Wiki : HowTo : Live-Z - die Last mit dem First Layer - First Layer calibration
Nun gut, ein kleines Wiki, HowTo oder Hilfe zum korrekten Einstellen des Live-Z-Abstandes oder wie bekomme ich meinen ersten Layer sauber hin.
Vorraussetzungen :
- der Drucker ist sauber kalibriert (xyz-calibration)
- der Extruder ist korrekt eingestellt (E-steps) Wie das gemacht wird, später an einer anderen Stelle oder selber googeln (M92, extruder-calibration, E-steps)
- für das passende Filament (in unserem Falle PLA) ist der Extrusion Multiplier im Slic3r korrekt ermittelt
- die First-Layer calibration im Drucker wurde gemacht (diese Schlangenlinien), siehe auch Handbuch vom Drucker oder hier : https://help.prusa3d.com/category/jy8v4VSpWu-calibration-error-messages
- das Druckbett ist eben !
- das Druckbett ist sauber gereinigt !!!
Ich weiß, einige Vorraussetzungen können bei einem ganz neuen Drucker noch nicht erfüllt sein, bemüht euch aber so viel wie möglich zu machen, ansonsten wird es nie richtig. Vor allem ist nach jeder Änderung an der Hardware oder an den Parametern dieser Test erneut durchzufühen. Ich empfehle außerdem, diesen Test bei jedem Filamenttyp und Druckbetttemperatur erneut zu machen, da sich jedes Filament ein bißchen anderst verhält und die Druckbetttemperatuänderung sehr wohl (trotz Pinda-Temperaturkorrektur) einen Einfluß darauf hat.
OK; was benötigen wir ?
- einen Drucker 😀
- etwas Filament von der gewünschten Sorte (PLA)
- das File hier : https://www.thingiverse.com/thing:2230659 Ich empfehle die Kreise, es gibt noch Dutzende anderer solcher Testfiles, weil ein Kreis recht schwer zu drucken ist. Es ist immer eine Richtungsänderung vorhanden, das fordert den Drucker doch sehr. Was bei einem Rechteck noch sehr gut klappt, kann bei einem Kreis schon nicht mehr funktionieren.
- ein weiteres File, um sehr schnell zu einem ungefähren Live-Z-Abstand zu kommen https://www.thingiverse.com/thing:3318159 Das File hat den Vorteil das man nicht alle 9 Kreise drucken muß. Es könnte noch ein weiteres Problem mit dem Druckbett geben, das Druckbett könnte gewölbt sein. Und somit wird der Ausdruck mit den 9 Kreisen nie richtig funktionieren.
Fangen wir an :
Für blutige Anfänger oder den Erstart des Druckers empfehle ich das File mit dem einen Kreis erst mal zu drucken um sehr schnell an einen ungefähren Live-Z zu kommen. Der Kreis in der Mitte muß stimmen, danach wird das Live-Z eingestellt. Alles andere folgt später mit der Bed-Level-Correction.
Erst mal säubern wir unser Druckbett. Dazu empfehle ich Glasreiniger und Isopropanol. Das Bett wird mit dem Glasreiniger benetzt und sauber abgewischt. Den Glasreiniger unverdünnt auftragen. Das Druckbett nun mit einem saugfähigen Schwamm gut abgewischt und trocken reiben. Mit etwas Kückenkrepp und Isopropanol nachwischen. Ab jetzt wird das Druckbett nicht mehr angefaßt oder mit den Pfoten darauf rumgeschmiert. Das Fett von den Fingern ist absolutes Gift für die Haftung des Druckobjektes.
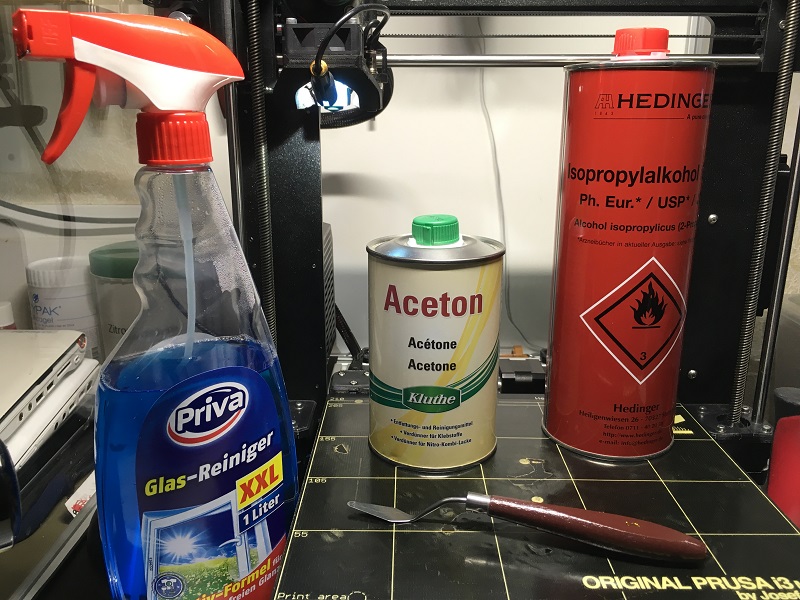
Sollten sich hartnäckige Verschmutzungen auf dem Druckbett befinden oder nach längerem Drucken (vielleicht einmal die Woche ?) das Druckbett mit Aceton in KALTEM !!! Zustand abreiben und trocknen lassen. Danach die obige Prozedur mit dem Glasreiniger/Isopropanol durchführen.
Drucken wir also das File und achten darauf das die Purgeline sauber ist. Sie darf nicht ausgefranst, unterbrochen oder nur teilweise angeklebt sein. Ist das der Fall, dann stimmt noch was anderes mit dem Drucker nicht und sollte, ja muß, erst behoben werden. Anderenfalls macht es wenig Sinn mit dem Test weiter zu machen !
So sollte eine saubere Purgeline aussehen :

Anmerkung : Ich habe meine Purgeline erweitert, das tut aber hier dem Test kein Abbruch. Im Normalfall und Originalzustand ist eure Purgeline nur etwas bis zur 100er-Marke lang.
Vermutlich wird euer Druck noch nicht so aussehen und es wird einige Versuche kosten bis die Kreise auf dem Druckbett sind. Nicht aufgeben, immer wieder den Z-Abstand um ca. 50µm verändern. Bitte fangt mit hohen Werten (mit hoch meine ich mathematisch gesehen, 0 ist hoch, -500 ist tief, das Vorzeichen beachten) an. Wenn ihr den First-Layer calibration aus dem Menue gemacht habt, dann sollte das schon einigermaßen passen.
Weiter gehts im nächsten Beitrag, da das Forum nur 3 Attachments pro Post zuläßt.
Re: Wiki : HowTo : Live-Z - die Last mit dem First Layer - First Layer calibration
Wenn ihr also eure Purgline sauber hinbekommen habt, dann schauen wir uns die hoffentlich alle vorhandenen und am Druckbett klebenden Kreise an. Sollte sich ein Kreis an der Nozzle aufwickeln, brecht sofort den Druck ab. Ansonsten lauft ihr Gefahr das sich das am Hotend festbrennt und alles verschmiert. Der Reinigungsaufwand kann beachtlich sein. Bleibt also bei eurem Drucker und beobachtet ihn !
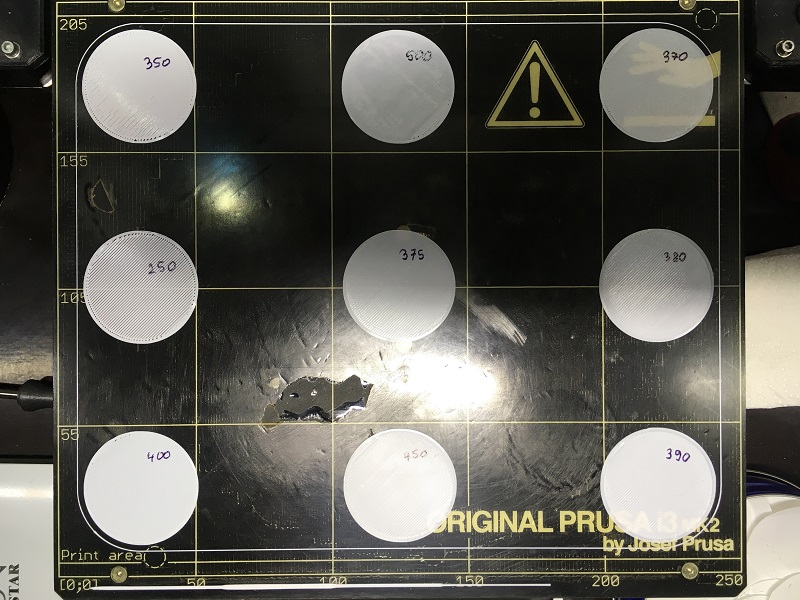
Ich habe die Kreise oben mit dem aktuellen Live-Z-Abstand beschriftet und bei jedem Kreis den Abstand verändert.
Die Werte sind für meinen Drucker, euere Werte können absolut gesehen vollkommen unterschiedlich sein. Es ist kein Anhaltspunkt welchen Wert ihr bei eurem Drucker einstellen müßt !
Schauen wir uns die Kreise mal genauer an. Man siehr schon auf dem Übersichtbfoto das mit einigen Kreisen was nicht stimmt.
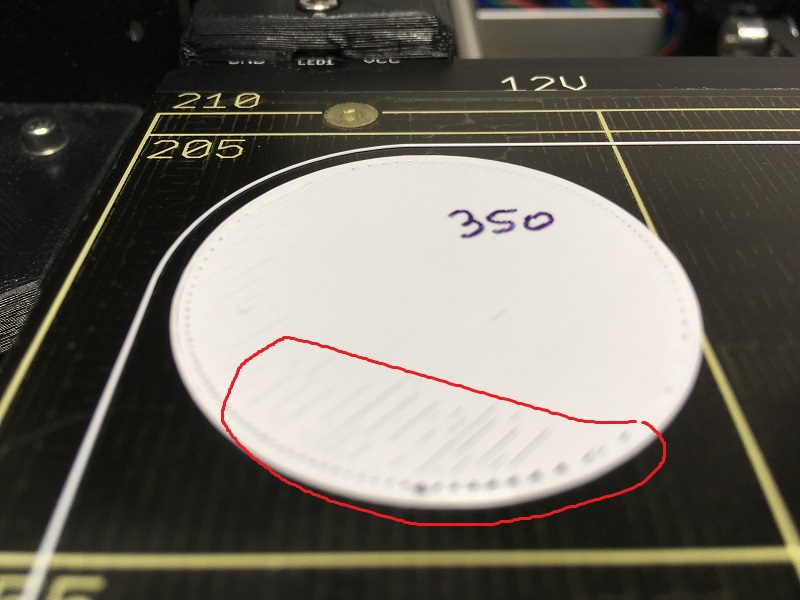
Bei dem hier ist der Abstand zu gering. Das erkennt man daran das die Linien nicht miteinander verbunden sind :
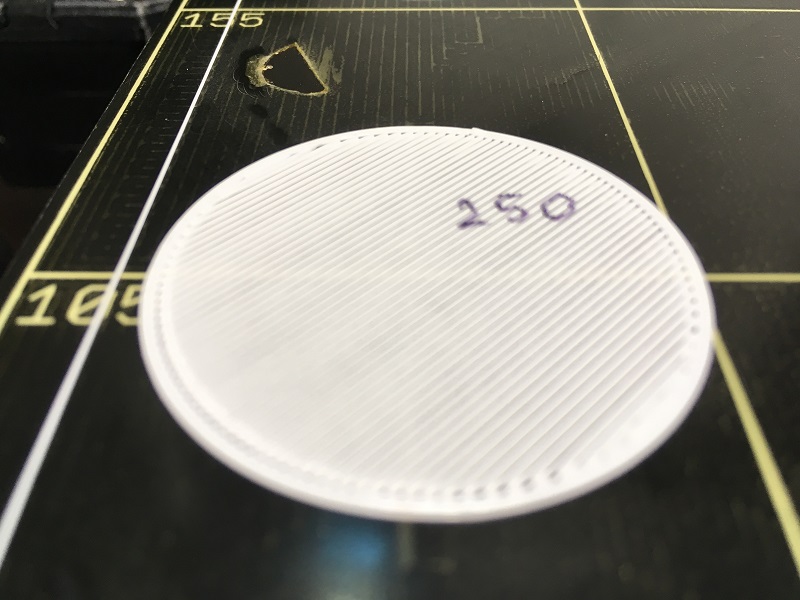
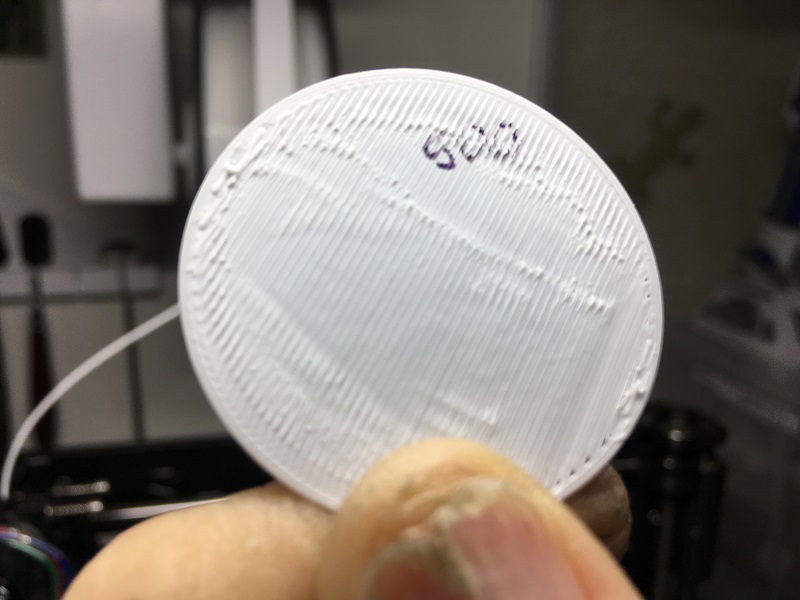
Hier nochmal gegen das Licht gehalten, man sieht ganz deutlich das die Bahnen nicht miteinander verschmolzen sind.
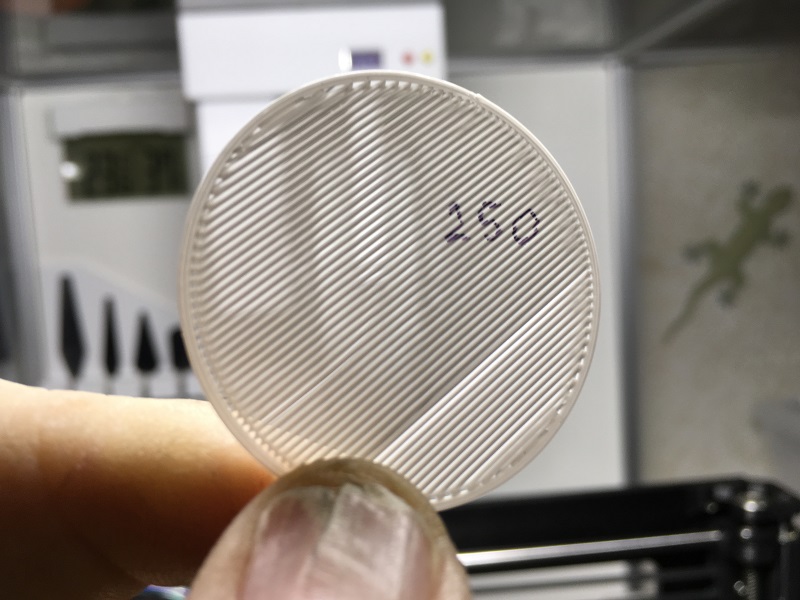
Auch bei dem hier sind noch ein paar Löcher zu erkennen :
Re: Wiki : HowTo : Live-Z - die Last mit dem First Layer - First Layer calibration
Hier haben wir deutlich übers Ziel hinaus geschossen, der Abstand ist viel zu gering. Ihr lauft Gefahr das ihr mit der Nozzle am Druckbrett rum kratzt. Das ist dann der Worst-Case und ihr zerstört damit eure Beschichtung vom Druckbett. Das ist irreparabel, seid also vorsichtig.
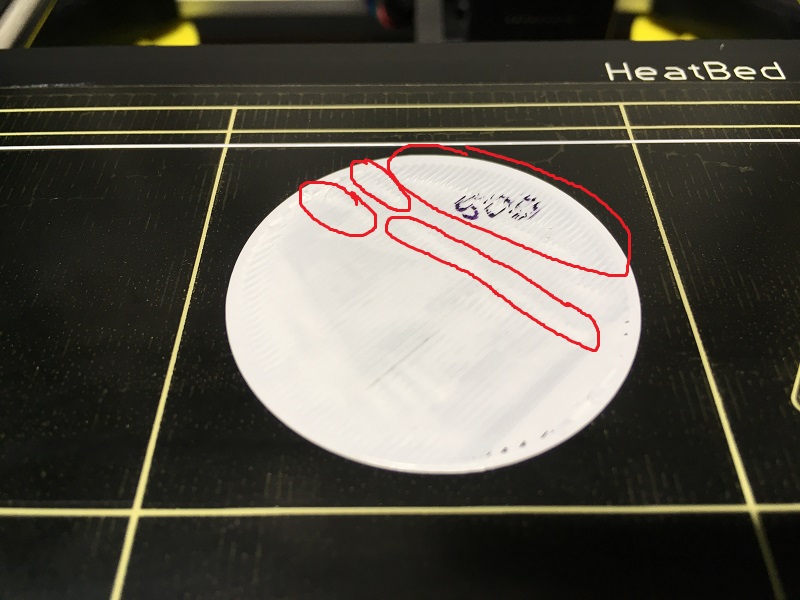
Erkennbar daran das sich der Druck wieder aufwölbt, Falten schiebt und rauh wird.
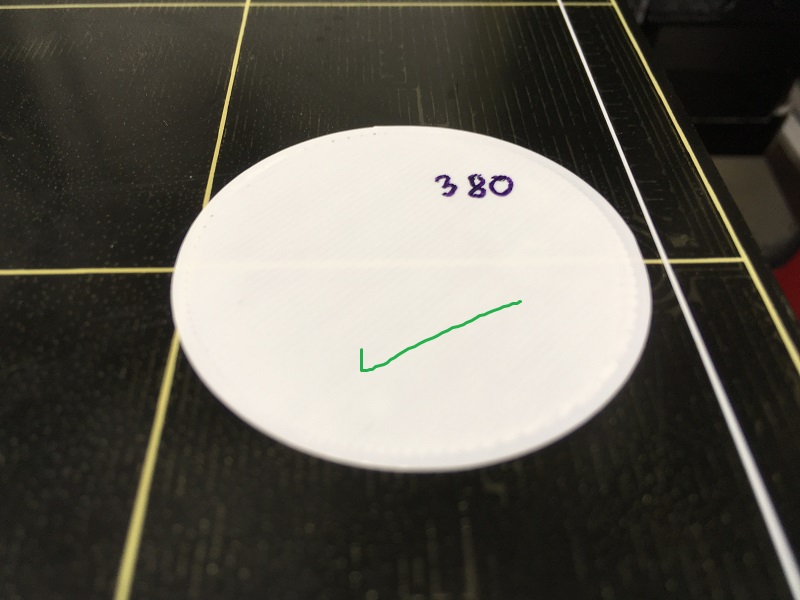
Der hier scheint perfekt zu sein. Keine Löcher und keine Aufwölbungen. Tastet euch langsam in 10µm-Schritten an den optimalen Wert heran :
Man merkt auch, wenn man mit dem Finger über die Oberflächen der Kreise fährt, das einige rauh und ungleichmäßig sind. Je glatter die Oberfläche umso besser. Ein weiterer Punkt. Beim Abmachen der Kreise vom Druckbett werdet ihr ebenfalls bemerken das sich einige schwerer lösen lassen. Das ist gut, denn je schwerer sie abgehen umso idealer seid ihr am Optimum. Also glatte Oberfläche und gute Haftung sprechen für einen korrekt eingestellten Z-Abstand.
Aufpassen : Einige Materialien (FLEX, PETG) kleben übermäßig gut am Druckbett, sogar so gut, das sie nicht mehr abzubekommen sind. Informiert euch also, wie gut diese Materialien kleben https://www.prusa3d.com/material-guides/
VIel Spaß, und wie Jakub immer sagt : Happy Printing !
Thomas
Re: Wiki : HowTo : Live-Z - die Last mit dem First Layer - First Layer calibration
Guten Abend,
mal ne ganz blöde Frage: wenn der First Layer korrekt eingestellt ist und der Drucker vorm drucken immer das mesh Leveling macht und da ja quasi die Unebenheiten des Bettes misst warum gibt es dann noch die bed Level correction? Was bewirkt diese denn dann noch? Dachte immer das wäre mit dem mesh erledigt?
Bin ich da auf dem Holzweg?
Wäre total super wenn mir das mal erläutern könnte.
Ich wünsche allen ein paar schöne Ostertage.
Schöne Grüße Basti