Druck wird schief
Hi Leute,
nachdem ich nun 3/4 der ersten Filamentrolle durch habe und prinzipiell von dem Drucker begeisert bin, fiel mir nun eine Sache auf die mir Rätsel aufgibt. Riemenspannungen habe ich bereits geprüft und auch alle Schrauben nachgezogen, aber das Problem besteht weiterhin.
Und zwar werden Drucke mit der Höhe schief. Drucke ich einen Würfel 20x20x20 (XYZ-Kalibrierwürfel), wird er nach Y+ gezogen.
Die Riemenspannung liegt bei ca 275. Ich gehe davon aus, dass die Z Achse nicht 100% im Winkel zum Tisch steht...wie kann ich das am sinnvollsten beheben und prüfen?
Habe leider derzeit kein Winkel hier rumfliegen, aber ich denke das Bild zeigt das Problem. Man sieht es auch mit bloßem Auge.

RE: Druck wird schief
Hi Leute,
nachdem ich nun 3/4 der ersten Filamentrolle durch habe und prinzipiell von dem Drucker begeisert bin, fiel mir nun eine Sache auf die mir Rätsel aufgibt. Riemenspannungen habe ich bereits geprüft und auch alle Schrauben nachgezogen, aber das Problem besteht weiterhin.
Und zwar werden Drucke mit der Höhe schief. Drucke ich einen Würfel 20x20x20 (XYZ-Kalibrierwürfel), wird er nach Y+ gezogen.
Die Riemenspannung liegt bei ca 275. Ich gehe davon aus, dass die Z Achse nicht 100% im Winkel zum Tisch steht...wie kann ich das am sinnvollsten beheben und prüfen?
Habe leider derzeit kein Winkel hier rumfliegen, aber ich denke das Bild zeigt das Problem. Man sieht es auch mit bloßem Auge.
Hallo und willkommen im Prusaforum!
Geschätzt würde ich sagen, dass auf die Höhe von 20mm ca. 1mm fehlt. Das wären auf der gesamten Z-Höhe ca. 20mm. Ich kann mir nicht vorstellen, dass Dein Druckerrahmen derart schrägt montiert ist, deshalb tippe ich eher auf einen Layerversatz.
Ursache ist meist eine schwergängige (oder teilweise schwergängige) Achse oder eine fehlerhafte Riemenspannung.
Hast Du die Linearkugellager vor dem Zusammenbau gereinigt und geschmiert?
Zum Eruieren der Riemenspannung würde ich mich weniger auf die LCD Anzeige verlassen, sondern vielmehr ein kleines Hilfstool drucken um mit diesem die Gurtspannung zu checken -> https://www.prusaprinters.org/prints/46639-tension-meter-for-the-gt2-belts-of-i3-mk3s-or-prus
Vielleicht hilft Dir das vorerst weiter. Hier noch einige Infos zum Thema Layershifting: https://help.prusa3d.com/de/article/schichtverschiebungen_2020
Gutes Gelingen!
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
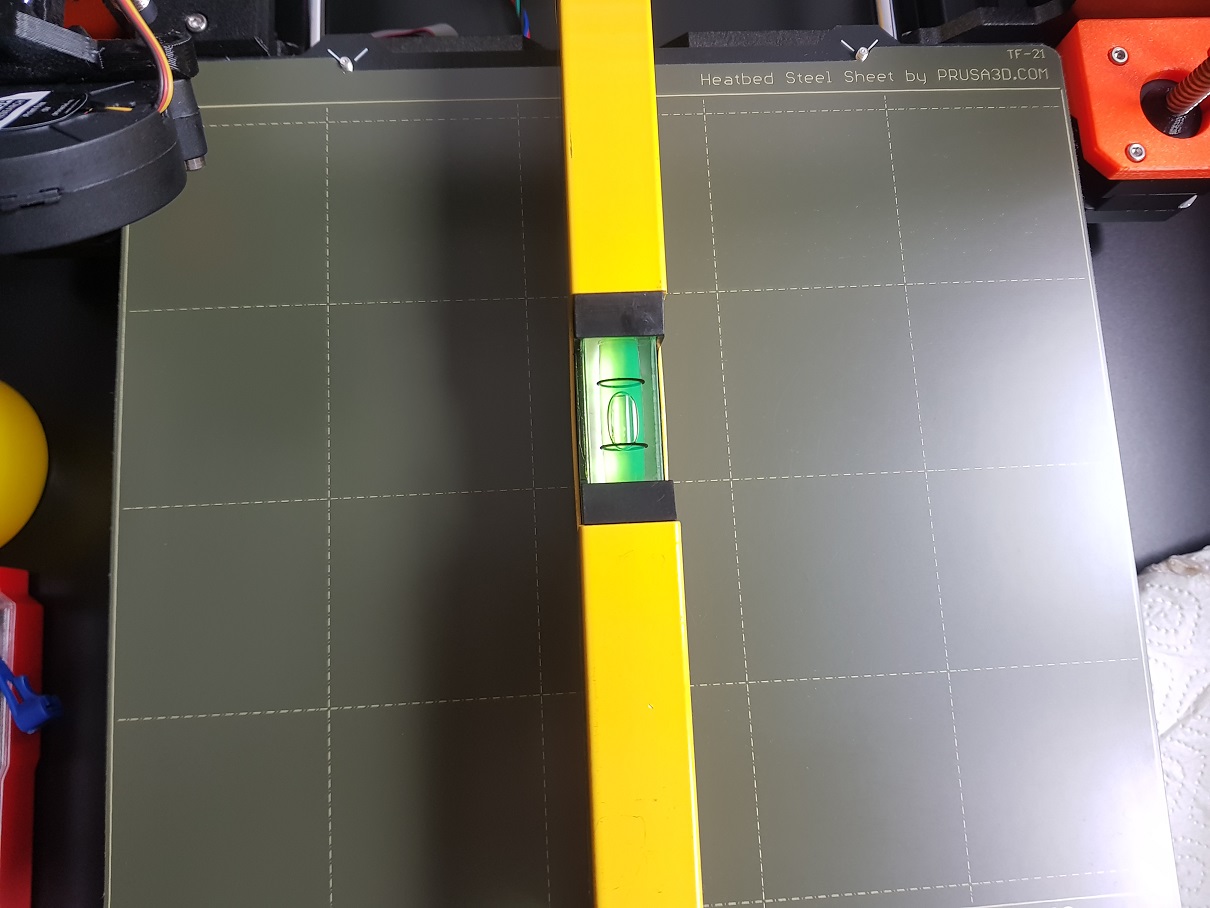
Wasserwage
Das Hilfstool kann ich mir wohl aktuell ned drucken da ich nur PLA zur Verfügung habe.
Habe mal mit einer Wasserwage in Y das Bett begutachtet und die Z-Achse... also im Winkel steht das nicht... hab ich irgendwo einen Denkfehler? Die Abstände zwischen der Führung der Z-Achse und dem Rahmen sind oben wie unten identisch.
Werde mir heute auf der Arbeit mal einen großen Winkel mitnehmen und schauen...

RE: Der winkel bestätigt
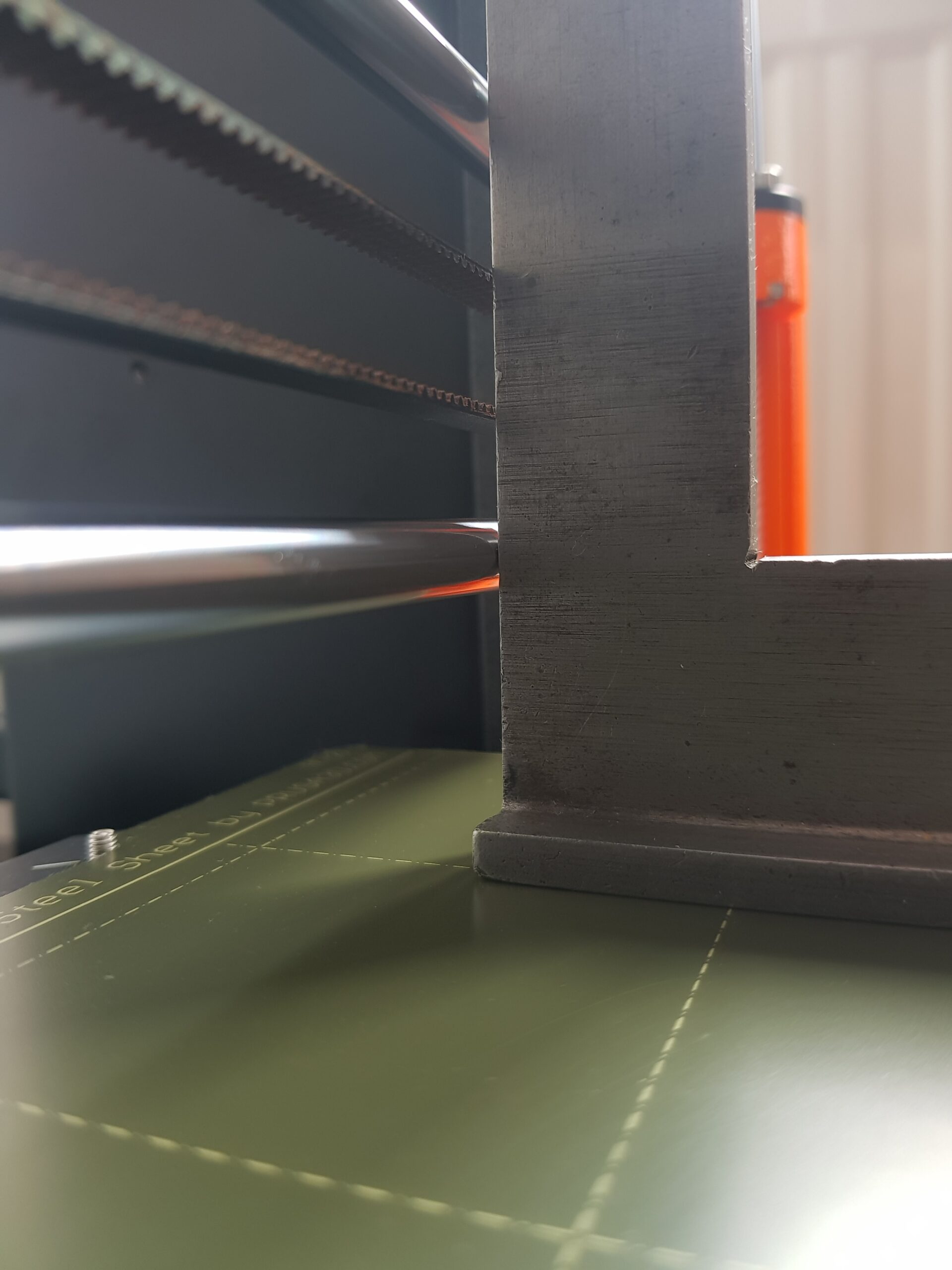
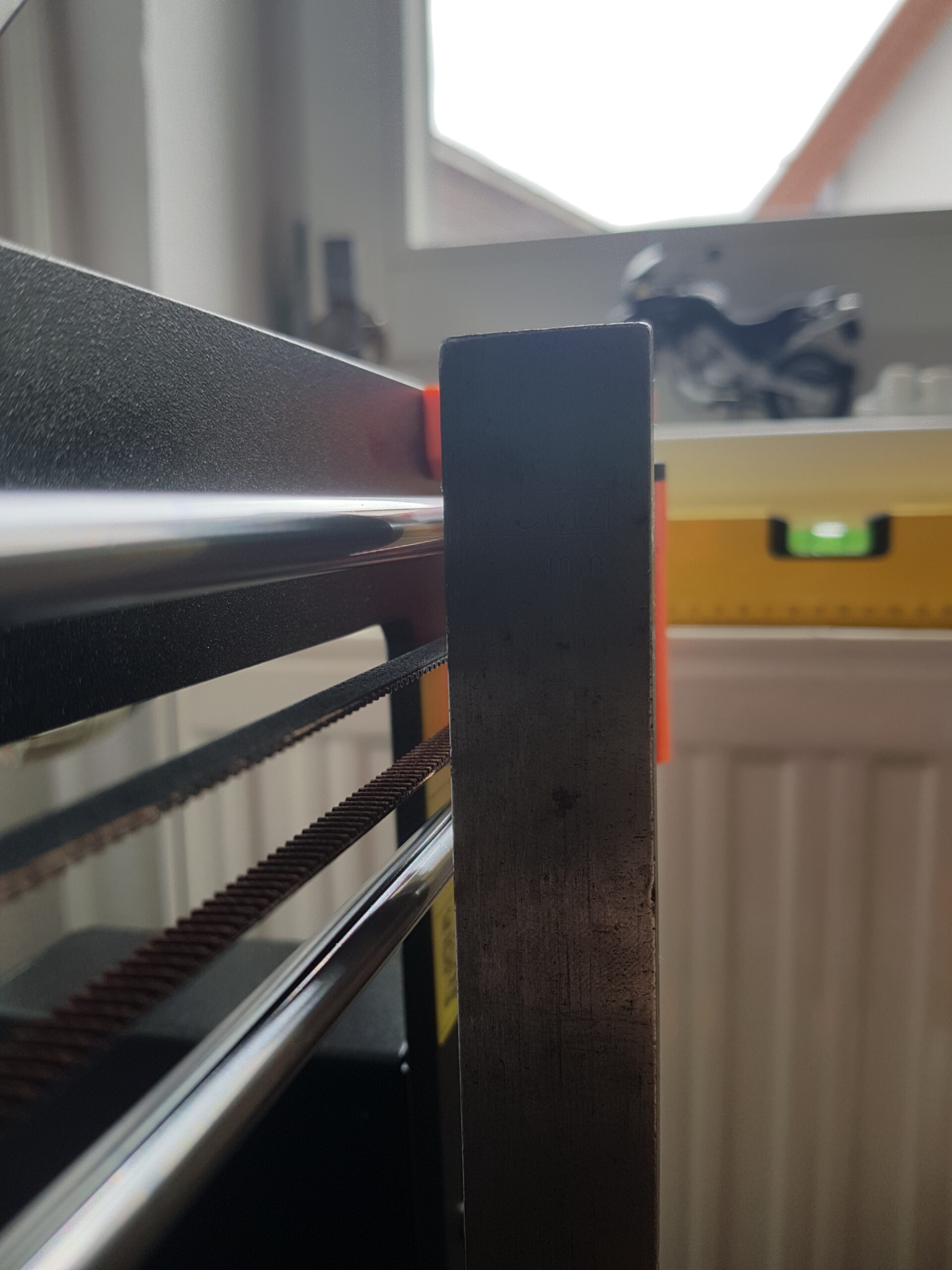
So, habe mir heute einen großen Winkel von der Arbeit mitgenommen (Bin CNC-Zerspaner).
Wenn ich den Winkel auf dem Bett auflege und an die untere Führungsstange der X-Achse anlege und dann auf Z+210 hoch fahre, ergibt sich ein Spalt von 2,4mm!!! Warum ist das so und welche möglichkeiten habe ich, dies zu beheben? Mein erster Gedanke war, unter den beiden oberen Flanschen etwas unterzulegen so dass die Z-Achse nach vorne kippt. Allerdings verlaufen die Z-Führungen 100% Parallel zum Rahmen mit der PRUSA Gravur.
Alternativ müsste das Bett vorne angehoben werden...jedenfalls stehen die Achsen nicht 90° zueinander...
RE: Kleiner Pfusch-Erfolg
Habe ein bisschen an dem Rahmen gezogen und dann gemerkt, dass die einzige einflussreiche Verbindung der Bauteile das Netzteil ist.
Habe dann die 2 schrauben an der Profilschiene gelöst und den Rahmen gedrückt und gleichzeitig das Netzteil festgeschraubt.
Nun bin ich von 2,4mm auf 200mm (0,688° Versatz) auf 0,4mm auf 200mm gekommen (0,115° Versatz).
Damit lässt sich arbeiten...
Nun kalibriert er sich grade neu...
RE: Der winkel bestätigt
So wie es aussieht, verwendest Du den Prusa Originalrahmen. Wenn z.B. die Stirnseite eines Aluprofiles nicht sauber im Winkel ist, steht das Konstrukt natürlich schief bzw. der Rahmen ist verzogen. Das wäre natürlich ärgerlich, da der Drucker schon zusammengebaut ist. Ich würde dies auf jeden Fall mal kontrollieren. Falls die Profile wircklich nicht passen sollten, wendest Du Dich am Besten an den Prusachat. Die schicken Dir garantiert Ersatzteile. Beim Zusammenbau würde ich dann im Vorfeld die Geometrie prüfen und gegebenenfalls korrigieren. Das habe ich bei allen meinen Druckern und Fräsen so gemacht.
Prusachat: Melde Dich einfach mit Deinem Prusa-Konto an und wähle den eshop. Nach ein paar Sekunden sollte das Chat-Fenster in der unteren rechten Ecke erscheinen. Sollte sich das Chat-Fenster nicht öffnen, deaktiviere einen eventuell aktivierten Adblocker oder versuch es mit einem anderen Browser.
Schöne Grüße und gutes Gelingen!
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Druck wird schief
Hallo Keks95,
anfangs ist Alles neu und man ist froh, wenn man den Drucker zusammengebaut bekommt und drucken kann. Mit der Zeit erkennt man mehr Zusammenhänge, sofern man sich die passenden Fragen stellt. Da ist der Drucker aber schon zusammengebaut und man scheut sich natürlich zu Recht, den wieder auseinanderzunehmen.
Das Rahmenblech ist ziemich biegeweich und das Netzteil wird Teil des Rahmens Das ist wie bei einem offenen Motorradrahmen, bei dem der Motor integraler Teil des Rahmens wird. Beim MK3s ist links allerdings leider kein "Motor". Er kann trotzdem ganz gut drucken. Und Du hast an Deinem Drucker die Schiefe größtenteils korrigieren können, ohne etwas zerlegen zu müssen.
Ob die Stirnflächen der Profile eben und parallel zueinander sind, läßt sich z.B. mit Haarwinkel und Richtplatte prüfen. Falls nötig, kann man 2 Distanzen, wie Paßfedern, unter das Profil legen. Die Bohrungen in den Blechen sind bewußt eng gehaltenen, damit die Meisten den Drucker ausreichend genau montieren können, auch wenn Schrauben ja nicht wirklich zentrieren. Nicht jeder Besitzer hat das Fachwissen eines CNC-Zerspaners. Daß laß' trotzdem so. Daher muß die Verbindungslinie zwischen den Gewinden entgegengesetzter Seiten in den Profilen senkrecht zu dessen Stirnflächen sein, damit Rahmen und Stirnbleche nicht parallel versetzt sind. Da die Gewinde nicht recht direkt kontrollierbar sind, reicht es aus, sich an dem gezogenen Strangpreßprofil zu orientieren. Auch könnte die Pulverbeschichtung des Rahmenbleches ungleichmäßig sein. Am wahrscheinlichsten ist aber, das man den Rahmen nicht genau genug montiert oder dessen Schrauben ungleichmäßig angezogen hat. Karl und das Montagehandbuch betonen diesen Schritt nicht ohne Grund.
Fragt sich nur, auf welche Referenzfläche(n) man sich künftig in welcher Folge bezieht. Die Oberfläche des Druckbleches ist in diesem Fall naheliegend. Aber das Bett wird später als der Rahmen und auf diesen montiert. Und was ist, wenn man an dem Druckbett im Betrieb gelegentlich etwas nachjustiert? Du kannst das ja mit dem (Rahmenwasserwaagen-) Auge eines CNC-Zerspaners betrachten. Ich habe auch erst einmal gedruckt, um Erfahrung zu sammeln. Nach einem halben Jahr habe ich den Drucker wieder zerlegt, um den Rahmen etwas besser zusammenzuschrauben. Hat man nur den nackten Rahmen, kommt man mit Winkeln auch besser heran. Auf was für einer Fläche hast Du den Drucker montiert? Ich halte eine top in waage gelevelte Richtplatte für eine ideale Referenzfläche mit der man auch später jederzeit kontrollieren kann.
Früher oder später wird das Leveling der Druckbettoberfläche sicher noch ein Thema für Dich, da die erste Druckschicht das Fundament für gute Drucke ist. In diesem Forum gibt es einen beliebten Thread dazu (auf englisch): life-adjust-z-my-way
Ich habe neulich einen längeren Beitrag zu Halterungen, die ich mir gemacht habe geschrieben: y-Achse, Halter und Justierungen
Bei der z-Achse bin ich noch bei.
Wenn Du etwas auf das Druckbett legst oder mit den Fingern berührts, denke daran, dies anschließend wieder sorgfältig zu reinigen. Das wird hier viel diskutiert. Ich habe hier auch mal was dazu geantwortet.
PETG ist da sinnvoll, wo PLA zu spröde ist. Teile aus PLA bleiben auch bei etwas höheren Temperaturen stabil als PLA. PETG ist auf dem MK3S sehr gut druckbar. Prusa druckt ja alle PETG Teile des MK3s auf ebendiesen. Nur der Fan-shroud um die heiße Düse ist aus noch höher temperaturbeständigem Material, wie ASA. Da PETG auf dem glatten Blech sehr stark haftet (Handbuch beachten), nutze ich bei PETG nur noch das neuere, satinierte Blech und als ich dies noch nicht hatte, das Texturierte.
Viele Grüße
Mathias