Big problems with printing
Hi!
I've had my i3MK3S+ for at least 2 years now and I started printing again after half a year. I redid my installation of PrusaLink (did not support OTA yet) and wanted to recalibrate my printer. At first there were problems with the x, y, z calibration. The SuperPINDA probe is perfectly 1mm above the nozzle by default, but still the nozzle grazes the paper in some places and leaves recognizable lines/prints. I lowered the probe by 0.2mm without success (to be on the safe side) and continued. The next problems were with the Live Adjust Z, I really have no idea how to find the right value there. However, I did find -0.940. The value may not be perfect, but noticeably below or above it, the printer has problems. My prints did not last on the heating bed (warping despite good cleaning) and I increased the temperature of the heating bed to 75°. My print held very well and was also relatively good....now to the current problems I just had. I printed a sign and the first layer has these scratches at the bottom (I've always had them somehow), the round corners seem bad and the last layer also seems very bad to me. What do you think? I'm starting to have no idea, but see a lot of great results from other people on the internet. I'm about to replace the extruder and nozzle.....


RE: Big problems with printing
Ach hier hast du schon ein Foto (gehe weiter in english):
- The nozzle is too low. The material ist pushed sidewards and has no room to go. Advice is to redo the calibration. Not only the first layer test (from the menu),
but a bigger one. I use this one: https://www.printables.com/model/251587-stress-free-first-layer-calibration-in-less-than-5/files
Then you see what is happening. Search this forum on first-layer problems, there are a couple of threads with good images to compare
We will do what we have always done. We will find hope in the impossible.
RE:
Thank you!
I'm going to try it today and didn't realize the nozzle was too deep.
RE: Big problems with printing
Hi!
I just did the printing and the higher I set the nozzle, the worse the printing became (see photos). You said the nozzle is too deep so I have to make it higher. What do you think about the result?

RE: Big problems with printing
Yep, that is what I said 🙂
And you found a good way to do the testing. That's fine.
1. Second image, it is clear it is too high. First image is harder to judge.
2. The steps in the test are from 0,92 mm to 0,94 mm. That is 0,02 mm. Compared to layerheight of 0,2, this is only 10%. What is only a small range.
3. Imagine that the heatbed is not completely flat, differences of about 0,1 to 0,2 mm are a problem, but invisible for the eye (most people).
So go from here:
- If not installed yet, install octoprint and also a plugin for bed leveling.
takes some time to get it to work, but you will like the extra information.
- In octoprint use the plugin to get a nice graphical view on the level of the bed.
(my printer has a maximal variance of 0.4 mm in the bed (that is 2 layers of 0,2mm!).
If you do not want to use octoprint, there is also a method with 1st layer test, on all 4 corners and middle. (but only usefull when you are able to get at least a couple of good prints).
Do the test you did again, but use bigger steps. At least 20 um per step, so something like ,880 0,9 ,920. ,940 , 960 and further up/down.
The test you use has 9 fields so enough to test a variance of about 0,2 mm (1 layer height).
Check which row was best, and repeat the test untill you are about in the middle.
We will do what we have always done. We will find hope in the impossible.
RE: Big problems with printing
Hi! Above you wrote that the nozzle was too deep, now you wrote that it was suddenly too high. I don't think raising the nozzle higher than 0.94 will do any good, as even small changes (as seen in the tests) will not produce adequate printing results. In fact, Prusa support told me that my Live Z setting is a good setting. I don't see any need to check the bed leveling here either. Especially since this graphical view is also available as a standard view in PrusaLink. Support recommended that I clean the print bed with acetone, lower the extruder temperature and try a different filament. I'll do it today, but thanks for your help!
RE: Big problems with printing
Here it is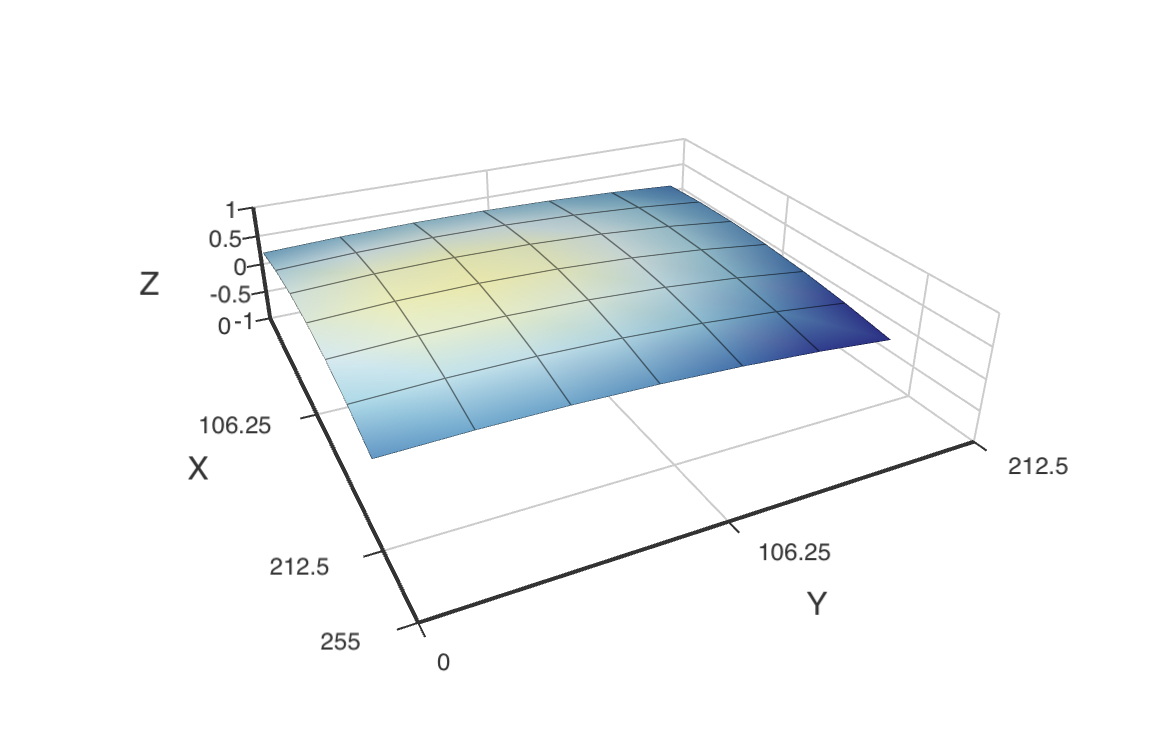
RE: Big problems with printing
you wrote that the nozzle was too deep, now you wrote that it was suddenly too high.
Don't shoot the messenger. The first images I see that the nozzle plows through the material.
In the tests you showed, the nozzle is higher then it should.
No sudden changes, but comments to different pictures.
NB: Think negative numbers here. So 0,94 is the deepest position, being -0,94 (so downwards, not higher).
- You have a nice flat heatbed. The question then is, how come that in last picture at same level .928 it looks very different?
What caused the difference? One option could be position on the heatbed (if not leveled well enough). You showed it is not the cause.
Are there other differences what explain this?
Then back to your first picture. Looking at it again, I notice this is not a picture of a first layer (what I assumed first), but looks more like several layers thick.
- if so, the question is, why there is more material then needed (causing the pushing aside of material).?
Some possibilities:
- nozzle/extruder move up/downwards, because of play in how it is mounted?
- wrong nozzle setting in slicer?
- ??
We will do what we have always done. We will find hope in the impossible.
RE:
The first picture shows the last layer of the object, the second shows the first layer and the 3rd and 4th show the tests. When printing with a different filament, the first layer was able to achieve an acceptable quality (see pictures) or do you think differently? Now I only have problems with warping.