Kalibrierung erste Schicht und/oder Bett
Hallo Gemeinde,
ich habe hier einen MK3S+ in der Grundausstattung.Ich habe alle Einstellungen mehrfach durchlaufen, komme aber zu keinem Ergebnis, das zufriedenstellend ist.
Mein Z-Offset liegt bei -1560, wobei ich der Ansicht bin, dass der Testdruck (Diese dünnen Linien und dann das kleine Zick-Zack-Rechteck) bei -1480 am Besten ist.
Drucke ich jedoch mit dem Wert -1480 die Bed-Level_Test-Datei, habe ich fast überall Quadrate, durch die man hindurchsehen kann. Drucke ich mit dem Wert -1560, ist dieser Druck zumindest bei den meisten Quadraten einigermaßen in Ordnung.
Je mehr man aber hinten rechts schaut, um so "verschmierter" werden die Linien.
Wie gehe ich jetzt am Besten weiter vor, um einen möglichst saubere erste Schicht zu bekommen?
Wäre toll, wenn mir Jemand dabei helfen könnte.
Danke und liebe Grüße...
-Wilfried-
Bild 1 - Bed level test mit Z-Offset 1480
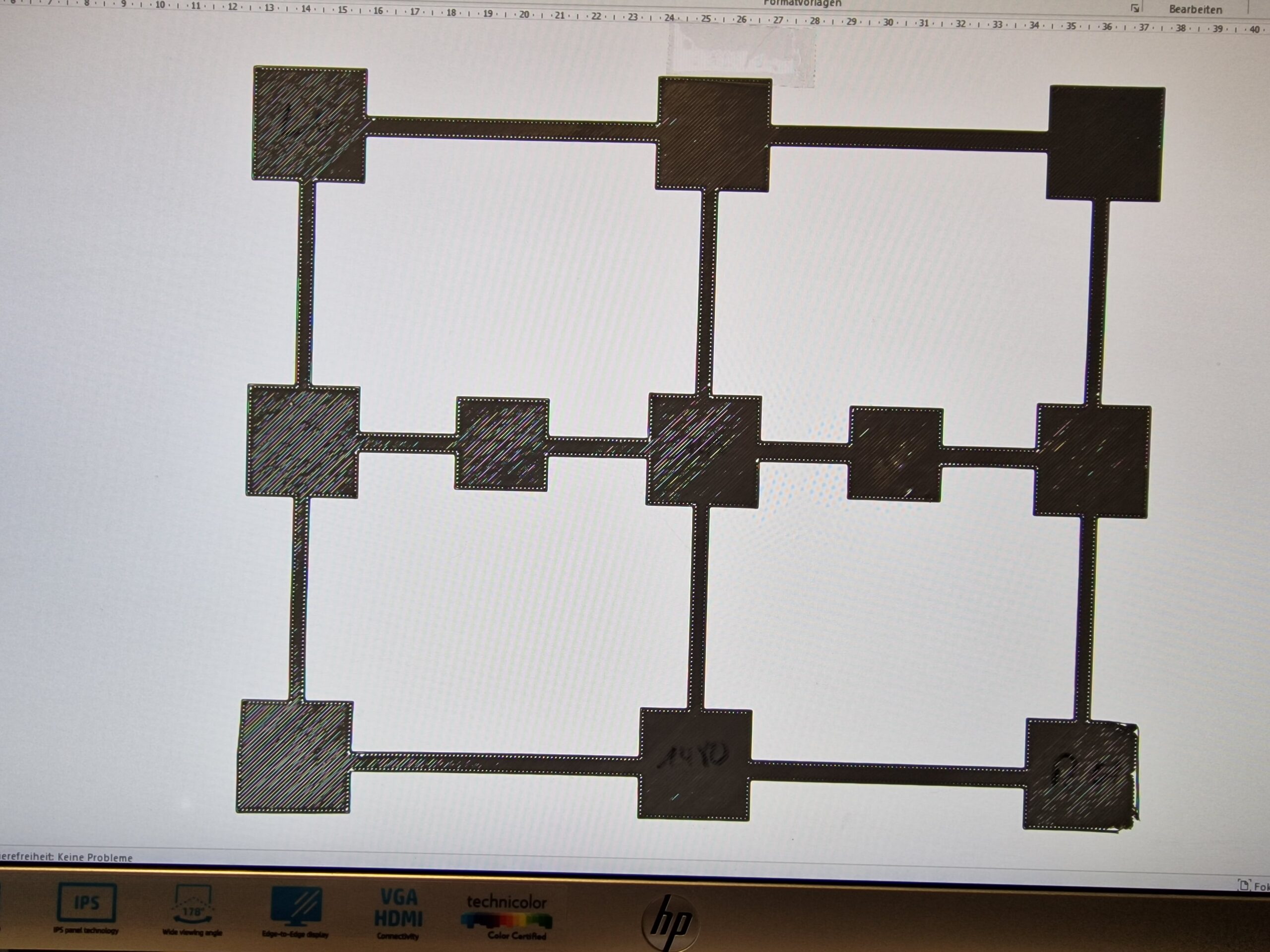
Bild 2 - Bed level test mit Z-Offset 1560
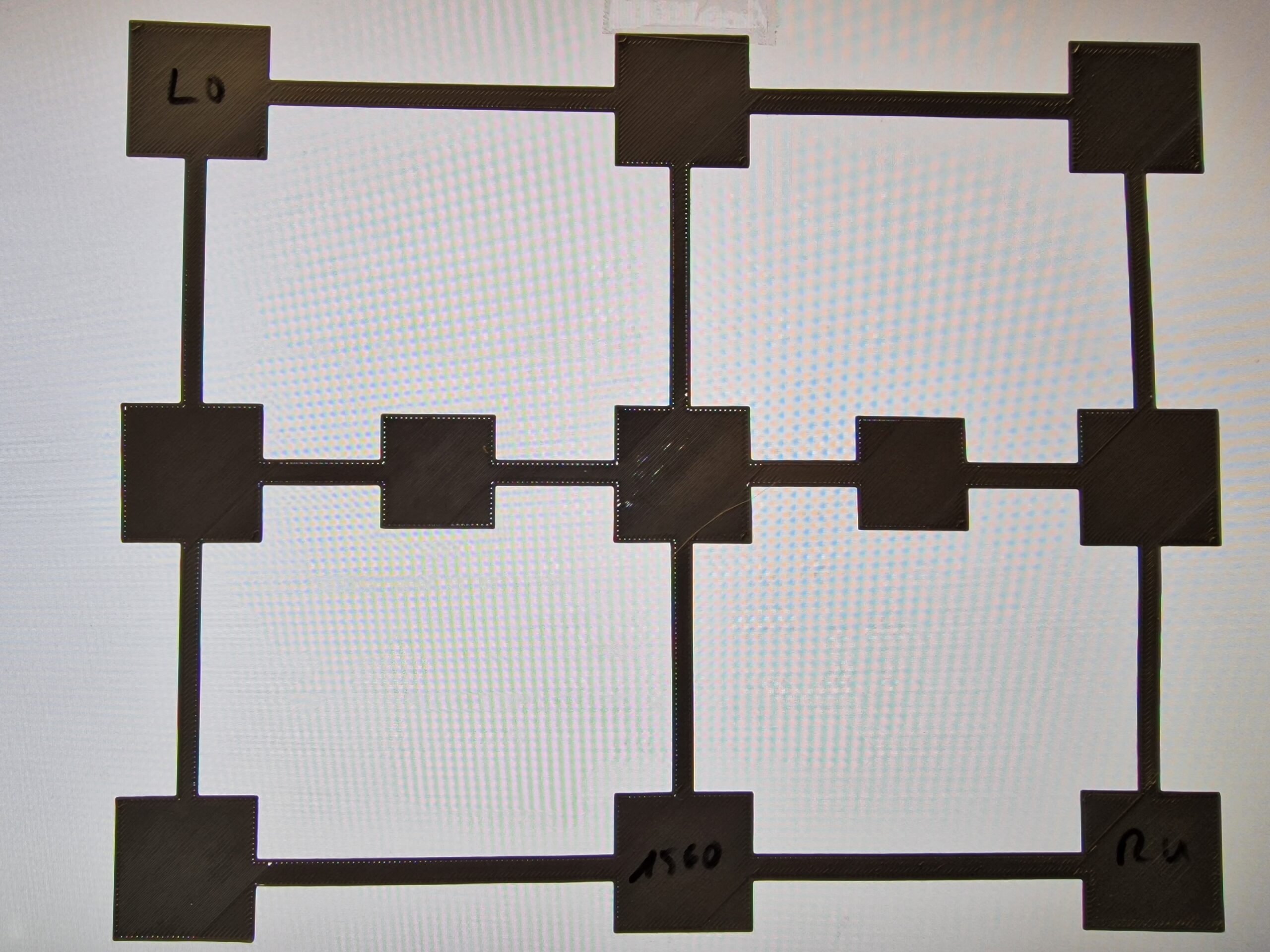
Bild 3 - Bed level test oben rechts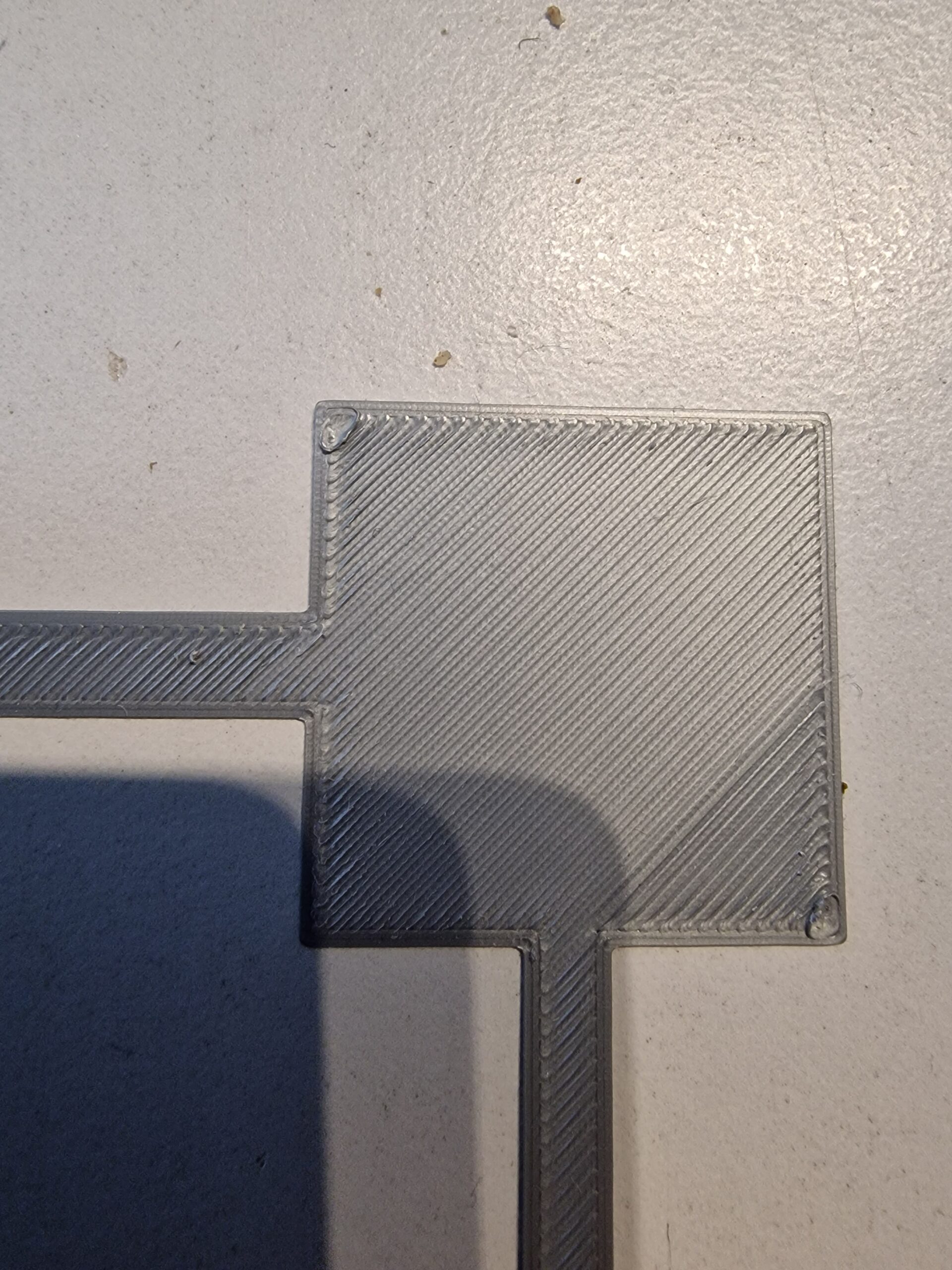
Bild 4 - Bed level test mitte rechts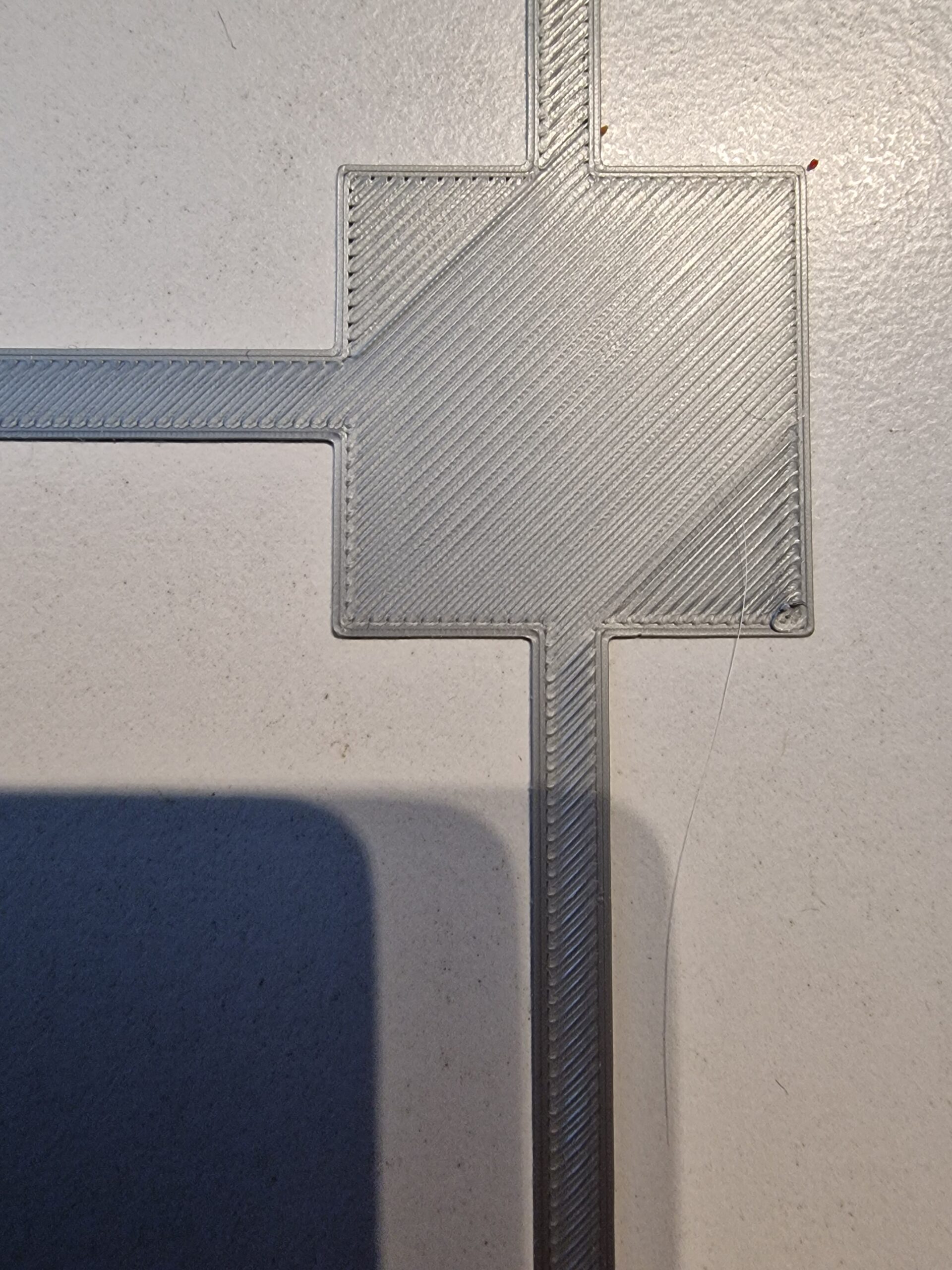
Bild 5 - Bed level test unten rechts
Bild 6 - Bed level test mitte

RE: Kalibrierung erste Schicht und/oder Bett
Gedruckt ist übrigens mit Prusa PLA
RE: Kalibrierung erste Schicht und/oder Bett
Hallo und Willkommen Wilfried,
Hast du den Drucker selber zusammengebaut oder als Set montiert gekauft? Steht der Drucker möglichst eben und hast du das Druckbett kalibriert sowie die XYZ- und Erste-Schicht-Kalibrierung durchgeführt?
RE: Kalibrierung erste Schicht und/oder Bett
Ich finde das jetzt ehrlich gesagt recht undramatisch , insbesondere in Anbetracht dessen, daß die Aufnahmewinkel und damit die Schatten unterschiedlich sind. Dir ist klar, daß die verschiedenen dreieckigen Absätze daher rühren, daß der Drucker die Quadrate nicht in einem Stück diagonal füllt, sondern von der Verbindungsstrecke kommend erst einen Teil füllt und dann den Rest?
Beste Grüße
Chris
I try to give answers to the best of my ability, but I am not a 3D printing pro by any means, and anything you do you do at your own risk. BTW: I have no food for…
RE: Kalibrierung erste Schicht und/oder Bett
Hallo Wapjoe,
der Drucker kam als Bausatz. Die Fläche auf der ich ihn zusammengebaut habe, war 1a gerade. Auch der Ort, an dem er jetzt steht ist in Waage und verwacklungssicher.
Die XYZ-Kalibrierung sowie die "Erste-Schicht" habe ich über das Menü des Druckers durchgeführt. Das Druckbett habe ich noch nicht kalibriert.
RE: Kalibrierung erste Schicht und/oder Bett
Hallo Chris,
ja, das mit den Dreiecken verstehe ich. Mir geht es darum, dass ich durch einige der Quadrate hindurchsehen kann und durch manche nicht.
Erhöhe ich den Z-Offset, sind die Quadrate zwar dicht, aber je mehr ich nach rechts oben in die Ecke schaue, erkennt man, dass die Düse dort zu nah am Bett ist und die Reihen "verschmiert".
RE: Kalibrierung erste Schicht und/oder Bett
Hallo Wilfried,
Du kannst z.B. hier die Druckbett Nivellierung machen:
https://help.prusa3d.com/de/article/druckbett-nivellierung_2267
Oder wie viele es bevorzugen, den Nylon Mod für ein ebeneres Druckbett machen. Manchmal hilft es auch schon wenn du die Abtastung am anfang auf 7x7 erhöst.
Gruß Sven
RE: Kalibrierung erste Schicht und/oder Bett
Hallo Sven,
die Druckbett-Nivellierung ist ja das, was ich zuletzt gemacht habe.
Dabei sind ja diese "Probleme aufgetreteten.
Dieser Nylon-Mod ist das mit den "Stoppmuttern", richtig?
RE: Kalibrierung erste Schicht und/oder Bett
Vielleicht kannst du auch ohne Mod das Bett etwas besser begradigen, auch wenn die Chancen dazu gering sind. Ich persönlich schwöre auf meine selbst gegossenen Silikonpuffer, sind nur etwas aufwendiger in der Herstellung. Allerdings kann ich keine Vergleiche mit anderen Mods ziehen, da ich bisher nur Silikon hatte und damit zufrieden bin.
Zwingend vorausgesetzt zum Nivellieren ist Pronterface oder Octoprint und du solltest den Drucker auf 7x7 Messpunkte einstellen. Über die Konsole in Octo oder Pronter den Drucker auf die Temperaturen aufheizen, mit denen du bevorzugt druckst, dann mit den Gcode G80 die Messung starten und wenn fertig, die Messung mit G81 anzeigen lassen.
Auf dieser Seite kannst du die Messung visualisieren lassen: https://lokspace.eu/3d-printer-auto-bed-leveling-mesh-visualizer/ (Darstellung ist anfangs verwirrend, da Plus und Minus visuell vertauscht sind)
Über die Seite kannst du dir anzeigen lassen, um wie viel Grad (°) du welche Schraube anziehen (CW) oder lösen (CCW) solltest: https://pcboy.github.io/g81_relative/
Bei beiden Seiten einfach die in der Konsole angezeigten Rohdaten kopieren und einfügen.
RE: Kalibrierung erste Schicht und/oder Bett
Hallo Wilfried,
Hatte ich jetzt nicht rraus gelesen, dass du bei dem Bed Level Correct bist. Dachte du machst nur allgemein die höhe der ersten Schicht. Weil bei Druckbett Nibellierung kannst du Softwaremäßig die Ecke hoch nehmen wo du durch den First Layer durchsehen kannst...
Ja der Nylon Mod ist das mit den Stoppmuttern. Aber so wie wapjoe schreibt funktioniert dies auch mit Silikonpuffern oder Federn. Gibt es hier einige Themen dazu. Ich verwende das Tool von Octoprint, da kannst dir z.B. anzeigen lassen wieviel Umdrehungen du an der Schraube machen musst damit es richtig ist.
Gruß Sven
RE: Kalibrierung erste Schicht und/oder Bett
Hallo Wapjoe,
das mit Octoprint werde ich mal versuchen, vielleicht bringt mich das dann weiter.
ich werde dann berichten.
Vielen Dank für die Tips. 🙂
LG
-Wilfried-
RE: Kalibrierung erste Schicht und/oder Bett
Hallo Sven,
danke für die Tips.
Ich probiere mal noch ein bisschen ohne einen Mod.
Melde mich, wenn es Neuigkeiten gibt.
LG
-Wilfried-
RE: Kalibrierung erste Schicht und/oder Bett
So, ich bin jetzt glaube ich, ein ganzes Stück weiter.
Bevor ich an den Einstellungen etwas geändert hatte, hatte ich folgende Werte:
Recv: 0.13400 0.24994 0.33173 0.37936 0.39285 0.37218 0.31736
Recv: 0.10664 0.22194 0.30407 0.35303 0.36882 0.35144 0.30089
Recv: 0.09129 0.20494 0.28642 0.33572 0.35284 0.33779 0.29056
Recv: 0.08794 0.19894 0.27878 0.32744 0.34492 0.33124 0.28637
Recv: 0.09659 0.20395 0.28115 0.32818 0.34506 0.33177 0.28833
Recv: 0.11725 0.21995 0.29352 0.33795 0.35325 0.33940 0.29642
Recv: 0.14991 0.24696 0.31591 0.35675 0.36949 0.35413 0.31066
Raw values:
-0.19 0.05 -0.01
-0.24 0.00 -0.04
-0.18 0.03 -0.02
Degrees:
137°CCW 36°CW 7°CCW
173°CCW 0 29°CCW
130°CCW 22°CW 14°CCW
Fractional Turns:
2/5CCW 1/10CW 0CCW
1/2CCW 0 1/10CCW
2/5CCW 1/10CW 0CCW
Nach gefühlten 100x G80/g81 und ändern der Schraubeinstellungen habe ich jetzt folgende Werte:
Recv: 0.18174 0.18472 0.18499 0.18257 0.17746 0.16964 0.15913
Recv: 0.18118 0.17754 0.17438 0.17169 0.16947 0.16774 0.16648
Recv: 0.17978 0.17205 0.16684 0.16415 0.16398 0.16634 0.17122
Recv: 0.17755 0.16824 0.16238 0.15996 0.16099 0.16545 0.17336
Recv: 0.17448 0.16612 0.16101 0.15912 0.16048 0.16507 0.17290
Recv: 0.17057 0.16569 0.16271 0.16164 0.16246 0.16519 0.16983
Recv: 0.16583 0.16694 0.16750 0.16750 0.16694 0.16582 0.16415
Raw values:
0.02 0.02 0.00
0.02 0.00 0.01
0.01 0.01 0.00
Degrees:
14°CW 14°CW 0°CCW
14°CW 0 7°CW
7°CW 7°CW 0°CCW
Fractional Turns:
0CCW 0CCW 0CCW
0CCW 0 0CCW
0CCW 0CCW 0CCW
Ändere ich das Messraster auf 7x7 werden die Wert sogar noch ein bisschen besser:
Recv: 0.17671 0.17588 0.16499 0.17336 0.17420 0.16666 0.16666
Recv: 0.19430 0.17671 0.16834 0.14991 0.18760 0.20351 0.19095
Recv: 0.18090 0.17588 0.17085 0.17336 0.20351 0.21105 0.16666
Recv: 0.18090 0.15243 0.14656 0.16917 0.19388 0.18927 0.18174
Recv: 0.20351 0.18509 0.16834 0.18111 0.21356 0.21524 0.17755
Recv: 0.16834 0.15829 0.16917 0.17336 0.20854 0.18844 0.14740
Recv: 0.17169 0.17588 0.19514 0.17588 0.18509 0.18006 0.16750
Raw values:
0.01 0.00 0.00
0.01 0.00 0.01
0.00 0.01 0.00
Degrees:
7°CW 0°CCW 0°CCW
7°CW 0 7°CW
0°CCW 7°CW 0°CCW
Fractional Turns:
0CCW 0CCW 0CCW
0CCW 0 0CCW
0CCW 0CCW 0CCW
Ich bin damit sehr zufrieden und werde jetzt mal eine neue Kalibrierung starten.
Zunächst aber noch vielen, herzlichen Dank für die Tips, ohne wäre ich nicht weitergekommen.
Liebe Grüße...
-Wilfried-
RE: Kalibrierung erste Schicht und/oder Bett
Nabend Wilfried,
die Werte finde ich ohne Mod mal ziemlich perfekt, sehr gut geworden! 🙂
Viele Grüße
Jörg
RE: Kalibrierung erste Schicht und/oder Bett
Hallo Jörg,
vielen Dank für die Rückmeldung. 😍
War zwar ganz schon tricky, aber hat Spaß gemacht.
Habe aber einen Fehler gemacht, denke ich. Ich habe das alles bei kaltem Bett eingestellt.
Als ich vorhin einen Test mit 60°C gemacht habe, waren die Werte wieder ganz anders. Nicht ganz schlecht, aber auch nicht mehr so toll, wie im kalten Zustand. Hab das jetzt aber entsprechend korrigiert und hab nun ähnliche Werte mit beheiztem Bett.
Ich hoffe, mein Gedankengang war richtig?
Liebe Grüße und einen schönen Abend...
-Wilfried-
RE:
Der Gedankengang war schon richtig, da sich das Bett beim Erwärmen in der Regel verformt/verzieht. Der Wert liegt im Bereich von max. 0.1 bis 0.15mm. Aus diesem Grund kalibriere ich dieses auch immer bei 90 Grad C., da dies eine oft gebräuchliche Bett Temperatur ist und die Abweichungen zu 60 und 110 Grad C. nicht mehr all zu groß sind.
Alle Leveling Werte innerhalb 0.05mm sind sehr gut. Damit läßt sich auch problemlos mit kleineren Düsen (0.15/0.25) drucken. Der Z-Adjust muss halt immer passen.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Kalibrierung erste Schicht und/oder Bett
Hallo Karl,
danke für die Rückmeldung.
Dann werde ich das auch mal so versuchen.
Was sind den die Vor- und Nachteile bei kleineren Düsen?
Gibt es für den Z-Adjust eigentlich auch eine besser Lösung, als mit dem Auge zu gucken?
Liebe Grüße...
-Wilfried-
RE:
Vor- und Nachteile kleinerer Düsen?
Nun, für den Druck von filigranen, kleinen Bauteilen mit schmalen Stegen oder kleine Schriften ist eine 0.4er Düse oft zu groß im Durchmesser, wie z.B. bei folgendem Bauteil, welches ich mit einer 0.1er Düse gedruckt habe:

Die Einstellung des Z-Adjust's wird mit der Zeit zur Routine. Das geht eben nur mit optischer Kontrolle und Prüfen der Haftung des ersten Layers. Zur groben Kontrolle ist der "papertest" nützlich. Nach dem Homing einfach per Gcode Kommando auf Z0 fahren und mit einem Blatt Papier (ca. 0.1mm dick) den Abstand Düsenspitze und Druckbett Oberfläche checken. Das Papier sollte sich mit leichtem Widerstand bewegen lassen, dann bist Du schon recht gut an der idealen Einstellung. Der kleine Rest ist dann Feinjustage während des Druckes des First Layers.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.