp filament.
Thomas Sanladerer tests filament drying:
After a week exposed in a room with a dehumidifier running there was noticeable deterioration of PLA finish...
CNC Kitchen on hydration and drying times.
Cheerio,
RE: minor 0.25 mm nozzle first layer issue, lines showing up in infill
Right, I've seen both of those videos already, in fact you can see my comment near the top of the Thomas Sanladerer one asking about the differences between drying and just keeping it dry in the first place. Great work from both of them.
Like I said, I keep the PLA exactly as he recommend while it's not exactly a drybox, I am careful to replace silica and make sure the bags are sealed. Unless I'm grossly misunderstanding something here, that should be exactly how I should do it. I've been using these in most of my filaments Prusament Spool Silica Gel Container and Hygrometer.
The confirmation that I was right about smaller nozzles needing tighter settings overall is good to hear. At this point I'm less worried about that at the moment than I am if my first layer is correct here, or if it's something I should fix / how I would go about doing that at this point as I believe I've exhausted my z-level testing. Unless I'm mistaken I don't believe there's too much more I can do with that at least.
RE: minor 0.25 mm nozzle first layer issue, lines showing up in infill
So I actually have an odd update. I had switched back to my .4 mm nozzle because I was tired of being mildly stuck while I waited for a filament drying solution that wasn't the oven to come in. I'm now switching back after having dried a bunch of filament and I have noticed that the dot pattern on the nozzle I bought wasn't right.....
Turns out I was attempting to print at .25mm nozzle settings with a .6 mm nozzle. It was the only nozzle I had bought from MatterHackers at the time and I hadn't realized it was just improperly packaged. I'm quite surprised the parts came out as well as they did knowing this was what happened. I Just ordered and received more nozzles this week and when comparing them (aside from the dots) clearly shows this was an issue.
TLDR: always check the parts you order even if it's the only thing you ordered and the baggie was labeled.