First Layer Probleme
So sieht der First Layer aus. Ich nutze PLA, eine 0,4mm Düse und habe die Temperatur vom Extruder auf 205°C runtergeschraubt, die vom Bett liegt bei 60°C.
Tipps?
Nebenbei, großartig, das es hier ein Forum auf deutsch gibt.
RE: First Layer Probleme
Zwei wesnetlich Punkte sind für eine gute Haftung wichtig:
- ein sauberes fettfreies Druckbett. Am Besten mit fettlösendem Geschirrspülmittel reinigen, warmen Wasser gründlich nachspülen und mit einem fuselfreien Tuch trocknen. Dannach sollte die Druckfläche mit den blossen Fingern nicht mehr berührt werden.
- ebenes und gut geleveltes Druckbett mit gut justiertem 1. Layer.
Und dann sind natürlich auch die Slicereinstellungen maßgeblich am erfolgreichen Druck beteiligt. Auf diesen Seiten findest Du viel Hilfestellung zu Problemen: https://help.prusa3d.com/de/article/kalibrierung-der-ersten-schicht_112368
Gutes Gelingen!
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: First Layer Probleme
Also, das Stahlblech ist mit Isopropanol gereinigt, fusselfrei abgewischt und die Z-Achse auf -0,540 eingestellt, was einen guten Firstlayer Test macht. Das Ergebnis beim starten des Programm ist nach kurzer Zeit das gleich, die Teile lösen sich vom Bett.
Der Drucker ist so gekauft, nicht zusammen gebaut, daher wollte ich die Nivellierung nicht ausführen.
RE: First Layer Probleme
- ebenes und gut geleveltes Druckbett mit gut justiertem 1. Layer.
Gutes Gelingen!
Habe das Nivellieren jetzt durchgeführt und ich muss sagen, 1A!
Danke.
RE: First Layer Probleme
@judge_ozz
Nivelieren ist der erste Schritt. Nun würde ich das Druckbett mal gut mit fettlösendem Spüli und einem Schwamm bearbeiten, anschl. mit viel warmem Wasser spülen und einem fuselfreien Tuch trocknen. Danach die Druckplatte nicht mehr an der Druckfläche mit den blosen Fingern berühren. IPA o.Ä. ist normalerweise nicht notwendig.
Danach den First Layer optimieren. Wahrscheinlich musst Du noch näher ranfahren. Versuch das einfach mal in 0.05mm Schritten.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: First Layer Probleme
Jetzt habe ich folgendes Problem.
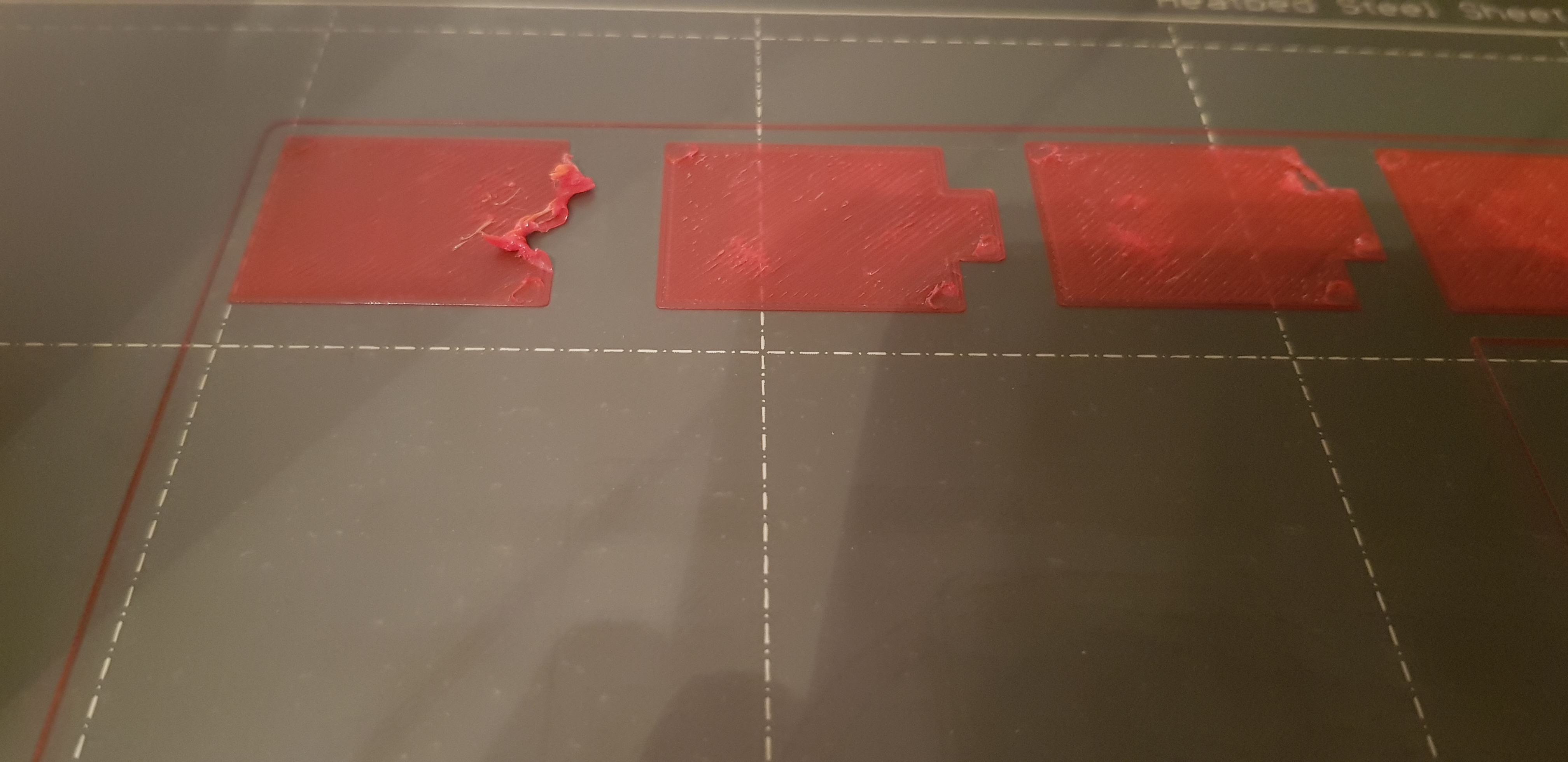
Das grüne Anion wurde vor der Reparatur ohne weitere Einstellungen gedruckt und kam perfekt raus.
Die roten Kationen sehen hingegen so aus, wie auf dem Bild.
Irgend welche Tipps?
Der First Layer war gut mMn, kann es aber daran liegen, dass ich zu viel quetsche, sprich die -0,540mm zu viel sein kann?

RE: First Layer Probleme
wie Du ja selbst bemerkt hast ist die Farbe eines Filaments, auch des selben Herstellers, ein Faktor der ggf eine andere Einstellung der Temperatur und weiterer Parameter z.b. Geschwindigkeit erforderlich machen kann.
Nichts desto trotz sieht es als wäre die Nozzle kurz vorm dicht machen.
Bitte versuch mal im Slicer die Retraktionswerte zu verkleinern (Druckereinstellungen/Extruder 1/ Einzug) und berichte mal ob und wie sich das auswirkt
LG Thomas
(Wood) CTC i3-Clone, (Yellow) i3-Steel DIY, (Green) Original Prusa i3MK3(s)+MMU2.0, (Red)DICE, (Blue) Anycubic Chiron, (Grey) Qidi X-Max, (Orange) PrusaXL 5T
RE: First Layer Probleme
Danke für die Hilfestellung. Nachdem ich das Bett nivelliert habe, war das Problem des First Layers ausgeräumt.
Was dann zum Durchbruch führte, war, dass ich die Datei noch einmal geslicet habe.
Ich hatte bei Erhalt des Druckers eher mittelmäßige bis katastrophale Ergebnisse, durch viel in Einstellungen umstellen, hier und da einrichten, waren die Ergebnisse besser. Meine Lebensgefährtin sagte mir, dass sie selbst für das grüne Anion sehr viel Zeit investiert hat, um es so heraus zu bekommen, das wusste ich nicht.
Naja, lange Rede kurzer Sinn, ich hatte einfach einen defekten Drucker und die Programme für ihn kann ich jetzt nicht für den Reparierten nehmen. Daher alle noch einmal slicen und die Ergebnisse sind wirklich gut.