ABS Small Part Woes......
Hi,
I am printing a bookshelf pin. It's used to support/hold a shelf in a bookshelf. It's a very small part, about 1/2" by 3/8" tall. I have the actual part shown. My initial print was what might be termed "gobbly gook" - see pic.
ANY ADVICE here?
It seems the "bead" size, or filament size is too big for such a precision part. Is there a way to change that in the slicer?
As you can see in the actual part, there is a cylindrical "pin" or protrusion that sticks out. The bottom of the pin is tangent or maybe the word is flush to the bottom surface of the part itself. Is it possible to print this kind of protrusion without support?
This is actually my first attempt at printing ABS, so I'm not certain if I have the temps on the hotend or bed set quite right either.
ANY ADVICE here?



----------------->>> The Above Pics are the Actual Manufactured Part................the pics below are my "attempt" to print this in ABS


RE: ABS Small Part Woes......
One thing i can think of, it to make a hexagon instead of the cylinder.
Fusion 360 can make a circomference hexagon.
That way you have a flat bottom to the sheet.
The dimensions might be alittle off, but for a shelf it may not matter if one side is 1-2mm higher or not.
Prusa Mini+ kit. BondTech extruder. FW 5.1.2
Prusa MK3S+ kit. Stock. FW 3.11.0
Prusa MK3S+, used. Stock. FW 3.13.3
RE: ABS Small Part Woes......
I printed out something similar for my ikea billy bookcases as I needed extra. What I did for the design was to ‘fill in’ the area between the sides making it a sloping triangle. Then if you place that side which is now flat on the bed the post will be sticking up at a 45 degree angle which will print fine if you change your cooling settings under filament To slow down below 5 seconds instead of the default, or print several so the small layers have time to cool between them.
Im not at home till tomorrow afternoon but I can post the design I did as an example then if you want.
RE: ABS Small Part Woes......
@neophyl
First --- Thank you for your reply
Secondly ---- Yes please post a pick if you have it. I am trying to follow along, but I'm not 100% certain I got it. As they say....a pic is worth a thousand words.
Thanks Again!!
RE: ABS Small Part Woes......
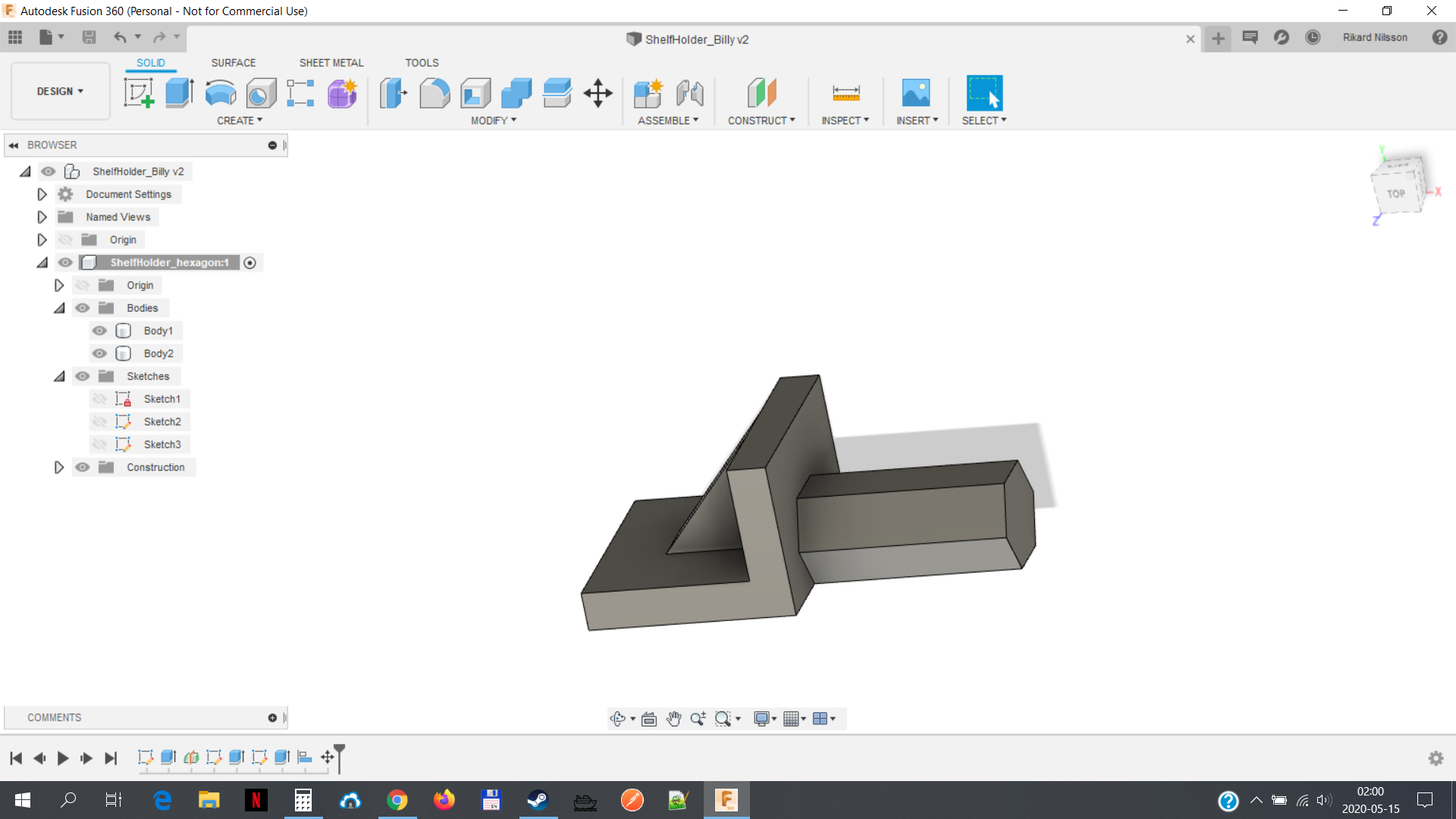
Here's a couple pics of the design


RE: ABS Small Part Woes......
I've eyeballed the dimensions, the pic is 16mm long. 6mm high and 8mm wide with the peg 4mm outer circomference.
You now have a flat surface on the peg as well, but might require a tiny chamfer on the end of the peg depending on abs shrink or warp.
Prusa Mini+ kit. BondTech extruder. FW 5.1.2
Prusa MK3S+ kit. Stock. FW 3.11.0
Prusa MK3S+, used. Stock. FW 3.13.3
RE: ABS Small Part Woes......
@prus-38
Hi.... thank you for the design pic.
This printed OK?
What part of the part (pun intended) did have flat on the build plate?
RE: ABS Small Part Woes......
Here's the one I did for my Billy bookcase shelves. While the one I did has 2 pins, just do the one you want at the size you want.
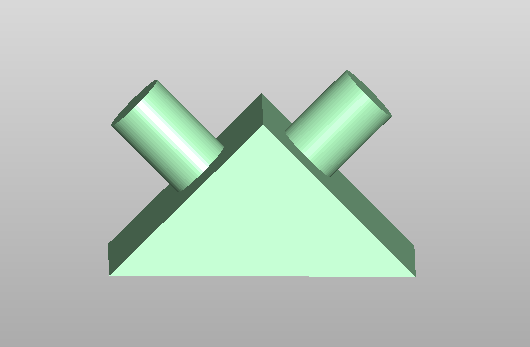
By orienting the part this way you get a nice flat base to print with and the post(s) are at 45 degrees so no support required.
The small post type protrusions are usually problematic to print due to the fact that the previous layer hasnt had time to cool before the next one gets printed. There are test parts for this to see how well a printers cooling and your settings can handle this. The simplest way to bypass it is to print several at the same time.
RE: ABS Small Part Woes......
I have not printed the one i sketched up, it was more to show the hexagon.
You print it like the one you already printed, with large surface to bed.
Prusa Mini+ kit. BondTech extruder. FW 5.1.2
Prusa MK3S+ kit. Stock. FW 3.11.0
Prusa MK3S+, used. Stock. FW 3.13.3
RE: ABS Small Part Woes......
@neophyl
Thanks again so much. I am going to modify my design to something similar.
RE: ABS Small Part Woes......
Well......I "tried" to follow the instructions. I redesigned it as a triangle with the cylindrical post. I placed the triangle face down so the post was point up in the air at an angle.
Just to get a draft, I did a 15% infill (probably a mistake)
Obviously I have my ABS settings wrong....... H E L P!!
It must be my print settings. Can somebody help with suggested print settings with a very small/fine ABS part. Look at the ABS label in the picture below.
Thanks!




RE: ABS Small Part Woes......
May i venture a guess for rectalinear infill on the print?
I have found that when printing with petg (i have not printed with abs or asa as do not have a fullmetal hotend on any of my printers), honeycomb works well on my printer (a Tevo Nereus) as it prints every layer with no gaps.
If this is your first print with abs, i would do print with a little larger object (bed heat seems fins as the part looks that it sticks well to the plate.)
And possibly a bridging test.
And make sure there is no draft or fans blowing around the printer as that can really mess up with warping small details.
Prusa Mini+ kit. BondTech extruder. FW 5.1.2
Prusa MK3S+ kit. Stock. FW 3.11.0
Prusa MK3S+, used. Stock. FW 3.13.3
RE: ABS Small Part Woes......
@prus-38
THANK YOU....yes, it was rectalinear. I had a low infill as well (15%) because I thought why waste filament, but the part is soOOOOooo small here, I should have bumped it up towards 100%, especially for the post.
Good idea on trying to print a larger part...
RE: ABS Small Part Woes......
I always use as low an infill as I can and use more perimeters. It’s been shown that more perimeters is more effective for strength than more infill. Basically you want just enough to support the areas above. With this I would use 3-4 perimeters, I doubt that will leave room for infill anyway.
For abs you generally want none to very low fan speeds and as low a temp as you can use and still print without clogging.
RE: ABS Small Part Woes......
Hi.
15% might be enough, check the preview in slicer then you can see how the infil is going to support (or not support) the layers above it as it goes up.
That is also very important when you have parts with complex shapes, then you may have bridges and overhangs higher up in the part as well.
On youtube, Maker's Muse have some excellent tutorials on designing for 3d printing on his channel. Well worth a look.
The design and testinprint is how one learns if a design or even how if rotating a part for printing would be better.
More on youtube, CNC Kitchen have good info on parts, prints and their strength etc. Tom Salander (spelling) have much info on printing in general and the hardware which makes up the printer.
Chris's Basement also have much info, perhaps more towards tinkering with the machines.
Prusa Mini+ kit. BondTech extruder. FW 5.1.2
Prusa MK3S+ kit. Stock. FW 3.11.0
Prusa MK3S+, used. Stock. FW 3.13.3
RE: ABS Small Part Woes......
@akerezy,
It looks like the lower part of the print starts off well enough, then it begins to melt as the piece gets smaller. It's adding layers before the previous layer has time to firm up. As @neophyl suggested above, set up your print with four objects, one set towards each corner of the print bed. In the time it takes for the extruder to print a tiny layer on each part, it will be set more solid when the extruder comes back to the first part. You might only need to add one part to the print bed, but place them apart on the bed not right next to each other?
RE: ABS Small Part Woes......
Hi,
I still can't get this thing to print. I tried:
- recalibrating the printer - doing the initial setup wizzard
- adjusting the live-z down
- putting 4 pieces (bookshelf pins) on the platter; thinking it would provide cooling time as the extruder moves from piece to piece
Some of the pieces are curling or lifting up............
ANY ADVICE????
I really need an ABS 7 x7 test print???? [not PLA, ABS]






RE: ABS Small Part Woes......
It looks like all your current woes are print material related. Have you tried doing a test print with a more forgiving material first just to make sure ?
Save your project (Using File>save as) to save it as a .3mf , zip it up and attach it. That way we can look at all the settings you are using.
I don't generally print in ABS, precisely as its one of the worst materials for curling up. About the only things I print in it are parts fans. When I do its one of the few things I will actually use the gluestick with (on a plain steel sheet as that way I don't have to clean it off my smooth pei sheet).
Looking at your pic I suspect you still have the elephants foot compensation set at the default 0.2mm too. For many people that is too much so the brim isnt connecting to the part properly (in effect the brims you are using are not doing anything).
RE: ABS Small Part Woes......
This is a fairly simple problem to resolve if familiar with ABS.
Printing on Smooth PEI you should not need the brim if your first layer is correct and the PEI is perfectly clean. Bed cleanliness is very important with any filament but absolutely critical with ABS. Your first layer is to high from the pictures.
Next is you will need a little cooling added for such a small part and I would recommend starting at 15% and then increase if needed.
The ABS you have is very low temperature so are you using a custom profile or the generic PE Slic3r profile. I would start with the bed at 100 and nozzle at 230 and see how it goes from there so you will need to modify a profile to do this. Can you tell us what temps you are printing at.
Is the printer in an enclosure as this has a bearing on what settings you use. Also even if in an enclosure the print is so fast it won't have time to heat up inside anyway.
The part may benefit from having a draft shield printed although it is so small I don't believe you will need this.
As the above person suggested the brim is not connected because you have elephant foot compensation on. If you are dead set on printing with a brim then set Elephant foot comp to zero. Hopefully this bug will be fixed soon so elephant compensation can be used with a brim.
I would also back up what a previous poster said about printing multiples and print at least two 100mm apart.